Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Проектирование технологической операции на токарном станкеСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Операция – часть технологического процесса, выполняемая на одном станке, одним рабочим по обработке одной детали, Операция содержит одну или несколько установок. Установка – часть операции, выполняемая при одном закреплении детали. На станке с ЧПУ основной структурной единицей операции считается переход. Переход содержит один или несколько проходов. Проход – часть перехода, связанная со снятием одного слоя металла. Переходы подразделяют на элементарные, инструментальные, позиционные и вспомогательные. Элементарный переход - обработка одной элементарной поверхности одним инструментом. Режимы резания могут автоматически изменяться, например при подрезке торцов. Инструментальный переход – законченный процесс обработки нескольких поверхностей при непрерывном движении одного инструмента по заданной программе. Вспомогательный переход - часть траектории инструмента не связанная с образованием поверхности (траектория врезания, выход из зоны обработки, холостые перемещения). Определение последовательности обработки начинается с уточнения количества установок, необходимых для полной обработки заготовки. Задав требуемое количество и последовательность установок, определяют последовательность обработки для каждой установки по отдельным внутренним и наружным контурам. Для этого выделяют элементарные поверхности на детали, представляющие цилиндр, конус, канавку, поверхность, выполненную по дуге окружности, торцовую поверхность, фаски и т.д. Строят точки пересечения контуров этих поверхностей (опорные точки) и по ним идентифицируют элементарные и инструментальные переходы и проходы, для которых назначают вид обработки (черновая, чистовая) и требуемое количество и типоразмеры инструментов. При этом решается вопрос о возможности размещения всех инструментов в резцовом блоке. Если емкость инструментального блока не достаточна для размещения всех инструментов, то операцию либо разделяют на части, либо производят замену инструмента при запрограммированном останове станка. Для проектирования последовательности технологических переходов в операции предложено разделить поверхности, ограничивающие деталь, на поверхности основных и дополнительных форм.
К основным формам относятся наружные, торцевые и внутренние цилиндрические, конические и криволинейные поверхности, а также выточки глубиной менее 1 мм. К дополнительным формам относятся канавки, проточки различной формы, резьбы и другие элементы. Переходы при обработке деталей с закреплением в кулачковом самоцентрирующем патроне выполняют в следующей последовательности: 1) центрирование, если диаметр просверливаемого отверстия меньше 17–20 мм; 2) сверление; 3) подрезание торца; 4) черновая обработка основных форм поверхностей, обтачивание наружных поверхностей, растачивание внутренних поверхностей; 5) чистовая обработка внутренних и наружных основных поверхностей; обработка дополнительных форм поверхностей; 6) черновая и чистовая обработка дополнительных форм поверхностей; 7) нарезание резьбы; 8) отрезка детали. При обработке заготовок в центрах первые три перехода исключаются. При переустановке, обработка детали с другой стороны осуществляется в уже рассмотренной последовательности.
На токарных станках с ЧПУ имеются свои особенности обработки отдельных поверхностей, Например, перед сверлением отверстия диаметром меньше 20мм производится предварительное центрование сверлом большего диаметра. Таким образом, совмещаются переходы: центрование и снятие фаски в отверстии. При сверлении ступенчатых отверстий сначала сверлится большой, а затем меньший диаметр отверстия. Используя высокую жесткость станков с ЧПУ, сверление отверстий диаметром более 20 мм производят сразу сверлом соответствующего диаметра без предварительного рассверливания.
Программы разрабатываются согласно эскизу детали и под оборудование указанное в заказе, но ниже приведенные принципы программирования обработки детали справедливы для любых токарных станков.
2) – глубина резания ap ap – следует подбирать по следующим параметрам: · обрабатываемый материал – на хорошо режущийся материал (такие стали как Ст45) ap может быть взято столь велико, сколько позволит мощность станка и требуемая точность изготовления детали.
· требуемая точность изготовления, диаметр и длина детали – эти три параметра влияют на точность изготовления, чем больше длина, тем больше будет отгибать изделие, чем больше диаметр при той же длине, тем меньше прогиб, чем выше требование к точности, тем меньше должен быть ap на финишном проходе
В данном случае в любом сечении, расположенном на расстоянии х от передней бабки Для гладкого вала, консольно закрепленного в патроне, Если такой валик подпереть центром задней бабки, то
· твердость – влияет на износ инструмента отсюда и точность обработки детали, чем больше твердость, тем меньше ap и наоборот.
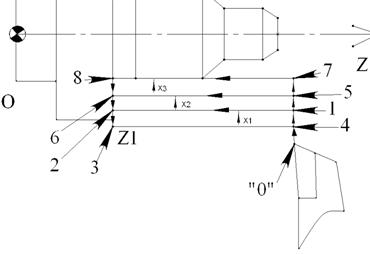
3) схема обработки детали: схематично изображается движение инструмента на каждом элементе изделия (смотри таблицу 1)
Таблица 3.2. Элементы движения инструмента
|
||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 430; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.129.25.152 (0.008 с.) |

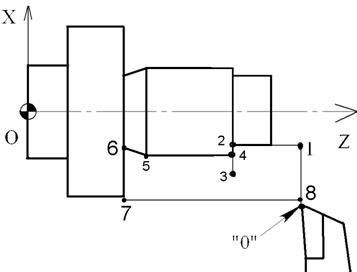
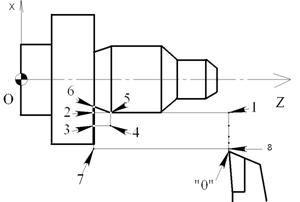
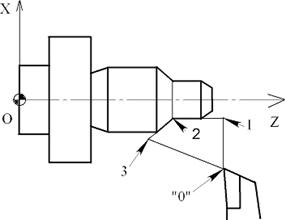
 1) Перемещения инструмента программируются в системе координат детали. "Ноль" детали ОД выбирается на свое усмотрение, чаще всего центр торца заготовки (рис.1).
1) Перемещения инструмента программируются в системе координат детали. "Ноль" детали ОД выбирается на свое усмотрение, чаще всего центр торца заготовки (рис.1).
 .
. .
. .
.