
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Лекция № 1. Общая характеристика раскройного производства швейного предприятия.
План лекции: 1. Разновидность групп 2. Разновидность цехов 1. Разновидность групп Изготовлению изделий предшествуют процессы: подготовки моделей к запуску в производство и подготовки производства к их изготовлению; подготовки материалов к раскрою; раскрой материалов. Они осуществляются соответственно в экспериментальном, подготови-тельном и раскройном цехах (рисунок 1.1).
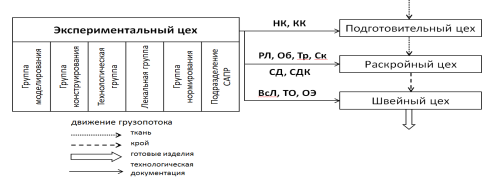
Рисунок 1.1 – Общая схема швейного предприятия
НК – нормировочная карта; КК – конфекционная карта; РЛ – рабочие лекала; Об – обмеловки; Тр – трафареты, Ск – светокопии; СДК – спецификации деталей кроя; ВсЛ – вспомогательные лекала; ТО – техническое описание на модель; ОЭ – образец – эталон; СД – схема дублирования Основной задачей экспериментального цеха является своевременная и качественная подготовка моделей к запуску в производство и производства к их изготовлению. Она включает: · моделирование; · конструкторскую и технологическую проработку новых моделей; · разработку оптимальных режимов технологического процесса; · изготовление лекал, обмеловок на бумаге, трафаретов и светокопий; · нормирование расхода всех используемых материалов; · подготовку техдокументации на модель (технического описания, тех-нологической последовательности, режимов обработки). В соответствии с этим в экспериментальном цехе выделяются следующие группы: · моделирования; · конструирования; · технологическая; · лекальная; · нормирования.
Широкое внедрение в настоящее время в экспериментальном цехе САПР, позволяющей автоматизировать большое количество выполняемых в нем видов работ, привело к выделению в структуре экспериментального цеха, кроме выше перечисленных групп, и подразделения САПР. В группе моделирования занимаются: · изучением потребительского спроса (маркетолог); · созданием коллекции моделей и отбором их к ярмаркам оптовой продажи (художник, конструктор); · созданием промышленных образцов моделей, соответствующих современному направлению моды, с использованием современных систем конструирования и прогрессивной технологии; · авторским надзором за выпуском продукции, соответствующей образцам-эталонам; · разработкой технических заданий на создание новых материалов, фурнитуры и т. д. для предприятий смежных отраслей.
В группе конструирования занимаются: · разработкой и уточнением конструкции новых промышленных моделей; · совершенствованием процессов моделирования и конструирования в направлении унификации деталей одежды; · разработкой конструкции особо модных моделей для выставок, ярмарок и т. д.; · разработкой и уточнением лекал-оригиналов (для всех видов материалов на базовый размер и рост); · разработкой и комплектованием всей техдокументации на модель. Технологическая группа экспериментального цеха работает в тесной связи с группой конструирования и решает следующие задачи: · разработки и уточнения технологии изготовления новых моделей; · изготовления проработочных образцов, образцов-эталонов и выпуска опытной партии; · внедрения унифицированных методов обработки; · разработки прогрессивной мало операционной технологии; · обучения мастеров и рабочих швейных цехов; · контроля за качеством изготовления изделий в цехах; · проработки режимов обработки материалов новых структур и разработки рекомендаций по их использованию в производстве. В лекальной группе экспериментального цеха изготавливают и обновляют рабочие и вспомогательные лекала. В группе нормирования: · комплектуют размеры и роста в раскладки по каждой модели в соответствии с величиной заказа; · разрабатывают задание раскладчикам по каждой модели (с учетом вида и качества используемого материала, вида настила, способа укладывания полотен в нем, вида раскладки и включенных в нее размеров и ростов); · составляют нормировочные карты (перечень длин раскладок для различных размеров и ростов, объединенных в раскладки, и различных ширин материалов); · определяют нормы расхода всех материалов на единицу изделия; · анализируют их фактический расход и разрабатывают мероприятия по экономии.
2. Разновидность цехов В подразделении САПР осуществляют: · градацию лекал; · выполнение экспериментальных раскладок лекал для различных видов и ширин материалов; · вычерчивание обмеловок на бумаге на плоттере (графопостроителе) для раскроя настилов.
Экспериментальный цех связан со всеми основными цехами предприятия. Подготовительный цех получает из экспериментального цеха: · информацию о раскраиваемых моделях; видах применяемых раскладок, входящих в них размерах и ростах; величине заказа по каждому из них; сведения о настилах, в которых они будут раскроены; · нормы расхода материалов на все виды раскладок, для всех видов используемых тканей (нормировочные карты), необходимые для расчета кусков.
В раскройный цех из экспериментального цеха поступают: · вычерченные на бумаге обмеловки (с графопостроителя); · рабочие лекала для контроля качества кроя, раскроя дефектных полотен, тканей в клетку и, если необходимо, для вырезания деталей на ленточной машине; · вспомогательные лекала для разметки деталей кроя (намелка мест расположения вытачек, карманов и т. д.); · трафареты и светокопии; · схемы дублирования деталей изделия данной модели на участок дублирования; · спецификации деталей кроя и раскладки, выполненные в миниатюре, для комплектования деталей одного изделия с целью последующей их нумерации и подбора кроя для подачи в швейный цех. В швейный цех передают вспомогательные лекала, техническое описание на изготавливаемую модель и образец-эталон. В подготовительном цехе осуществляется подготовка материалов к раскрою. Она включает: · количественную приемку материалов, поступивших на предприятие, в соответствии с товарно-транспортной накладной; · качественную оценку материалов, определение их длины и ширины; · хранение материалов; · конфекционирование; · расчет кусков; · подбор материалов для подачи в раскройный цех.
Конфекционирование – это подбор материалов (основного, подкладочного и прокладочного), фурнитуры и отделки для каждой модели. Расчет кусков (рулонов) производят с целью рационального использования материалов и экономии затрат времени при раскрое. Технологический процесс раскройного цеха включает: · настилание предварительно подобранного в подготовительном цехе материала; · обработку настила; · вырезание деталей и их обработку.
Настилание материала может осуществляться как из рулона, так и нарезанными в раскройном цехе полотнами. Обработка настила включает: · проверку качества настилания; · нанесение контуров лекал на верхнее полотно настила или укладывание на настил готовой обмеловки (полотна ткани с нанесенными контурами лекал раскладки, трафарета или обмеловки, выполненной на бумаге); · клеймение настила; · определение фактического расхода материала, уложенного в настил.
Вырезание деталей включает: · рассекание настила на части и вырезание крупных деталей по прямолинейным срезам передвижной раскройной машиной; · транспортировку настила к стационарной ленточной машине; · точное вырезание деталей всех размеров на стационарной ленточной машине.
В зависимости от наличия дефектов в материалах, их количества и мест расположения на полотне, может быть выделена группа операций по раскрою или полотен с текстильными дефектами или перекраиванию деталей, на которых располагаются дефекты. Выкроенные из дефектных полотен или перекроенные детали поступают вместе с деталями из основных настилов на их обработку.
Обработка деталей кроя включает: · контроль качества деталей кроя; · нанесение на детали кроя необходимых конструктивно-декоративных линий (вытачек, мест расположения карманов, отделок и т. д.); · подгонку деталей по рисунку; · комплектование деталей в пачки по спецификации деталей кроя и раскладке лекал, выполненной в миниатюре, для последующей нумерации; · нумерацию деталей; · дублирование деталей на основании схемы дублирования, поступившей из экспериментального цеха; · комплектование деталей кроя для подачи в швейный цех.
Для подачи кроя в швейный цех собирают все детали из всех видов материалов, необходимых для данной модели, используя также спецификацию деталей кроя и раскладки лекал, выполненные в миниатюре. Подаваемый в швейный цех скомплектованный крой сопровождается: · маршрутными листами; · заполненными товарными ярлыками; · лентами с изображением товарного знака; · контрольными лентами.
Лекция № 2. Автоматизация конструкторско-технологической подготовки производства План лекции: 1. Общая характеристика структуры САПР, виды модулей, входящих в нее. 2. Система проектирования лекал и раскладок лекал. 1. Общая характеристика структуры САПР, виды модулей, входящих в нее. САПР представляет собой систему, в которой связаны логическое мышление специалистов-проектировщиков и быстродействие и память ЭВМ. Структура САПР представляет собой взаимосвязь аппаратной, информационной и программной частей (рисунок 1).
Рисунок 1 – Структура САПР Аппаратная часть – это ЭВМ, дисплей, клавиатура, устройства ввода графической информации, принтеры, графопостроители. Информационная часть содержит данные, которые перерабатываются и анализируются в аппаратной части. Это классификаторы деталей и изделий, нормативно-справочные данные, методические рекомендации и инструкции, стандарты, банки данных о материалах, конструкциях и т. д. Программная часть содержит совокупность алгоритмов и программ, по которым в аппаратной части происходит переработка данных, входящих в информационную часть. Построение всех существующих в настоящее время САПР (фирмы «Assist», «Gerber», «Lektra-Sistems» и др.) основано на использовании модульного принципа. Каждый из модулей (подсистем) выполняет определенную работу и может функционировать как автономно, так и в тесной связи с другими модулями.
В САПР могут входить следующие модули: моделирование изделий; проектирование лекал и раскладок лекал; автоматизированный раскрой материалов; внутрифабричная транспортировка полуфабрикатов и изделий. Каждый из них можно рассматривать как систему более низкого уровня, поэтому их называют системами автоматизированного проектирования соответствующего назначения.
2. Система проектирования лекал и раскладок лекал Наибольшее значение для конструкторской и технологической подготовки производства имеет система проектирования лекал и раскладок лекал. В ней могут выполняться следующие виды работ: · проектирование лекал на базовый размер-рост; · подготовка лекал к вводу в ЭВМ; · ввод лекал в ЭВМ; · создание моделей (подбор деталей изделия, раскраиваемых из одной ткани и принадлежащих одному изделию); · создание заданий на раскладки; · проектирование раскладок лекал; · зарисовка раскладок; · вырезание лекал; · создание управляющих программ для автоматизированного раскроя.
Проектирование лекал. При проектировании лекал на ЭВМ их можно построить с «нуля» или взять за основу лекало из базы данных. В первом случае лекало строится средствами графического редактора по какой-либо методике. Во втором случае используется специальная программа, позволяющая создавать новые лекала путем модификации лекал, ранее занесенных в файл. Работа этой программы заключается в нахождении исходной детали в файле, ее изменении и занесении новой детали в файл. Подготовка лекал к вводу в ЭВМ. Для этого на лекалах наносятся конструктивные и промежуточные точки, определяющие форму контура детали, положение надсечек, меток и т. д. Для автоматической градации лекал подготавливаются данные о перемещении точек (схемы градации). Ввод лекал в ЭВМ. Его выполняет оператор, используя координатно-считывающие устройства, работающие в полуавтоматическом и автоматическом режимах, или сканирующие устройства. Наиболее часто в САПР используются полуавтоматические считывающие устройства (дигитайзеры). Они представляют собой электронный планшет (стол) на стандартной подставке от чертежного кульмана. Дигитайзеры оснащены оптическим считывателем (курсором), имеющим 4 или 16 кнопок, а также схемой управления и передачи данных в ЭВМ. Одна из кнопок используется для ввода начальных точек отрезков лекал, вторая – для ввода конечных точек, третья – для ввода кривых линий. Четвертая кнопка применяется для ввода различной алфавитно-цифровой информации. Остальные кнопки оптического считывателя (если их более четырех) носят вспомогательный характер и предназначены для ввода надсечек, меток, норм приращений для градации лекал и т. д. Автоматическое считывающее устройство состоит из двух-координатного механизма, фотодатчика и системы управления считыванием. Оптическая ось фотодатчика системы считывания совмещается с базовой точкой лекала (с точкой начала считывания) и система переводится в автоматический режим слежения за контуром лекала. В процессе считывания осуществляется аппроксимация контура лекала отрезками прямых.
Сканирующее устройство является наиболее эффективным для ввода лекал в ЭВМ. Оно позволяет производить считывание всех помещенных на стол лекал. Одновременно на площади стола может разместиться до 15 лекал в зависимости от их размера. Сканирующие устройства очень дороги, поэтому редко используются в САПР. Введенные лекала отражаются на экране дисплея, визуально проверяются и при необходимости корректируются. В некоторых САПР в интерактивном (диалоговом) режиме предусматривается проверка стыковки лекал по срезам для всех размеров и ростов, коррекция контуров лекал и т. п. Создание моделей. Этот этап является вспомогательным и в некоторых САПР не выделяется, а относится к вводу лекал. Суть его заключается в подборе деталей, раскраиваемых из одной ткани и принадлежащих одному изделию. По каждой детали для последующего выполнения раскладки лекал задаются следующие параметры: · допускаемое отклонение нитей основы от номинального расположения (максимальным углом или процентом поворота); · количество копий данной детали; · признак парности деталей (каждая вторая копия изображается перевернутой по оси Х или Y); · величина расстояния деталей друг от друга по определенным срезам; · надписи на деталях, которые необходимы при выводе лекал и раскладки на графопостроитель.
Создание задания на раскладку. На данном этапе устанавливают условия проектирования раскладки: · размеры и роста, включенные в раскладку; · количество комплектов лекал по каждому размеру и росту, подлежащих раскладке; · предварительную норму на раскладку; · параметры материала и настила. · Параметры материала включают: · ширину материала и его кромок для расчета нормы на раскладку; · наличие ворса, что автоматически запрещает свободу поворота лекал в раскладке; · наличие рисунка, требующего подгонки деталей. Параметры настила: · способ укладывания полотен в настилы; · наличие секций в настиле. Проектирование раскладок лекал. Процесс раскладки лекал может осуществляться в автоматическом и интерактивном (диалоговом) режимах. Использование автоматического режима имеет ряд ограничений из-за большого процента межлекальных отходов, отсутствия операций по подгонке рисунка, выполнения раскладки только на определенных ширинах ткани, невозможности использования разнообразных технологических приемов и требований для обеспечения качества раскладки. В промышленности используют в основном интерактивный режим, то есть диалог оператора-раскладчика и ЭВМ. Экран дисплея в этом случае содержит рабочую зону и зону раскладки. В рабочей зоне располагаются необходимые комплекты лекал. Зона раскладки выделяется линиями и соответствует рамке раскладки в определенном масштабе. Процесс раскладки заключается в переносе лекал из рабочей зоны в зону раскладки, имитирующую настил. При укладывании лекал в зоне раскладки используются режимы «выталкивания» или «бросания» лекал или их комбинации. При режиме «выталкивания» лекало размещается в свободном месте зоны раскладки так, чтобы немного перекрыть лежащие рядом лекала. Программой автоматически корректируется положение лекала с учетом не пересечения его контуров с контурами ранее уложенных лекал и соблюдения заданного зазора между ними. При использовании режима «бросания» лекалу, лежащему в свободной зоне раскладки, указывается направление «бросания». Программа работает таким образом, что при движении лекала в указанном направлении автоматически определяется место, в котором оно касается (с учетом величины зазора) других лекал. В системах имеется большое количество дополнительных функций, которые обеспечивают поворот и разделение лекал на части, изменение их контура для последующей ручной подгонки деталей по рисунку. Применение САПР для проектирования раскладок: · обеспечивает экономию сырья до 3 % за счет уплотнения раскладок, уменьшения межлекальных отходов и устранения потерь, связанных с обмелкой лекал; · повышает производительность и качество труда оператора-раскладчика, при этом напряженность труда раскладчика снижается, так как система подстраховывает и предостерегает его от ошибок; · способствует более рациональному использованию производственных площадей, так как позволяет заменить столы для раскладок лекал на компактные автоматизированные рабочие места (АРМ) и исключить оборудование для измерения площади лекал, для изготовления копий раскладок, для изготовления и хранения лекал; · при использовании плоттера позволяет получать зарисовки раскладок в натуральную величину в неограниченном количестве и в кратчайшие сроки; · обеспечивает условия для раскроя на АРУ (автоматизированных раскройных установках). Зарисовка раскладок лекал. Выполненная на предыдущем этапе раскладка может вычерчиваться в натуральную величину на бумаге, которую используют в дальнейшем в качестве обмеловок в раскройном цехе для вырезания деталей. При наличии автоматизированной раскройной установки (АРУ) раскрой настилов производится по выполненной раскладке без нанесения обмеловок раскладок на настил. Первый способ наиболее распространенный, так как обеспечивает достаточно высокую эффективность производства при небольших затратах. Зарисовка раскладок лекал в натуральную величину, а также вычерчивание лекал для проверки их срезов после ввода или градации, производится автоматически на графопостроителе (плоттере) (рисунок 2). Они бывают трех типов: планшетные, рулонные и рулонно-планшетные. Планшетный плоттер представляет собой чертежный стол, на который укладывается бумага, прижимаемая к нему вакуумным отсосом. Головка с пишущим инструментом смонтирована на конструкции, которая перемещается вдоль стола. Сам пишущий инструмент перемещается поперек стола, суммируя два вида движения, головка может вычерчивать любые контуры (рисунок 2 А). Рулонный плоттер не имеет стола. Пишущая головка укреплена на неподвижной балке, расположенной над главным валом. Через вал протянута бумага. С одной стороны вала она сматывается в рулон, с другой – разматывается с рулона. В результате перемещений бумаги на валу, а пишущей головки вдоль балки, происходит вычерчивание лекал. Зарисовка осуществляется кадрами с последовательной их стыковкой (рисунок 2 Б). Рулонно-планшетный плоттер совмещает в себе элементы двух предыдущих (рисунок 2 В). В условиях использования САПР в комплекте с АРУ получают зарисовки раскладок лекал в уменьшенном масштабе на мини-плоттерах или принтерах. Они используются для контроля процесса раскроя и последующего комплектования деталей кроя. Вырезание лекал. Для этих целей могут использовать планшетные плоттеры, дополнительно снабженные головкой с фрезой или лазерной головкой (рисунок 2 Г).
Рисунок 2 – Виды плоттеров Создание управляющих программ для автоматизированного раскроя. Разработка таких программ может осуществляться без оптимизации или с оптимизацией маршрута резания настила. Для этого проектировщик САПР после завершения раскладки лекал указывает порядок выкраивания деталей с помощью АРУ. Процесс этот носит субъективный характер, поэтому не всегда обеспечивается оптимальность маршрута раскроя. В большинстве САПР западных фирм сначала с участием проектировщика формируется множество маршрутов резания настилов, которые отличаются как начальной точкой маршрута, так и очередностью выкраивания деталей. Затем анализируют различные маршруты раскроя и выбирают из них оптимальный. Одновременно предусматривается измельчение межлекальных отходов для удобства их удаления из зоны раскроя. Применение САПР на данном этапе производства швейных изделий способствует: · сокращению сроков подготовки моделей к запуску в производство; · уменьшению расхода основных материалов; · сокращению численности основных производственных рабочих; · уменьшению расхода вспомогательных материалов (картона); · улучшению качества кроя и уменьшению потерь от брака; · высвобождению производственных площадей. Сокращению расхода материалов способствует повышение точности изготовления лекал. Раскрой материалов ведется по зарисовкам в натуральную величину, на которых фактически рисуются лекала-эталоны, тогда как при ручном способе зарисовки используются рабочие лекала, размеры которых на 1–2 мм больше эталонных. Сокращение численности основных производственных рабочих происходит за счет уменьшения количества техников на участке градации лекал, раскладчиков на участке нормирования и лекальщиков. Таким образом, применение САПР в экспериментальном цехе ведет к существенному изменению процесса подготовки моделей к запуску в производство. САПР позволяет автоматизировать и компьютеризировать такие операции, как создание лекал, их градацию, изготовление, выполнение оптимальных раскладок, зарисовку раскладки лекал.
|
|||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-29; просмотров: 2792; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.226.98.183 (0.09 с.) |




 Г
Г



