
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Совместная работа функциональных зон экструдера.⇐ ПредыдущаяСтр 15 из 15
Напорно-расходовые (рабочие) характеристики всех рассмотренных зон одинаковы по виду (см. рис. 72). Чем больший напор
Материал должен переходить из зоны в зону сплошным потоком без образования разрывов и пустот. Это соблюдается, если производительность одной зоны больше чем последующей. Если это не соблюдается, то, например, зона дозирования будет стремиться отобрать из предыдущей зоны (зоны пластикации) такое количество материала, которое та не в состоянии поставить. Вследствие этого будут периодически возникать разрывы потока в месте стыковки зон, производительность зоны дозирования станет пульсирующей. Если же условие соблюдено, то зона пластикации способна подавать даже несколько большее количество материала, чем фактически принимает от нее зона дозирования, поэтому, как видно из напорно-расходовой характеристики, зоной пластикации развивается напор Напор Рабочая характеристика помимо свойств материала существенно зависит от длины и глубины канала. Чем больше длина канала, тем больше движущая сила по сравнению с силой сопротивления движению от давления в головке и тем, следовательно, большие давления может создать червяк при той же производительности см. рис. 73, а (1 – короткий червяк, 2 – длинный червяк). Чем меньше глубина канала (т. е. площадь поперечного сечения его), тем меньше производительность при незначительных давлениях рг. Однако с ростом рг сила сопротивления движению, равная произведению площади сечения канала на рг, в мелких каналах возрастает менее интенсивно, чем в глубоких. По этой причине жесткость рабочей характеристики мелких червяков больше, чем глубоких, т. е. производительность Q снижается с ростом рг менее интенсивно, как видно из рис. 73, б (3 – с мелким каналом; 4 – червяк с глубоким каналом). При возрастании частоты вращения червяка рабочая характеристика экструдера смещается в сторону больших производительностей рис. 73, в.
|
|||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 320; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.166.7 (0.004 с.) |
 Р создается зоной, тем меньше ее производительность Q. Напор
Р создается зоной, тем меньше ее производительность Q. Напор  где РВ – давление на выходе из зоны, РВХ – давление на входе в зону.
где РВ – давление на выходе из зоны, РВХ – давление на входе в зону. Под транспортирующей способностью каждой зоны Q0 будем понимать производительность ее при перепаде давления вдоль зоны
Под транспортирующей способностью каждой зоны Q0 будем понимать производительность ее при перепаде давления вдоль зоны 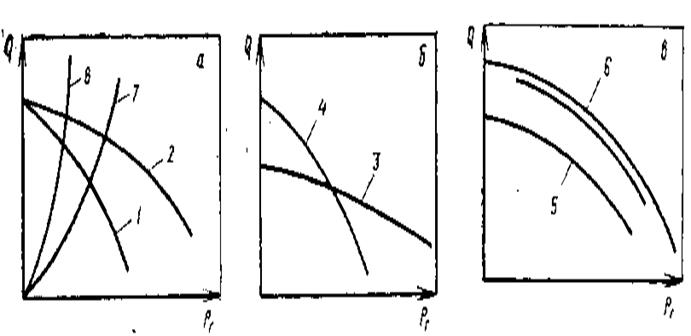 На рис. 73, в область оптимальных режимов работы экструдера показана на рабочей характеристике сдвоенной линией. При малых давлениях на выходе из канала червяка (участок рабочей характеристики слева от оптимальной области) материал уплотняется недостаточно, и в выходящем из экструдера расплаве могут появляться воздушные включения. При больших давлениях (участок справа от оптимальной области) рабочая характеристика становится нежесткой: даже незначительные случайные колебания давления вызывают существенные колебания производительности, что снижает стабильность размеров поперечного сечения экструдируемого изделия. Производительность на этом участке намного меньше возможной для данной машины. Наконец, из-за уменьшения производительности время пребывания материала в канале возрастает, что может приводить к его перегреву. Минимальные значения производительности в пределах оптимальной области составляют чаще всего 0,4–0,6 от транспортирующей способности.
На рис. 73, в область оптимальных режимов работы экструдера показана на рабочей характеристике сдвоенной линией. При малых давлениях на выходе из канала червяка (участок рабочей характеристики слева от оптимальной области) материал уплотняется недостаточно, и в выходящем из экструдера расплаве могут появляться воздушные включения. При больших давлениях (участок справа от оптимальной области) рабочая характеристика становится нежесткой: даже незначительные случайные колебания давления вызывают существенные колебания производительности, что снижает стабильность размеров поперечного сечения экструдируемого изделия. Производительность на этом участке намного меньше возможной для данной машины. Наконец, из-за уменьшения производительности время пребывания материала в канале возрастает, что может приводить к его перегреву. Минимальные значения производительности в пределах оптимальной области составляют чаще всего 0,4–0,6 от транспортирующей способности.


