Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Определение себестоимости единицы изделия и построение диаграммы ⇐ ПредыдущаяСтр 10 из 10
Для определения себестоимости единицы изделия заполняется таблица калькуляции затрат. Таблица 5.4 – Калькуляция затрат на изготовление единицы изделия
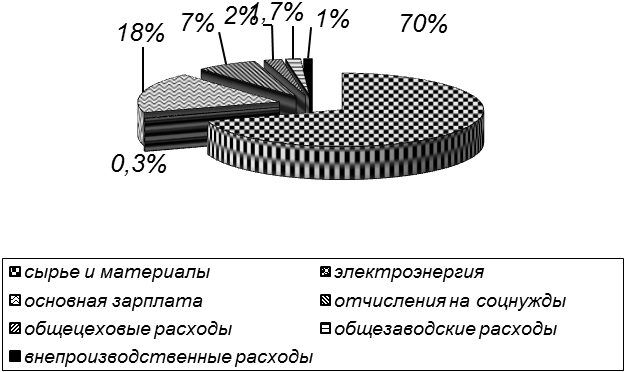
Рисунок 5.3- Доля затрат в себестоимости детали (универсальный станок)
Рисунок 5.4 - Доля затрат в себестоимости детали (станок с ЧПУ)
Расчет экономической эффективности и срока окупаемости Годовой экономический эффект от применения новых технологических процессов механизации и автоматизации производства, способов организации производства и труда обеспечивающий экономию производственных ресурсов при выпуске одной и той же продукции определяется как разность приведённых затрат на её производство. Условно-годовая экономия: УГЭ = СЧПУ – СУНИВ, где СУНИВ., СЧПУ – полная себестоимость единицы продукции изготовляемой на универсальном и автоматизированном станках; УГЭ = (136,63 – 130,14)·40000 = 259600 руб.
где К1, К2 – капитальные вложения на приобретение универсального и автоматизированного станков; ЕН – нормативный коэффициент эффективности капитальных вложений; ∆КУД – удельные капитальные вложения по сравниваемым вариантам;
Определяем срок окупаемости дополнительных капитальных вложений
где ∆К – разница между номинальными вложениями на приобретения станка автоматизированного или ЧПУ.
В результате замены универсального станка на станок с ЧПУ при изготовлении детали «Фланец» с годовой программой 40000 штук получили, что коэффициент загрузки станка с ЧПУ составляет 60% по сравнению с 74% универсального. Себестоимость на единицу продукции для универсального станка 136,63 рублей, а для станка с ЧПУ – 130,14 рублей; снижается трудоемкость, что ведет к увеличению производительности труда. Годовой экономический эффект составил 215350 рублей, срок окупаемости – 1,14 года.
Заключение В дипломном проекте особое внимание уделено автоматическому управлению электроприводом главного движения сверлильного станка с числовым программным управлением модели 2Р135Ф2, обработки детали «Фланец» в условиях серийного производства. Технологический раздел посвящен описанию детали «Фланец», методу получения заготовки, разработке технологического процесса и управляющей программы, расчету припусков на обработку и режимов резания на операцию. В процессе работы был выбран электродвигатель ПБВ160L мощностью 5,5 кВт для привода станка, по принципиальной схеме были составлены функциональная и структурная схемы исследуемой САР. Были рассчитаны передаточные функции САР по управляющему и возмущающему воздействиям. САР была исследована на устойчивость, были определены запасы устойчивости САР. Также в данном разделе был произведен синтез исследуемой САР методом ЛАЧХ, определены параметры желаемой ЛАЧХ, и параметры корректирующего устройства. Ввод в систему дополнительного корректирующего устройства необходим для обеспечения заданных показателей качества переходного процесса. В данном случае с помощью подобранного корректирующего устройства обеспечиваются следующие показатели переходного процесса: время достижения первого максимума 1,2сек, установившееся значение hуст=0,4178сек, максимальное значение hмах=0,4335сек, время регулирования: tрег=0,13сек, величина перерегулирования В организационном разделе рассмотрены вопросы: пожарной безопасности, технике безопасности при работе на станке, мероприятия по охране окружающей среды, организация технического обслуживания и ремонта станка. В результате замены универсального станка на станок с ЧПУ при изготовлении детали «Фланец» с годовой программой 40000 штук получили, что коэффициент загрузки станка с ЧПУ составляет 60% по сравнению с 74% универсального. Себестоимость на единицу продукции для универсального станка 136,63 рублей, а для станка с ЧПУ – 130,14 рублей; снижается трудоемкость, что ведет к увеличению производительности труда. Годовой экономический эффект составил 215350 рублей, срок окупаемости – 1,14 года.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 180; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.115.120 (0.012 с.) |

 , (5.51)
, (5.51) , (5.52)
, (5.52) руб.
руб. , (5,53)
, (5,53)
 года
года