Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Определение нормы времени на операциюСодержание книги
Поиск на нашем сайте
Определение нормы времени производится по штучному времени.
где Тшт –время на изготовление одной детали Тосн –основное время Твсп –вспомогательное время Тобсл–время на обслуживание рабочего места Тотд –время на отдых
Тотд + Тобс = 9% Топер (2.43) Топер. =
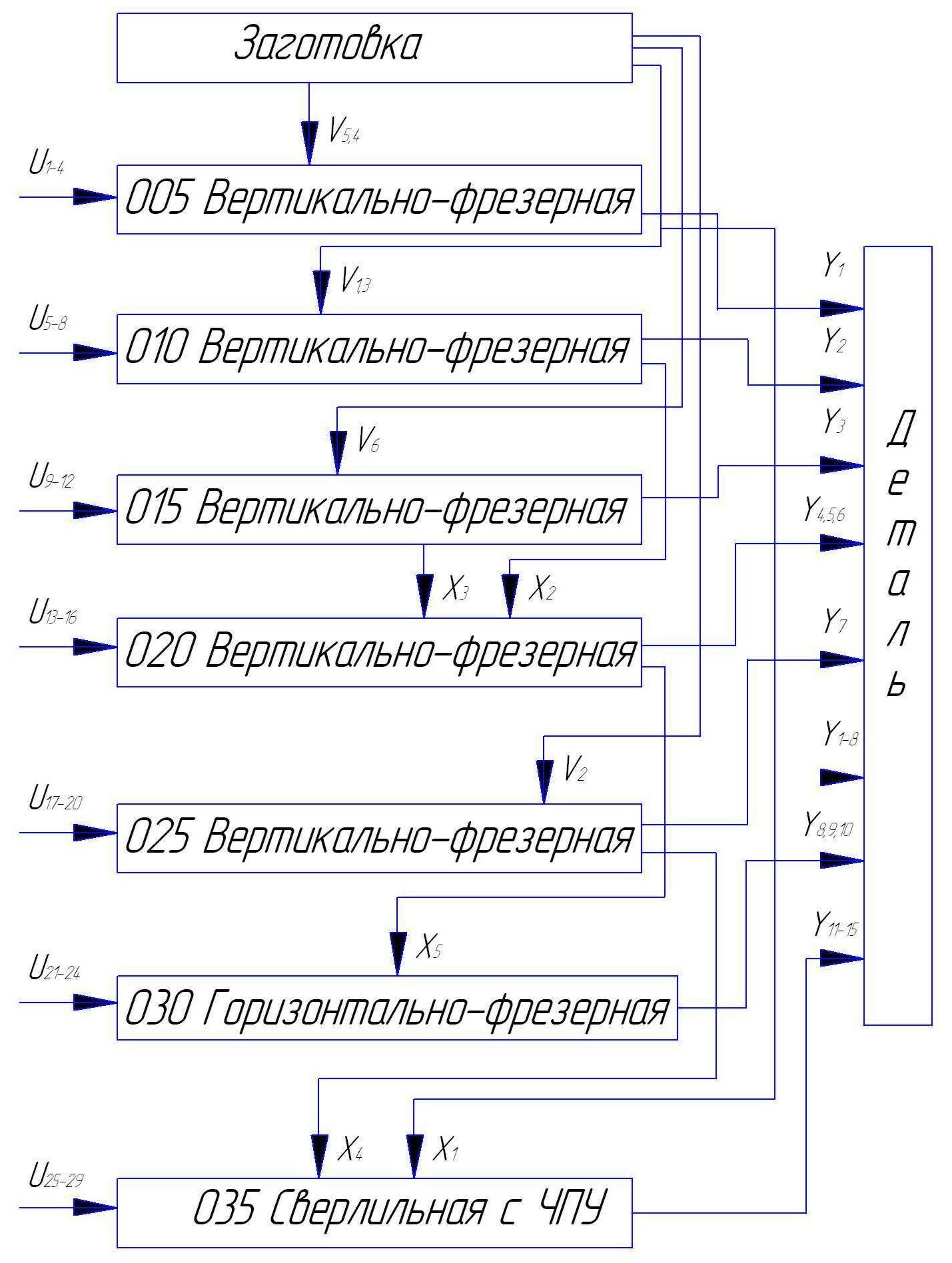
3 Расчётно-наладочный раздел 3.1 Информационно-технологическая схема обработки детали Информационно-технологическая схема технологического процесса предназначена для определения последовательности достижения параметров детали, показывает состояние заготовки до и после каждой операции. Исходными данными для выполнения задания является эскиз детали с нумерацией поверхностей приведенный на рисунке 2.3. и эскиз заготовки, приведенный на рисунке 3.1.
Рисунок 3.1 - Эскиз заготовки Далее определяем параметры заготовки, промежуточные параметры, параметры детали и управляющие воздействия полученные данные сводим в таблицы. Таблица 3.1 - Параметры заготовки
Таблица 3.2 - Промежуточные параметры
Таблица 3.3 – Параметры детали
Таблица 3.4 - Управляющее воздействие
Рисунок 3.4 - Информационно-технологическая схема
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 171; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.224.52.108 (0.005 с.) |

 (2.40)
(2.40) (2.41)
(2.41)
 (2.42)
(2.42) - установка в тиски.
- установка в тиски. - включить и выключить станок.
- включить и выключить станок. - открыть и закрыть заградительный щиток.
- открыть и закрыть заградительный щиток. - продвинуть перфоленту в исходное положение.
- продвинуть перфоленту в исходное положение. - установить координаты х и у.
- установить координаты х и у. - ввести коррекцию.
- ввести коррекцию. - включить пульт лентопротяжного механизма.
- включить пульт лентопротяжного механизма. - перемотать перфорированную ленту.
- перемотать перфорированную ленту. - время на контрольные измерения.
- время на контрольные измерения.
 мин.
мин.