Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Понятия о базах и некоторые сведения по нанесению размеровСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
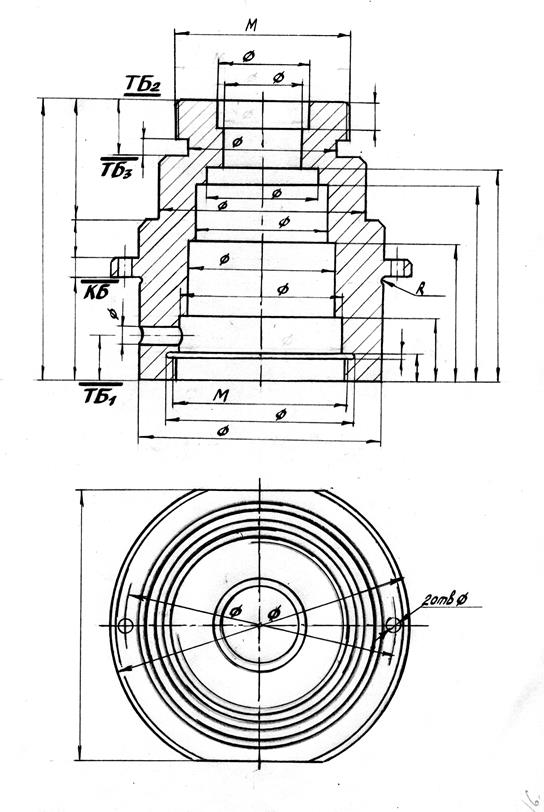
Базы. Базированием называется придание заготовке или изделию требуемого положения относительно выбранной системы координат (ГОСТ 21495-76). Поверхности заготовок или деталей, используемые при базировании, называют базами. Базы разделяются на конструкторские, измерительные и технологические (рисунок 3.7). Конструкторскими базами (смотри КБ) называют поверхности, линии или точки деталей, по отношению к которым ориентируют другие элементы детали или другие элементы изделия при конструировании. Измерительная база определяет относительное положение заготовки или изделия и средств измерения. Технологическими базами (смотри ТБ) называют поверхности, линии или точки заготовки, относительно которых удобно определять положение других ее поверхностей при обработке на данном установе.
Рисунок 3.7 Оформление и нанесение размеров. Нанесение размеров на чертеже является наиболее ответственной операцией, требующей опыта и знания технологии изготовления детали. ГОСТом 2.307-68 установлены правила нанесения размеров и предельных отклонений на чертежах. В этих правилах нашли отражение основы технологии современного машиностроения и, главным образом, геометрическая сторона оформления, размещения, нанесения размерных чисел и условности, применяемые при простановке размеров. При выполнении эскизов и рабочих чертежей деталей необходимо решить основные вопросы, какие размеры необходимы и как их нанести на чертеже. Общие правила простановки размеров не зависят от технологии изготовления деталей. Они определяют технику нанесения размеров, т.е. как наиболее рационально и графически грамотно расположить на чертеже размерные и выносные линии, размерные числа и т.п. в соответствии с требованиями ГОСТа 2.307-68. Специальные правила и приемы простановки размеров обусловлены производственными требованиями, т.е. технологией изготовления детали и условиями ее работы. На чертеже изделия или детали должны быть указаны габаритные размеры – наибольшие размеры по трем взаимно перпендикулярным осям. Они необходимы для увязки размеров составных частей, подсчета объема изделия и определения размеров заготовок. На рабочих чертежах должны быть указаны все размеры, полностью определяющие геометрические данные всех элементов детали. От правильности расстановки размеров зависит удобство чтения чертежа, разметки детали и производительности при обработке. При оразмеривании чертежа, прежде всего, следует решить вопрос о способе нанесения размеров.
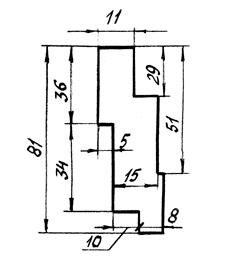
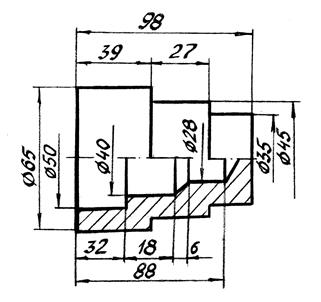
Существуют три основных способа: Цепной – когда размеры одного направления указываются один за другим – цепочкой. Сумма размеров цепочки называется размерной цепью и должна равняться габаритному размеру. Один, менее ответственный, размер в цепочке не указывается, его можно высчитать (рисунок 3.8). Координатный – когда размеры проставляются от одной заранее выбранной базы. Этот метод используется для фиксирования серии размеров от общей базы (рисунок 3.9).
Рисунок 3.8 Рисунок 3.9
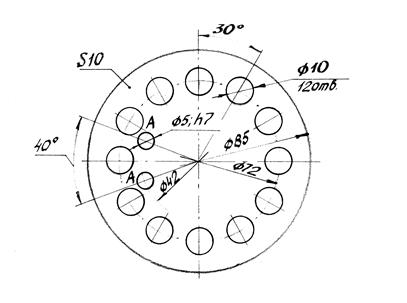
Комбинированный способ простановки размеров представляет собой сочетание цепного и координатного. Применяется при нанесении размеров наиболее ответственных элементов детали. В зависимости от выбора размерных баз существуют также три системы простановки размеров: · от конструкторских баз; · от технологических баз; · комбинированная система. Первая характеризуется тем, что все размеры на чертеже проставляют от конструкторских баз, т.е. поверхностей, которые определяют положение детали в узле. Вторая характеризуется тем, что все размеры на чертеже проставляются от технологических баз, т.е. от поверхностей, которые определяют положение детали при обработке. Третья характеризуется тем, что одна часть размеров проставляется от конструкторских баз, а другая – от технологических. В данном задании, когда мы не можем однозначно сказать о том положении, которое занимает данная деталь в сборочной единице, более приемлема вторая система простановки размеров, так как студент в состоянии определить способы получения той или иной поверхности. При нанесении размеров рекомендуем руководствоваться следующими условностями: v все размеры по возможности равномерно распределяются по всем изображениям детали; v размеры, характеризующие отдельные геометрические формы или элементы детали (усеченный конус, цилиндрический прилив, паз, выточка и т.п.), желательно располагать на одной проекции; v с целью уменьшения количества размерных чисел применяются условные группировки для характеристики одинаковых контуров (например, Æ5, h7 относятся и к другому отверстию А на рисунке 3.10); надпись «12 отв. Æ10» на этом же рисунке означает, что по окружности Æ 72 равномерно располагаются 12 одинаковых отверстий диаметром 10 и т.д.; v значительное уменьшение количества размеров дает учет симметрии форм. Размеры, симметричные относительно общей оси, указываются сдвоенными (по типу диаметра). Например, отверстия А (рисунок 3.10); следует помнить, что отверстия всегда координируются по центрам и никогда не указываются размеры от какого-либо контура до края отверстия. Точно так же на чертежах не указывается разность диаметров;
Рисунок 3.10
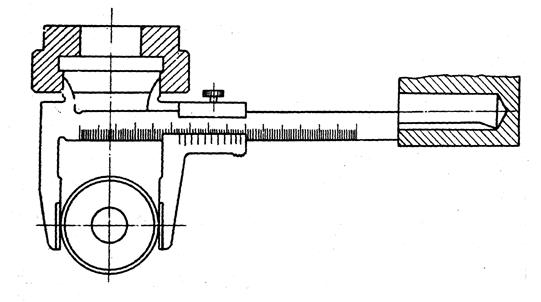
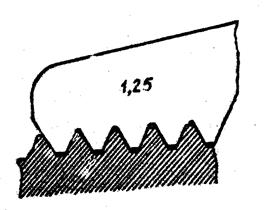
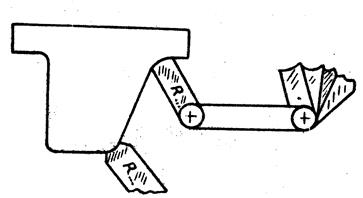
v от линий невидимого контура выносные и размерные линии не проводят. Для указания размеров и выявления внутренних форм выполняются разрезы и сечения; v от криволинейных поверхностей размеры не указываются; v если радиусы скруглений, сгибов и т.п. на всем чертеже одинаковы или какой-либо радиус является преобладающим, то вместо нанесения размеров этих радиусов непосредственно на изображении рекомендуется в технических требованиях, которые располагаются над основной надписью, делать запись типа: «Неуказанные радиусы 4 мм», «Внутренние радиусы сгибов 10 мм» и т.д. Съемка размеров детали с натуры. Для простановки размерных чисел необходимо определить их с помощью универсальных измерительных инструментов, имеющих наибольшее применение. Для съемки размеров с точностью 1 - 0,5 мм применяют измерительную линейку, кронциркуль (съемка размеров наружных поверхностей), нутромер (для внутренних размеров). Измерение линейных размеров с точностью 0,1-0,05 мм проводится штангенциркулем. На рисунке 3.11 показано измерение указанным инструментом наружного и внутреннего диаметров и глубины отверстия. Определение радиусов закруглений удобно производить радиусомером с набором шаблонов (рисунок 3.12). Определение параметров стандартных резьб. Как известно, к основным параметрам любой резьбы относятся: профиль, наружный (или внутренний) диаметр, шаг, направление, число заходов и длина резьбы с полным профилем. Диаметр и длину резьбы определяют как любой другой линейный размер, направление и число заходов – визуально. Для точного определения формы и размеров профиля существуют специальные приборы. Шаг крепежных резьб стандартного профиля (метрической, дюймовой, трубной) определяют резьбомерами (наборы шаблонов, соответствующих профилям резьбы с различными шагами). Резьбомер с надписью «М60°» на обойме предназначен для определения шага метрической резьбы (шаг в мм указан на каждом шаблоне), а с надписью «Д 55°» - дюймовой и трубной резьбы (на шаблоне указано число ниток на 1 дюйм длины). При определении шага наружной резьбы выбирают шаблон, зубья которого плотно входят во впадины резьбы, как показано на рисунке 30. Плотность проверяют на просвет (рисунок 3.13). Для определения шага внутренней резьбы надо подобрать стержень с резьбой, который ввертывается в данное отверстие, и по нему определить шаг. Существуют и другие способы, позволяющие с достаточной степенью точности определять шаг резьбы (линейкой, отпечатком на полоске бумаги, спичке, карандаше и т.д.). После определения типа резьбы и шага остальные параметры находят по таблицам ГОСТов на стандартные резьбы. По ним же устанавливают обозначение резьбы.
Рисунок 3.11
Рисунок 3.12 Рисунок 3.13
Шероховатость поверхностей В современном машиностроении назначению шероховатости поверхности уделяется большое внимание, так как из практики эксплуатации механизмов известно, что характер шероховатости поверхности влияет на качественные
и прочностные характеристики детали, на точность работы всего механизма. Требования к шероховатости поверхностей должны быть обоснованными и устанавливаются в зависимости от функционального назначения поверхности. В учебном процессе при выполнении рабочих чертежей и эскизов деталей студент может не знать требования к поверхности по условиям эксплуатации. В этом случае рассматривают технологию изготовления детали, то есть определяют, каким из способов механической обработки ее можно получить. Шероховатостью поверхности называют совокупность микронеровностей, образующих рельеф поверхности. Параметры шероховатости и ее характеристики устанавливает ГОСТ 2789-73, а обозначение шероховатости на чертеже – ГОСТ 2.309-73 (с учетом изменения №3 от 28.05.2002г.). Из номенклатуры параметров, установленных ГОСТом 2789-73, выделим следующие: Rа – среднее арифметическое отклонение точек профиля от средней линии в пределах базовой длины, мкм; Rz - среднее расстояние между пятью наивысшими и пятью низшими точками выступов и впадин профиля в пределах базовой длины, мкм. Базовая длина – размер участка, на котором надежно определяются параметры шероховатости. Структура обозначения шероховатости приведена на рисунке 3.14 При применении знака без указания параметра и способа обработки его изображают без полки.
Рисунок 3.14
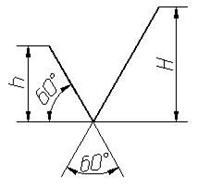
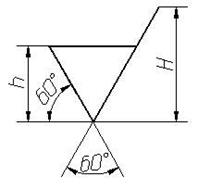
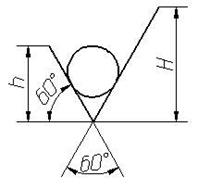
В обозначении шероховатости поверхности применяют один из знаков, изображенных на рисунке 3.15. Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1,5…5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже. При обозначении шероховатости поверхности, способ обработки которой конструктор не устанавливает, применяют знак по рисунку 3.15 а. Если поверхность получена удалением слоя материала, например, точением, сверлением, шлифованием и т.д., применяют знак по рисунку 3.15 б. В обозначении шероховатости поверхности, образованной без удаления слоя материала (ковкой, штамповкой, литьем и т.д.), а также поверхностей, не обрабатываемых по данному чертежу (сохраняемых в состоянии поставки) применяют знак по рисунку 3.15 в с указанием параметра шероховатости, либо без указания.
а) б) в) Рисунок 3.15
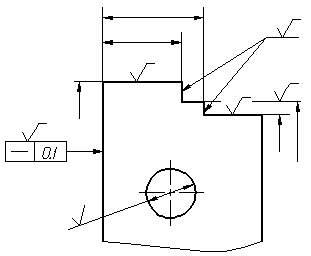
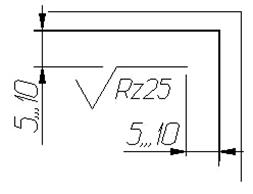
Знаки шероховатости поверхностей на изображении детали располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок. Допускается при недостатке места располагать обозначение шероховатости на размерных линиях или на их продолжениях, а также разрывать выносную линию (рисунок 3.16).
Рисунок 3.16 Рисунок 3.17
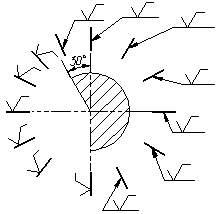
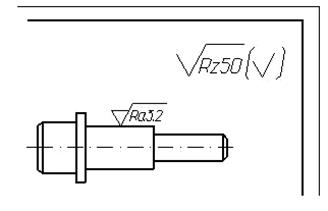
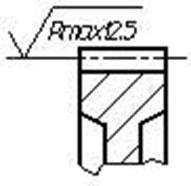
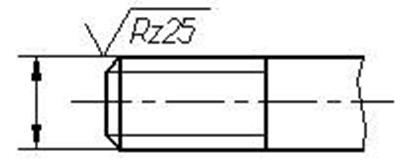
Острие знака всегда должно направляться «из пустоты к металлу». В зависимости от расположения поверхности знаки наносят так, как показано на рисунке 3.17. Если все поверхности детали имеют одинаковую шероховатость, то знак с указанием параметра помещают в правом верхнем углу чертежа и на изображении не наносят (рисунок 3.18). Обозначение шероховатости, одинаковой для части поверхностей изделия, также может быть помещено в правом верхнем углу чертежа (рисунок 3.19). При этом знак по величине приблизительно в 1,5 раза больше, чем в обозначениях, нанесенных на чертеже.
Рисунок 3.18 Рисунок 3.19 Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т.д. условно наносят на линии делительной поверхности (рисунок 3.20).
Рисунок 3.20 Рисунок 3.21
Примеры обозначения шероховатости резьбовой поверхности показаны на рисунке 3.21. При назначении величины параметра шероховатости на учебных чертежах можно использовать рекомендации, приведенные в таблице 3.1. Обозначение материалов
На чертежах деталей в основной надписи следует указывать те материалы, из которых изготовлены детали (при съемке эскиза с натуры), или из которых детали должны быть изготовлены (при деталировании). При изготовлении деталей широко применяются как металлы и их сплавы, так и неметаллические материалы (пластмассы и др.). В учебном процессе студент определяет марку материала ориентировочно, с учетом цвета изделия и его веса. К черным металлам относятся чугун и сталь, изделия из которых имеют серый и темно-серый цвет. К цветным металлам и сплавам относятся медь, цинк, алюминий и сплавы на их основе. Детали из алюминиевых сплавов имеют серебристо-серый цвет и отличаются сравнительно легким весом. Бронзовые и латунные детали узнают по золотисто-красному и золотисто-желтому цвету. В общем случае при обозначении материала в основной надписи в графе Материал указывают: название материала, его марку и номер ГОСТа. Допускается исключать из записи слова: сталь, чугун, бронза и др. в тех случаях, когда марка материала имеет условное обозначение: Ст, СЧ, Бр и др. Приведем некоторые распространенные материалы, их марки и примеры обозначения на чертежах.
Таблица 3.1 – Выбор параметров шероховатости
Серый чугун (ГОСТ 1412-85). Марки СЧ 00, СЧ 12, СЧ 15, СЧ 18, СЧ 21, СЧ 28. Цифры в обозначении марки указывают предел прочности при растяжении. Пример обозначения: СЧ 18 ГОСТ 1412-85 Сталь углеродистая обыкновенного качества (ГОСТ 380-94). Выпускаются марки: Ст 0, Ст 1…Ст 7, причем марки стали расположены в порядке возрастания в них углерода. Но цифры в обозначении марок не выражают его количества, а лишь указывают порядковый номер стали, например, Ст 3 ГОСТ 380-94.
|
||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-15; просмотров: 867; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.200.151 (0.012 с.) |