
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Загрузочные устройства для автоматических линий, состоящих из патронных автоматов.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
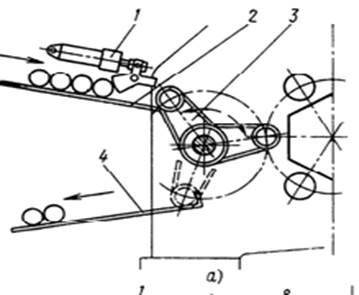
В многошпиндельных патронных автоматах типа «Gildemeister» (ФРГ) использованы загрузочные устройства, устанавливаемые непосредственно перед рабочей зоной станка. Загрузка и разгрузка многошпиндельных автоматов осуществляется при вращающихся и неподвижных шпинделях, для чего предусмотрен специальный механизм, отключающий их вращение. В тех случаях, когда требуется загрузить деталь в определенном угловом положении относительно шпинделя, автоматы оборудуются специальным устройством, обеспечивающим точное позиционирование шпинделя при его остановке. Типовые загрузочные устройства состоят из подводящих и отводящих лотков или конвейеров; одно- или двухзахватных манипуляторов и механизмов для отсекания заготовок. Существует несколько типовых схем использования манипуляторов в многошпиндельных автоматах, на рис. 19 даны примеры таких схем.
Загрузочное устройство, показанное на рис. 19, а, стоит из двухзахватного манипулятора 3, подводящего 2 и отводящего 4 регулируемых лотков и отсекателя 1. С помощью отсекателя осуществляется поштучное отделение заготовок из общего потока. Манипулятор 3 при перемещении вдоль оси поворота захватывает заготовку из загрузочной позиции лотка 2 и одновременно готовую деталь из патрона станка. После отвода и поворота манипулятора одновременно заготовки загружаются в патрон автомата, а обработанные детали укладываются в отводящий лоток 4. После этого манипулятор занимает исходное положение. 37. Магазинные загрузочные устройства для пруткового материала Магазинные загрузочные устройства для пруткового материала применяют: ►в отрезных станках — при резке прутка на мерные заготовки, ►в прутковых токарных автоматах — для загрузки прутка в шпиндель станка, ►в бесцентрово-шлифовальных автоматах — при шлифовании прутков, ►в агрегатных станках — для резки прокатных профилей и пробивания отверстий в стенках и полках этих профилей. Конструктивные решения с одинаковыми функциональными элементами: ►стеллаж-магазин для хранения запаса прутков, расположенных ориентированно в один ряд или штабелем; ►механизм для поштучного отделения прутков из общей массы прутков и механизм подачи прутка в рабочую зону станка. Применение этих устройств определяется скоростью расходования прутка: чем быстрее расходуется пруток, тем выгоднее применение этих устройств. общее время расходования прутка
L — длина прутка, мм; l — длина отрезаемой заготовки, мм. При такой скорости расходования прутка рабочий, обслуживающий отрезной станок, практически будет постоянно занят у одного станка. Использование пруткового магазина позволит повысить производительность его труда и обеспечить возможность многостаночного обслуживания. Магазинное прутковое устройство для загрузки прутков в отрезной автомат состоит из регулируемого стеллажа, механизма поштучной выдачи прутков, роликового конвейера, механизма подачи прутка в рабочую зону станка и командоаппарата, обеспечивающего настройку автомата на резку прутков разной длины. 38. Манипуляторные загрузочные устройства с программным управлением Манипуляторы с программным управлением (ПУ) являются одним из универсальных средств автоматизации вспомогательных и технологических операций. Они могут настраиваться на различные циклы работы и траектории движений. Характерные операции, выполняемые манипуляторами с программным управлением, определяются областями их применения. ►В механическом производстве эти манипуляторы выполняют загрузку и разгрузку станков, межоперационное транспортирование и складирование деталей, перемещение деталей из позиций поступления и укладку в приемные позиции. ►При горячей и холодной штамповке манипуляторы загружают и разгружают оборудование, передают заготовки по позициям штамповки. ►При сварке и окраске манипуляторы перемещают орудия труда (сварочный аппарат, краскораспылитель и т. д.) в рабочей зоне. ►В сборочном производстве манипуляторы осуществляют подачу деталей по позициям сборки, сопряжения деталей и работу с переносными орудиями труда. ►В контрольных операциях манипуляторы проводят контроль деталей, отделение бракованных, сортировку по размерным группам. Манипуляторы с ПУ делят на манипуляторы с числовым программным управлением (ЧПУ) и манипуляторы с цикловым программным управлением (ЦПУ). Манипуляторы с ЦПУ имеют фиксированные или изменяющиеся в определенной последовательности циклы движения. Их используют главным образом при загрузке деталей, подаче заготовок и снятии обработанных деталей со станков. В манипуляторах с ЧПУ рабочие движения воспроизводятся по заложенной программе, при этом последовательность движений по отдельным осям выбирают и устанавливают свободно. Они способны выполнять сложные движения во многих направлениях.
|
||||
|
|
Последнее изменение этой страницы: 2016-09-20; просмотров: 719; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.137 (0.007 с.) |

 где D—диаметр прутка, см;
где D—диаметр прутка, см;


