
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обробка отворів на свердлильних верстатахСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
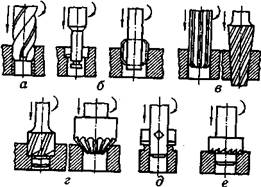
На свердлильних верстатах виконують такі основні операції: свердління, розсвердлювання, зенкерування (рис.10, а) — процес обробки циліндричних литих, штампованих або попередньо просвердлених отворів зенкером для надання їм правильної геометричної форми, потрібних розмірів необхідної шорсткості поверхні; розточування отворів (рис.10, б) - здійснюється різцями у тих випадках, коли осі отворів мають бути розташовані за точними координатами; розвертання (рис.10, в) - точна обробка отворів з метою надання їм точних розмірів і малої шорсткості поверхні; зенкування (рис.10, г) - процес утворення циліндричних або конічних заглиблень у попередньо просвердлених отворах під головки болтів, гвинтів та інших деталей за допомогою циліндричних і конічних зенкерів (зенківок); цекування - обробка торцевих поверхонь під гайки, шайби і кільця пластинками або торцевими зенкерами (рис.10, д, е); нарізання різьби в отворах можна здійснити на свердлильних верстатах мітчиками. При свердлінні глибоких отворів (l/d > 5) обертального руху надають заготовці (головний рух) а поступального - свердлу (рух подачі). При цьому відхилення осі отвору вбік значно зменшується.
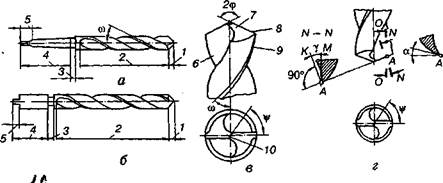
Рис.10. Обробка отворів на свердлильних верстатах Свердла 12.1. Типи свердел. Розрізняють такі основні типи свердел: а) перові (рис.11, а), що становлять стрижень або закріплювану в оправці пластинку з різальними кромками, заточеними під кутом 2φ = 80...150°. Застосовують ці свердла в основному для свердління отворів у твердих поковках і виливках та для обробки ступінчастих отворів; б) спіральні (рис.11, б); в) свердла для глибокого свердління (рис.11, в); г) центрувальні (рис.11, г), призначені для утворення центрових отворів у заготовках, що обробляються в центрах; д) свердла для кільцевого свердління (рис.11, д) які застосовують для глибоких отворів, діаметр яких перевищує 75 мм. 12.2. Спіральні свердла - найбільш поширений тип свердел. Виготовляють їх діаметром 0,1...80 мм. Спіральне свердло (рис.12, а) складається з різальної частини 1, напрямної 2, шийки 3, хвостовика 4 і лапки 5. Різальна частина виконує основну роботу різання. Напрямна частина спрямовує свердло в отворі і забезпечує виготовлення отвору потрібного діаметра. Хвостовик може бути циліндричним або конічним. У свердел з циліндричним хвостовиком (рис.12, б)поводок 5 запобігає провертанню свердла в патроні. Різальна частина включає передню 6 і задню 7 поверхні, головні 8 і допоміжні 9 різальні кромки, а також поперечну кромку 10 (рис.12, в). Передньою поверхнею 6 свердла є гвинтова поверхня канавки, якою сходить стружка. Задня поверхня 7 - це поверхня, обернена до поверхні різання. Головні різальні кромки 8 свердла утворюються перетином передніх і задніх його поверхонь. Кут між ними у свердел для обробки сталі і чавуну 2φ = 118°, для свердління м'яких і в'язких матеріалів (алюмінію, силуміну) - 2φ = 80... 90°, для свердління твердих і крихких матеріалів -2φ = 130... 140°. Кут нахилу поперечної кромки (перемички) 10 свердла ψ = 50...55° (рис.12, в, г). Поперечна кромка працює у важких умовах, оскільки на ній передній кут має від'ємне значення. Внаслідок цього при свердлінні виникають значні зусилля, спрямовані вздовж осі свердла.
Отвір для відведення стружки в
Напрямні кулачки д
Рис.12. Основні елементи і геометричні параметри спірального свердла
У головній січній площині N-N (рис.12, г), нормальній до головної різальної кромки, свердло має форму різця з властивими йому геометричними параметрами. Передній кут свердла у вимірюється в цій площині. В міру наближення до осі свердла передній кут зменшується, а задній, навпаки, збільшується. Передній кут поперечної кромки може набувати від'ємних значень. Для зменшення тертя свердла об стінки отвору на напрямній частині його залишаються дві вузькі гвинтові стрічки завширшки 0,2...2,6 мм, а решту її роблять меншого діаметра. З цією ж метою діаметр свердла зменшують у напрямі до хвостовика на 0,03...0,1 мм на кожних 100 мм довжини. Глибина різання при свердлінні дорівнює половині діаметра свердла. Свердлильні верстати 13.1. Основні типи свердлильних верстатів такі: 1. Вертикально-свердлильні - найпоширеніші верстати цієї групи; застосовують їх в одиничному і серійному виробництві. 2. Радіально-свердлильні верстати призначені для обробки отворів у великих важких деталях.
13.2. Вертикально-свердлильні верстати. На рис.13 подано загальний вигляд вертикально-свердлильного верстата. Верстат складається з фундаментної плити 1, станини 2, коробки швидкостей 6 зі шпинделем, коробки подач 5, розташованої в кронштейні 4, і стола 3, на якому Рис. 13. Загальний вигляд вертикально-свердлильного верстата
у деталях масою до 25 кг. Основною характеристикою їх є найбільший отвір, який можна свердлити на них у сталі середньої твердості.
Рис.14. Загальний вигляд Рис.15. Компонування агрегатних верстатів радіально-свердлильного верстата
13.3. Радіально-свердлильні верстати застосовують в умовах одиничного і серійного виробництва. На фундаментній плиті 1 верстата (рис.14) нерухомо встановлена колона 2, на якій розміщена і може повертатися на 360° гільза 3. Встановлена на гільзі траверса 4 може переміщатися по ній уздовж осі за допомогою механізму 5 і закріплюватися на певній висоті. Траверса має напрямні, по яких може переміщатися і разом з нею повертатися шпиндельна головка 6 з коробкою швидкостей 7, шпинделем 9 і коробкою подач 8. Заготовка може бути встановлена і закріплена на столі 10 або на фундаментній плиті 1. Поворотом гільзи з траверсою навколо осі колони і переміщенням шпиндельної головки по напрямних траверси досягається суміщення осей інструмента і отвору деталі. 13.4. Агрегатні верстати - це спеціальні верстати, змонтовані з нормалізованих вузлів (агрегатів). Здебільшого вони складаються з станини (рис.15), силових головок 2, шпиндельних головок 3, колони 4 і стола 5. Різним компонуванням цих вузлів можна складати різноманітні верстати для обробки певних деталей. Основним вузлом верстата є силова головка, яка надає обертання інструменту (головний рух) і поступальний рух подачі. На агрегатних верстатах виконують свердління, зенкерування, розточування, розвертання отворів, нарізання різьби та інші операції. Агрегатні верстати є напівавтоматами і часто входять до складу автоматичних ліній.
|
||||
|
|
Последнее изменение этой страницы: 2016-08-15; просмотров: 1298; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.109.141 (0.01 с.) |


 3. Багатошпиндельні свердлильні верстати мають кілька шпинделів, взаємне розміщення яких може бути постійним або змінюється залежно від оброблюваної деталі. Ці верстати широко застосовують у серійному і масовому виробництві. 4. Горизонтально-свердлильні - застосовують для свердління глибоких отворів. 5. Центрувальні -призначені для виготовлення центрових отворів. 6. Агрегатні- найпоширеніші у великосерійному і масовому виробництві при обробці отворів.
3. Багатошпиндельні свердлильні верстати мають кілька шпинделів, взаємне розміщення яких може бути постійним або змінюється залежно від оброблюваної деталі. Ці верстати широко застосовують у серійному і масовому виробництві. 4. Горизонтально-свердлильні - застосовують для свердління глибоких отворів. 5. Центрувальні -призначені для виготовлення центрових отворів. 6. Агрегатні- найпоширеніші у великосерійному і масовому виробництві при обробці отворів.


