Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Електрохімічний метод обробкиСодержание книги Поиск на нашем сайте
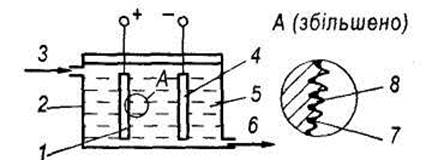
До електрохімічних методів обробки матеріалів відносять методи виготовлення форми, розмірів, шорсткості і властивостей оброблюваних поверхонь заготівель, що відбуваються під дією електричного струму і його розрядів, електромагнітного поля, електронного або оптичного випромінювання, плазменного струменя, а також високо-енергетичних імпульсів і магнітострикційного ефекту. Відмінною рисою цих методів є використання електричної енергії безпосередньо для технологічних цілей без проміжного перетворення її в інші види енергії. Причому використання, електричної енергії здійснюється безпосередньо в робочій зоні через хімічні, теплові і механічні впливи. До цих методів відносять також і різні сполучення (сполучення) в одному процесі декількох із зазначених способів впливу між собою або з традиційними методами обробки різанням або тиском. Такі методи називають комбінованими. Більшість процесів електрохімічної обробки супроводжується видаленням з оброблюваної поверхні заготівель припусків. Такі процеси й операції відносять до розмірної обробки (розмірне формоутворення). Деякі процеси здійснюються без зняття припуску з оброблювальних поверхонь - них відносять до безрозмірного (оздоблювальної) обробці. Основні, технологічні особливості і достоїнства ЕХМО в порівнянні з традиційними технологіями, заснованими переважно на силовому контактному впливі інструмента на заготівлю наступне: 1. Можливість обробки широкого кола матеріалів з різноманітними механічними, електричними, оптичними й іншими властивостями. Щонайменше для кожного матеріалу можна підібрати найбільше ефективний процес. 2. Незначний механічний вплив на заготівлю завдяки тому, що або узагалі відсутній інструмент, або процес нескінченний. 3. Одержання складних конфігурацій, широкі межі можливих розмірів оброблюваної поверхні від об'єктів так називаної нанотехнології до великогабаритних деталей. 4. Незначна технологічна спадковість процесів, тобто можливість проведення обробки в режимах, що не створюють сіткового впливу на властивості речовини деталі. 5. Можливість інтенсифікації багатьох технологічних процесів механічної обробки (різанням і тиском), нанесення покрить, сварки, пайки й ін. виконуваних традиційними методами з великою трудоємкістю і низькою якістю обробки. 6. Можливість механізації й автоматизації основних технологічних і допоміжних переходів аж до застосування робототехнічних засобів і комплексної автоматизації операцій і процесів. 7. Можливість скорочення витрати гостродефіцитних і інших інструментальних сталей і сплавів, а також втрат оброблюваних матів-ріалів. Однак методи електрохімічної обробки мають недоліки й обмеження, що обумовлені їх фізичною сутністю і специфікой: 1. Підвищена енергоємність процесів при рівнозначних з механічною обробкою продуктивності і якісних показників. 2. Відносна громіздкість застосовуваного технологічного обладнання й оснащення, а також необхідність застосування в багатьох випадках спеціальних джерел харчування електричним струмом, пристроїв для подачі, збору, збереження й очищення робочої рідини. 3. Необхідність розміщення технологічного устаткування у ділових приміщеннях, зв'язана з обліком підвищеної пожежної небезпеки і виконанням специфічних вимог безпеки праці. Ці методи застосовуються: 1. Для обробки матеріалів, що мають погану оброблюваність лезом і абразивним інструментами (високолеговані сталі, тверді сплави, ферити, кераміка, напівпровідникові матеріали, рубін, кварц і ін.); 2. Обробки мініатюрних нежорстких деталей; 3. Обробки деталей складної форми з пазами й отворами мікронних розмірів (вивідні рамки корпусів мікросхем, маски фотошаблонів, трафарети і т.п.); 4. Виготовлення гладких отворів і пазів. Підготовка деталей до обробки ЕХМО полягає в знежирюванні, промиванню, травленні, повторному промиванні і сушінні. Невеликі деталі з плоско-паралельними поверхнями перед ультразвуковою, електронно-променевою і світловою обробками приклеюють до скляної підкладки і кріплять з її допомогою до столу. Електрохімічні методи обробки ґрунтуються на анодному розчиненні заготовки в електроліті під дією постійного електричного струму. Іони металу заготовки та іони електроліту вступають в електрохімічну реакцію, утворюючи на поверхні заготовки — аноді — хімічні сполуки (оксиди, гідроксиди та ін.) у вигляді плівки, яка відтак переходить у розчин або усувається механічно. Продуктивність обробки залежить від властивостей матеріалу заготовки та електроліту, його температури, густини електричного струму тощо. Склад електроліту й режим обробки добирають так, щоб руйнування плівки відбувалось, в першу чергу, на поверхневих мікровиступах.
Рис. Схема електрохімічного полірування: 1 — заготовка; 2 — ванна; 3 — рух рідини від насоса; 4 — електрод; 5 — електроліт; 6 — рух рідини до насоса; 7 — продукт анодного розчинення; 8 — мікровиступ Найпоширенішими методами електрохімічної обробки є електрохімічне полірування й електрохімічна розмірна обробка. Анодно-механічна обробка металів побудована на сполученні електроерозійного й електрохімічного процесів. Її сутність полягає в наступному. Через оброблювану заготівлю (анод) і обертовий інструмент (катод) пропускається постійний електричний струм. Анод і катод знаходяться в середовищі електроліту. Електричний струм, проходячи через електроліт, розкладає його і розчиняє поверхня заготівлі (анода). На поверхні заготівлі постійно утвориться не провідний струм плівка. Обертовий інструмент (катод) механічно зриває цю плівку. При крапковому зриві плівки і частковому перебуванні її на вершинах мікронерівностей у місцях контакту інструмента проходить струм великої щільності, під дією якого мікронерівності оплавляються. Оплавляємі частки металу видаляють обертовим інструментом. Анодно-механічний спосіб обробки металів застосовують для заточування пластинок із твердих сплавів і для різання дуже твердих і грузлих металів. Якщо в судину зі струмопровідною рідиною увести тверді провідні пластинки (електроди) і подати на них напруга, виникає електричний струм. Такі струмопровідні рідини називаються провідниками другого роду або електролітами. До їхнього числа відносяться розчини солей, кислот або лугів у воді (або в інших рідинах), а також розплави солей.
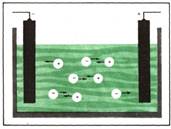
Схема електролізу.
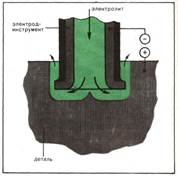
Схема електрохімічної обробки отворів складних конфігурацій у деталях
Носіями струму в електролітах служать позитивні і негативні частки - іони, на які розщеплюються в розчині молекули розчиненої речовини. При цьому позитивно заряджені іони рухаються до негативного електрода - катодові, негативні - до позитивного електрода - анодові. У залежності від хімічної природи електроліту й електродів ці іони або виділяються на електродах, або вступають у реакцію з електродами або розчинником. Продукти реакцій або виділяються на електродах, або переходять у розчин. Це явище одержало назву електролізу. Електроліз широко застосовується в промисловості для виготовлення металевих зліпків з рельєфних моделей, для нанесення захисних і декоративних покрить на металеві вироби, для одержання з розплавлених руд металів, для очищення металів, для одержання важкої води, у виробництві хлору й ін. 3. Лазерна (світлопроменева) обробка. Області застосування лазерів і лазерної техніки ще більш численна, чим розмаїтість їхніх конструкцій. Усього нараховується кілька сотень областей використання лазерів на практиці. Найбільш масовою областю використання лазерної техніки є в даний час лазерна обробка матеріалів, в основі якої лежить у більшості випадків тепловий вплив лазерного випромінювання. Створення в 70-х рр. газових лазерів безперервної дії підвищеної потужності (понад 1 кВт) відкрило нові перспективи в застосуванні лазерної техніки. З їхньою появою область використання лазерного променя для обробки матеріалів розширилася від мікроелектроніки і приладобудування до багатьох енерго- і матеріалоємких галузей промисловості, таких як машинобудування, електротехнічна промисловість, металургія і т.д. Цьому сприяли унікальні властивості лазерного випромінювання як інструмента при обробці матеріалів. Високі щільності потужності лазерного випромінювання, істотно переважаючі інші джерела енергії (до 108-109 Вт/см2 у безперервному режимі і до 1016-1017 Вт/см2 в імпульсному режимі), дозволяють не тільки значно збільшити продуктивність обробки, але й одержувати якісно нові результати по властивостях оброблюваних матеріалів. У цьому зв'язку лазерний промінь як джерело нагрівання при термічній обробці матеріалів має як загальні особливості, властиві всім іншим висококонцентрованим джерелам, так і свої специфічні переваги, серед яких можна виділити дві великі групи. 1. Висока концентрація підводимої енергії і локальність. Це дозволяє зробити обробку тільки локальної ділянки матеріалу без нагрівання іншого обсягу і порушення його структури і властивостей, що приводить до мінімального коробленню деталей. У результаті досягаються економічні і технологічні переваги. Крім того, висока концентрація підводимої енергії дозволяє провести нагрівання й охолодження оброблюваного обсягу матеріалу з великими швидкостями при дуже малому часі впливу. У результаті відкривається можливість одержання унікальної структури і властивостей обробленої поверхні. 2. Висока технологічність лазерного променя, що має на увазі можливість регулювання параметрів обробки в дуже широкому інтервалі режимів, легкість автоматизації процесу, можливість обробки на повітрі, виключення механічного впливу на оброблюваний матеріал, відсутність шкідливих відходів, можливість транспортування випромінювання й ін. Лазерна (світлопроменева) обробка ґрунтується на миттєвому локальному нагріванні поверхні оброблюваної заготовки світловим променем високої енергії до температури 6 000... 8 000 °С, внаслідок чого нагрітий метал розплавляється й випаровується, утворюючи потужний струмінь пари, який викидається у вигляді факела, а на його місці залишається заглибина або порожнина. Джерелом такого випромінювання є оптичний квантовий генератор, що називається лазером. Найпоширенішими є газові, твердотілі й напівпровідникові лазери. Твердотілий лазер складається з робочої речовини, системи збудження, фокусування й охолодження. Твердотілі лазери працюють переважно в імпульсному режимі. їх робочою речовиною є тверді прозорі тіла, виготовлені з ітрієво-алюмінієвого гранату, синтетичного рубіну, неодимового скла та ін. В матриці робочої речовини рівномірно розподілені оптично активні атоми хрому, неодиму тощо. Для збудження оптично активних атомів потрібна зовнішня енергія. Зі збуджених рівнів атоми переходять на нормальний рівень самовільно в непередбачуваний момент часу або вимушено в прогнозований момент часу під дією спеціального чинника, наприклад, світлового променя. Вимушений перехід атомів на нормальний рівень супроводжується випромінюванням когерентного світла. Для лавиноподібного генерування когерентного світла необхідно, щоб кількість збуджених атомів перевищувала їхню кількість на нормальному рівні і щоб частина генерованого світла залишалась всередині тіла робочої речовини й стимулювала подальше вимушене випромінювання рештою оптично активних атомів. Цього досягають за допомогою двох паралельних дзеркал, одне з яких непрозоре й відбиває всі світлові промені тіла робочої речовини, а друге — напівпрозоре — теж їх відбиває, але частково пропускає назовні. Таке багаторазове проходження світлового променя крізь робочу речовину зумовлює переважно вимушене потужне випромінювання, що йде від оптично активних атомів.
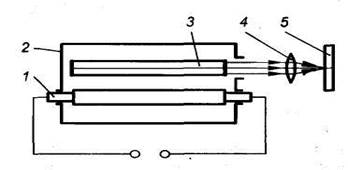
Рис. 3. Схема обробки твердотілим лазером: 1 — імпульсна ксенонова лампа; 2 — корпус; 3 — рубіновий стрижень; 4 — лінза; 5 — заготовка
Для збудження активних атомів у твердотілому лазері використовують потужні світлові імпульсні лампи, наповнені ксеноном або криптоном. Сфокусувати генеровані лазером промені у світлову пляму невеликого розміру й отримати значну густину світлової енергії можна, використавши систему оптичних лінз. Значна частина енергії від імпульсної лампи перетворюється в теплоту, що нагріває робочу речовину. Щоб не допустити перегріву, застосовують охолодження повітрям, водою або рідким азотом. Охолодне середовище пропускають через скляну трубку, всередині якої перебуває робоча речовина. У 1960 р. був розроблений перший лазер, робочою речовиною якого служив синтетичний рубін — штучно вирощений кристал із А12О3. В його об'ємі рівномірно розподілені 0,05 % атомів Хрому, як оптично активного елемента, здатного генерувати когерентне випромінювання довжиною хвилі X = 0,63 мкм. На рис. 3 зображена конструктивна схема твердотілого рубінового лазера. Корпус 2 лазера має еліпсоподібний переріз, а на його внутрішню поверхню нанесене дзеркальне покриття. Всередині корпуса встановлені рубіновий стрижень 3 і ксенонова імпульсна лампа 1. Торці стрижня відполіровані, вони строго паралельні й перпендикулярні до його осі. На лівий торець нанесений непрозорий шар срібла, а на правий — напівпрозорий шар. Імпульсна лампа живиться конденсаторними батареями. Потужне світло лампи відбивається стінками корпуса й фокусується на рубіновому стрижні, внаслідок чого активні атоми Хрому переходять у збуджений стан і далі відбувається генерування лазерного випромінювання за схемою, описаною вище. Випущені лазером світлові промені потрапляють у систему лінз 4, а звідти — на заготовку 5. Лазерними променями обробляють матеріали будь-якої твердості, в тому числі й алмази, прошиваючи отвори, вирізуючи заготовки часто складного профілю з листового матеріалу, обробляючи мікровпадини в деталях мікроелектроніки, усуваючи дисбаланс в обертальних деталях, безконтактно й дуже швидко наносячи клейма на вироби, виконуючи рисунки, гравіювальні роботи тощо. Лазерним променем обробляють отвори, починаючи від діаметра в декілька мікрометрів у матеріалах з різними властивостями: каменях для годинників і приладів, в алмазах і твердих сплавах для фільєр, у металевих листах для сит тощо. Форма і шорсткість поверхні отворів залежить від параметрів режиму обробки — густини енергії, кількості імпульсів, частоти й тривалості імпульсів. Від густини енергії залежить температура матеріалу в зоні обробки. Зі збільшенням кількості імпульсів отвір поглиблюється, а з ростом тривалості імпульсу — набуває конічної форми. Надто тривалі імпульси спричинюють лише розплавлення металу без утворення отвору. Якщо лазерним променем обробляти матеріал в рідині, то із зони обробки виносяться застиглі дрібні частинки матеріалу. Замість рідини можна використовувати стиснуте повітря, яким видувають з отвору частинки розплавленого металу. Обробка лазерним променем високопродуктивна й легко регульована. Недолік твердотілих лазерів — малий (до 1 %) ККД. Пробивання отворів. За допомогою цього методу можна одержувати отвору діаметром 0,2-1,2 мм при товщині матеріалу до 3 мм. При співвідношенні висоти отворів до їхнього діаметра 16:1 лазерне пробивання перевершує по економічності майже всі інші методи. У результаті вдається реалізувати таке широке коло технологічних процесів і методів обробки матеріалів (зварювання, наплавлення, маркірування, загартування, різання й ін.), що недоступне іншим видам інструмента. Завдяки створенню надійного і досить економічного лазерного устаткування в 70-80-х рр. виникла нова промислова технологія - лазерна технологія обробки матеріалів. Усілякий розвиток лазерної техніки і технології є зараз одним із пріоритетних напрямків прискорення науково-технічного процесу, важливим фактором інтенсифікації різних областей промисловості. Дотепер виконаний великий обсяг досліджень по застосуванню лазерів в обробці матеріалів, сформовані основні наукові напрямки, отриманий великий матеріал по роботі лазерної техніки в промисловості. Розглянемо особливості конкретних технологічних процесів лазерної обробки матеріалів. Фігурне різання деревних матеріалів. Цей процес широко використовується на багатьох малих підприємствах при виготовленні лиштв, карнизів, кронштейнів, меблів і кухонних виробів, скриньок, сувенірів і художніх виробів, емблем і товарних знаків з дорогоцінних порід дерева. Розкрій матеріалів з дошки, фанери, деревинно-стружкових плит товщиною до 40 мм здійснюється по складному програмувальному контурі при швидкості різання до 3 м/хв. Особливий інтерес представляє при цьому виготовлення художнього інкрустованого паркету. Різання металів. Лазерне різання сталевих аркушів товщиною до 6 мм по складному контурі є найбільш розповсюдженим технологічним процесом лазерної обробки в промисловості. Її застосовують для вирізки таких деталей, як прокладки, кронштейни, панелі, приладові щитки, двері, декоративні ґрати, дискові пилки. Досить ефективним виявилося застосування лазерного різання фігурних виробів на стадії освоєння нової продукції, тому що через високу гнучкість лазерного устаткування значно скорочуються терміни освоєння виробів. У цих умовах лазерне різання економічне різання водяник струменем і ерозійним дротом. В даний час високими темпами розвивається різання просторових виробів, у тому числі з використанням роботів-маніпуляторів, при цьому лазерне випромінювання до зони обробки може передаватися по гнучкому оптичному електронному променепроводу.
Висновок Електроерозійна обробка заснована на вириванні часток матеріалу з поверхні імпульсом електричного розряду. Якщо задано напругу (відстань) між електродами, зануреними в рідкий діелектрик, то при їхньому зближенні (збільшенні напруги) відбувається пробій діелектрика - виникає електричний розряд, у каналі якого утвориться плазма з високою температурою. Так як тривалість використовуваних у даному методі обробки електричних імпульсів не перевищує 10-2 с, що виділяється тепло не встигає поширитися в глиб матеріалу і навіть незначної енергії виявляється досить, щоб розігріти, розплавити і випарувати невелика кількість речовини. Крім того, тиск, що розвивається частками плазми при ударі об електрод, сприяє викидові (ерозії) не тільки розплавленого, але і просто розігрітої речовини. Оскільки електричний пробій, як правило, відбувається по найкоротшому шляху, те насамперед руйнуються найбільше близько розташовані ділянки електродів. Т. о., при наближенні одного електрода заданої форми (інструмента) до іншого (заготівлі) поверхня останнього прийме форму поверхні першого. Продуктивність процесу, якість одержуваної поверхні в основному визначаються параметрами електричних імпульсів (їхньою тривалістю, частотою проходження, енергією в імпульсі). Електроерозійний метод обробки об'єднав електроіскровий і електроімпульсний методи. Електрохімічна обробка полягає в тім, що під впливом електричного струму руйнуються поверхневі шари металу деталі, поміщеної в електроліт. Частки металу, що лежать на поверхні деталі, розчиняються в електроліті, і деталь стає блискучою (електролітичне полірування), У тому випадку, якщо поверхні повинні бути додані визначені розміри, застосовують спеціальний інструмент для механічного видалення зруйнованої плівки металу. Лазерне різання відноситься до числа перших технологічних застосувань лазерного випромінювання, апробованих ще на початку 70-х років. За минулі роки створені лазерні установки із широким діапазоном потужності(від декількох десятків ватів до декількох кіловатів), що забезпечують ефективне різання металів з використанням допоміжного газу, що надходить у зону обробки одночасно з випромінюванням лазера. Лазерне випромінювання нагріває, плавить і випаровує матеріал по лінії передбачуваного різання, а потік допоміжного газу видаляє продукти руйнування. При використанні кисню або повітря при різанні металів на поверхні руйнування утвориться оксидна плівка, що підвищує поглощательную здатність матеріалу, а в результаті екзотермічної реакції виділяється досить велика кількість теплоти. Для різання металів застосовують технологічні установки на основі твердотілих і газових CO2 - лазерів, що працюють як у безперервному, так і в імпульсно-періодичному режимах випромінювання. Промислове застосування газолазерного різання з кожним роком збільшується, але цей процес не може цілком замінити традиційні способи поділу металів. У зіставленні з багатьма з застосовуваних на виробництві установок вартість лазерного устаткування для різання ще досить висока, хоча останнім часом намітилася тенденція до її зниження. У зв'язку з цим процес газолазерного різання (надалі просто лазерного різання) стає ефективним тільки за умови обґрунтованого і розумного вибору області застосування, коли використання традиційних способів трудомістко або взагалі неможливо. В ході наведеної характеристики трьох методів нетрадиційної обробки матеріалів, можемо зробити висновок, що найбільш ефективним в даному випадку, для одержання прямокутного отвору лазерну обробку, оскільки даний метод обробки дає найбільш високопродуктивний й легко регульований метод обробки важко оброблювального матеріалу.
Список використаних джерел 1. Коваленко В.С. Технология и оборудование: электрофизические и электрохимические методы обработки металлов. – М., 1985. – 400 с. 2. Подураев В.Н. Фізико-химические методы обработки. – М., 1988.
Міністерство освіти і науки України Ржищівський гуманітарний коледж
Обробка металів різанням.
Виконала Студентка 41-т групи Ю. В. Ковальчук Перевірив викладач О. О. Хуторний
Ржищів 2016р. Зміст
1.Сутність процесу, основні поняття і визначення 2.Параметри і фізичні явища, що супроводжують процес різання 3.Стійкість і матеріали різального інструмента 4.Металорізальні верстати 5.Точіння 6.Свердління, розточування 7.Фрезерування 8.Стругання, довбання, протягання 9.Зубонарізування 10.Шліфування 11.Поверхневе пластичне деформування 12.Список використаних джерел
|
||||
|
|
Последнее изменение этой страницы: 2016-07-11; просмотров: 396; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.22.241.228 (0.01 с.) |