Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Основні роботи, які виконують на токарно-гвинторізних верстатахСодержание книги
Поиск на нашем сайте
10.1. Обробка циліндричних поверхонь, площин, прорізування канавок, відрізання. Циліндричні поверхні обробляють при поздовжньому переміщенні супорта або різцевих полозків. Зовнішні циліндричні поверхні обробляють прохідними різцями, а внутрішні - розточувальними. Пристосування для закріплення заготовок вибирають залежно від їх форми і розмірів. Заготовки типу валів залежно від відношення їх довжини до діаметра рекомендують кріпити так: при l/d < 4 - у патроні; при 4 ≤ l/d < 10 -в центрах; при l/d > 10...12 - у центрах з додатковою опорою заготовки на кулачки рухомого або нерухомого люнета.
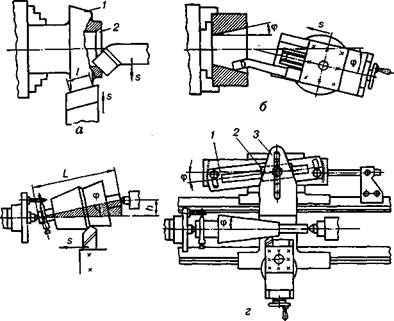
ис.6.Обробка площин (а, б, в) і відрізання різцями з нахиленою кромкою (г)
Площини обробляють прохідними прямими і відігнутими, а також підрізними різцями з поперечною подачею (рис.6). Прорізають канавки і відрізають заготовки також з поперечною подачею канавковими і відрізними різцями (див. рис.5, поз. 3,5,6).
При відрізуванні деталі різцями з нахиленою кромкою не потрібна подальша обробка торця.
в
Рис.7. Обробка конічних поверхонь на токарному верстаті
Рис.8. Обробка фасонних поверхонь фасонним різцем Внутрішні циліндричні поверхні обробляють центровими інструментами (свердлами, зенкерами, розвертками), які встановлюють в пінолі задньої бабки чи за допомогою державки в різцетримачі, або розточними різцями для наскрізних 12 і глухих 13 отворів (див. рис.5). 10.2. Конічні поверхні обробляють різними методами. Різцем з похило розташованою різальною кромкою обробляють зовнішні 1 івнутрішні 2 конічні поверхні (рис.7, а), довжина яких не перевищує 20...25 мм. За допомогою повороту верхньої каретки супорта обробляють зовнішні й внутрішні конічні поверхні, довжина яких не перевищує довжини ходу різцевих полозків. Напрямні різцевих полозків встановлюють під кутом φ (рис.7, б) до осі обертання заготовки, який дорівнює половині кута при вершині оброблюваного конуса. Методом зміщення задньої бабки обробляють тільки зовнішні конічні поверхні, в яких довжина твірної порівняно велика, а кут при вершині конуса не перевищує 10...12°. Заготовку в цьому випадку закріплюють у центрах, а корпус задньої бабки зміщують в поперечному напрямі на величину h = L sin φ (рис.7, в). Більш продуктивним і точним є метод обробки конусів за допомогою копіювальної конусної лінійки 1 (рис.7, г), що кріпиться на кронштейні до станини. При автоматичній або ручній подачі супорта повзунок 2, тяга 3 і різець переміщуються паралельно твірній оброблюваного конуса.
10.3. Фасонні поверхні 1 незначної довжини обробляють фасонними різцями 2 з поперечною подачею (рис.8).
Рис.9.Схеми нарізання різьби різцями на токарному верстаті
Фасонні поверхні значної довжини обробляють по копірах з використанням механічної, гідравлічної або електромеханічної слідкуючої системи. У сучасних умовах усе більше поширюється обробка фасонних поверхонь на верстатах з ЧПК за заздалегідь складеною програмою. 10.4.Нарізати різьбу на токарному верстаті можна плашками, мітчиками або різьбовими різцями. Для нарізання різьби кроком рн.р верстат настроюють так, щоб за кожний оберт шпинделя різець переміщувався на крок рн.р,, тобто 1 об.шп. ір х.г= р н.р, де і - передаточне відношення ланцюга, який передає рух від шпинделя до ходового гвинта верстата з кроком р х.г Різьбу звичайної точності нарізують, використовуючи коробку подач, а при нарізанні різьб підвищеної точності потрібне значення і встановлюють за допомогою гітари змінних зубчастих.коліс. Правильність положення різців 1 і 3 (рис.9, а) при обробці перевіряють за допомогою шаблона 2. Різьбу нарізають за кілька проходів (рис.9, г, б, в). Після кожного з них різець відводять від заготовки і супорт повертають у вихідне положення. При нарізанні багатоходової різьби після нарізання кожної гвинтової канавки перед наступною верстат зупиняють і здійснюють поділ (поворот заготовки на кут 360/ n) або переміщують різець уздовж осі при нерухомій заготовці на величину р н.р/ п, де п - число заходів різьби.
ОБРОБКА ЗАГОТОВОК НА СВЕРДЛИЛЬНИХ І РОЗТОЧУВАЛЬНИХ ВЕРСТАТАХ
|
|||||
|
|
Последнее изменение этой страницы: 2016-08-15; просмотров: 524; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.16.212.203 (0.007 с.) |