
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Глухие муфты. Смещение валов. Жесткие компенсирующие муфты. Основные свойства упругих муфт.Содержание книги
Поиск на нашем сайте КПД червячной передачи. Силы в зацеплении. КПД червячной передачи. Роль смазывания в червячной передаче еще важнее, чем в зубчатой, так как в зацеплении происходит скольжение витков червяка вдоль контактных линий зубьев червячного колеса. КПД червячного зацепления определяют по формуле:
где γ w – угол подъема винтовой линии; φ' – приведенный угол трения; f'= tgφ' – приведенный коэффициент трения (коэффициент трения, найденный с учетом угла а профиля витка). Значения угла φ' трения в зависимости от скорости скольжения получают экспериментально для червячных передач на опорах с подшипниками качения, т.е. в этих значениях учтены потери мощности в подшипниках качения, в зубчатом зацеплении и на размешивание и разбрызгивание масла. Величина φ' снижается при увеличении vCK, так как при больших скоростях скольжения в зоне контакта создаются благоприятные условия для образования масляного слоя, разделяющего витки червяка и зубья колеса и уменьшающего потери в зацеплении. Численное значение Обычно в червячных передачах γw ≤ 27°. Большие углы подъема выполнимы в передачах с четырех–заходным червяком и с малыми передаточными числами.
Рисунок 57 – График зависимости КПД Червячные передачи имеют сравнительно низкий КПД, что ограничивает область их применения ( Силы в зацеплении. Силу взаимодействия червяка и колеса принимают сосредоточенной и приложенной в полюсе зацепления по нормали к рабочей поверхности витка. Ее задают тремя взаимно перпендикулярными составляющими: Ft Fa, Fr. Для наглядности изображения сил червяк и червячное колесо на рис. 58, а условно выведены из зацепления. Окружная сила Ft2 на червячном колесе:
где Т2 – вращающий момент на червячном колесе, Н·м; d2 – делительный диаметр колеса, мм. Осевая сила Fal на червяке численно равна Ft2:
Окружная сила Ft1 на червяке:
где
Осевая сила Fa2 на червячном колесе численно равна Ft1:
Радиальная сила Fr1 на червяке (радиальная сила Fr2 на колесе численно равна Fr1), рис. 58,б:
Направление силы Ft2 всегда совпадает с направлением вращения колеса, а сила Ftl направлена в сторону, противоположную вращению червяка.
Рисунок 58 – Силы, действующие в червячном зацеплении
Сварные соединения
Сварные соединения – наиболее распространенный тип неразъемных соединений. Их получают формированием межатомных связей в свариваемых деталях путем местного нагрева в зоне их соединения до жидкого состояния или путем пластического деформирования деталей в зоне стыков с нагревом или без нагрева (сварка взрывом). Преимущественно сварное соединение образуют путем местного нагрева: – с расплавлением металла без приложения сипы (сварка электродуговая, газовая, электронно-лучевая), – без расплавления металла и с приложением силы. Металл деталей соединения в этом случае не расплавляют, а доводят до пластичного состояния. Соединение образуют путем сдавливания деталей (различные виды контактной сварки). Достоинства сварных соединений. 1. Малая масса. По сравнению с заклепочными соединениями экономия металла составляет 15–20%, т.к. в заклепочных соединениях отверстия под заклепки ослабляют материал и обязательно применение накладок или частичное перекрытие соединяемых деталей. По сравнению с литыми стальными конструкциями экономия по массе составляет до 30%. Сваркой можно получить более совершенную конструкцию (литье не допускает большие перепады размеров) с малыми припусками на механическую обработку. 2. Малая стоимость. Стоимость сварной конструкции из проката примерно в 2 раза ниже стоимости литья и поковок. 3. Экономичность процесса сварки, возможность его автоматизации. Это связано с малой трудоемкостью процесса, сравнительной простотой и дешевизной оборудования: не нужны одновременное плавление большого количества металла, как при литье, и мощные дыропробивальные машины для установки заклепок большого диаметра. 4. Плотность и герметичность соединения. 5. Возможность получения конструкций очень больших размеров (что невозможно, например, при литье): сварной мост через Днепр, антенны радиотелескопов. Недостатки сварных соединений. 1. Возможность получения скрытых дефектов сварного шва (трещины, непровары, шлаковые включения). Применение автоматической сварки в значительной мере устраняет этот недостаток. 2. Трудность контроля качества сварного шва. Существующие рентгеноскопические и ультразвуковые методы сложны. 3. Коробление деталей из–за неравномерности нагрева в процессе сварки. 4. Невысокая прочность при переменных режимах нагружения. Сварной шов является сильным концентратором напряжений. Дуговая электрическая сварка — важнейшее российское изобретение. Угольно–дуговая сварка впервые предложена Н. И. Бенардосом в 1882 г. Н. Г. Славянов в 1888 г. предложил сварку металлическим электродом. В курсе "ОК и ДМ" основное внимание уделяют изучению конструкций и инженерным методам расчета сварных соединений. Применение. Сварные соединения широко применяют в строительстве. В машиностроении сварку применяют для получения заготовок деталей из проката в мелкосерийном и единичном производстве. Сварными выполняют станины, рамы, корпуса редукторов, шкивы, зубчатые колеса, коленчатые валы, корпуса судов, кузова автомобилей, обшивку железнодорожных вагонов, трубопроводы, мосты, антенны радиотелескопов и др. В массовом производстве применяют штампосварные детали. Наибольшее распространение получили соединения электродуговой и газовой сваркой. Хорошо свариваются низко– и среднеуглеродистые стали. Высокоуглеродистые стали, чугуны и сплавы цветных металлов свариваются хуже. По конструктивным признакам (по взаимному расположению соединяемых элементов) сварные соединения разделяют на: · стыковые – свариваемые элементы примыкают торцовыми поверхностями и являются продолжением один другого (рис. 5,а), область применения таких соединений расширяется; · нахлесточные – боковые поверхности соединяемых элементов частично перекрывают друг друга (рис. 5,б); · тавровые – торец одного элемента примыкает под углом (обычно 90°) и приварен к боковой поверхности другого элемента (рис. 5,в); · угловые – соединяемые элементы приваривают по кромкам один к другому (рис. 5,г). В силовых конструкциях не применяют и на прочность не рассчитывают.
Рисунок 5 – Типы сварных швов по взаимному расположению свариваемых элементов В зависимости от типа сварного шва различают сварные соединения: · со стыковыми швами (в стыковых и тавровых соединениях); · с угловыми швами (в нахлесточных, тавровых и угловых соединениях). Заклепочные соединения Заклепочное соединение образуют деформированием заклепки, свободно установленной в отверстия соединяемых деталей (рис. 15). Пластически деформируя, заклепку осаживают, заполняя зазор между стержнем заклепки и стенками отверстия, и формируют замыкающую головку. Закладную головку выполняют на заклепке заранее. Заклепочные соединения относят к неразъемным. Рисунок 15 – Заклепочные соединения Достоинства (в сравнении со сварными соединениями): 1. Стабильность качества соединения; возможность получения прочного плотного соединения. 2. Надежный и простой визуальный контроль качества. 3. Возможность соединения деталей из несвариваемых материалов. 4. Возможность соединения деталей, нагрев которых недопустим из–за коробления или отпуска термообработанных деталей. 5. Надежная работа при ударных и вибрационных нагрузках. Недостатки: 1. Ослабление деталей отверстиями и в связи с этим повышенный расход металла. 2. Трудность автоматизации процесса склепывания. 3. Менее удобные конструктивные формы в связи с необходимостью наложения одной детали на другую или применения накладок. 4. Высокий уровень шума при работе с пневмоинструментом, используемым для деформирования заклепок. В связи с развитием сварки заклепочные соединения в большинстве областей вытеснены сварными. Применение: · в авиа- и судостроении – обивка фюзеляжа, корпуса; · в строительных сооружениях – мосты, фермы; · в общем машиностроении – крепление зубчатых венцов к дискам колес, лопаток в турбинах, фрикционных накладок, соединение элементов рам грузовых автомобилей и составных сепараторов подшипников качения. Отверстие в листах получают: · продавливанием при толщинах до 25мм; · продавливанием с последующим развертыванием; · сверлением в ответственных соединениях. Клепку (осаживание стержня) стальных заклепок при d ≤ 10мм, а также заклепок из алюминиевых сплавов, латуни и меди производят холодным способом, а стальных заклепок большего диаметра – горячим способом, с подогревом заклепки или ее конца до светло-красного каления (1000... 1100°С). Клепку производят на клепальных машинах (прессах) или пневматическими молотками. Основными для заклепочных соединений являются нагрузки в плоскости стыка, стремящиеся сдвинуть соединяемые детали одну относительно другой. Шпоночные соединения Шпоночное соединение образуют вал, шпонка и ступица детали (колеса, шкива, звездочки и др.). Шпонка представляет собой стальной брус, устанавливаемый в пазы вала и ступицы. Назначение шпоночных соединений – передача вращающего момента между валом и ступицей. Достоинства шпоночных соединений – простота конструкции и сравнительно невысокая стоимость изготовления, легкость монтажа и демонтажа, вследствие чего их применяют во всех отраслях машиностроения. Недостатки – невысокая нагрузочная способность; в большинстве случаев необходима ручная подгонка при установке шпонки в паз вала; шпоночные пазы ослабляют вал и ступицу насаживаемой на вал детали. Ослабление вала обусловлено не только уменьшением его сечения, но, главное, значительной концентрацией напряжений изгиба и кручения, вызываемой шпоночным пазом. Применение. Шпоночные соединения применяют для передачи вращающего момента между валами и установленными на них зубчатыми и червячными колесами, шкивами, звездочками, полумуфтами. В качестве неподвижных наиболее рациональны шпоночные соединения, сочетающиеся с посадкой ступицы на вал с натягом, обеспечивающей хорошее центрирование ступицы на валу и исключающей контактную коррозию. Направляющие и скользящие шпонки иногда используют в подвижных в осевом направлении соединениях ступицы с валом (например, передвижной блок шестерен коробки скоростей). Вследствие низкой несущей способности эти соединения при новом проектировании заменяют подвижными шлицевыми соединениями. Шлицевые соединения. Шлицевое соединение образуют выступы (зубья) на валу (рис. 22), входящие в соответствующие впадины (шлицы) в ступице. Рабочими поверхностями являются боковые стороны выступов. Выступы на валу выполняют фрезерованием, строганием или накатыванием в холодном состоянии профильными роликами по методу продольной накатки. Впадины в отверстии ступицы изготовляют протягиванием или долблением.
Рисунок 22 – Шлицевое соединение Шлицевое соединение представляет собой фактически многошпоночное соединение, у которого шпонки выполнены как одно целое с валом. Назначение шлицевых соединений – передача вращающего момента между валом и ступицей. Шлицевые соединения стандартизованы и широко распространены в машиностроении. Достоинства шлицевых соединений по сравнению со шпоночными: 1. Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении. 2. Меньшее число деталей соединения (шлицевое соединение образуют две детали, шпоночное – три). 3. Большая несущая способность вследствие большей суммарной площади контакта. 4. Взаимозаменяемость (нет необходимости в ручной пригонке). 5. Большее сопротивление усталости вследствие меньшей глубины впадины и меньшей поэтому концентрации напряжений, особенно для эвольвентных шлицев. Недостатки – более сложная технология изготовления, а следовательно, более высокая стоимость. Шлицевые соединения различают: · по характеру соединения – неподвижные для закрепления детали на валу; подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач; шпинделя сверлильного станка); · по форме выступов – прямобочные, эвольвентные, треугольные.
Недостатки. 1. Сравнительно низкий КПД вследствие повышенного скольжения витков червяка по зубьям колеса и значительное в связи с этим выделение теплоты в зоне зацепления. 2. Необходимость применения для венцов червячных колес дорогих антифрикционных материалов. 3. Повышенное изнашивание и склонность к заеданию. 4. Необходимость регулирования зацепления (средняя плоскость венца червячного колеса должна совпадать с осью червяка). Применение. Червячные передачи широко применяют в транспортных и подъемно–транспортных машинах при небольших и средних мощностях (механизм подъема лифта, лебедки, тали, трансмиссии транспортных машин и др.), а также с целью получения малых и точных перемещений (делительные устройства станков, механизмы настройки, регулировки и др.). Вследствие отмеченных недостатков нерационально применять червячные передачи в условиях непрерывного действия при мощностях более 30кВт. При работе в повторно–кратковременных режимах они могут оказаться эффективными и при больших мощностях. Виды червячных передач. Качество и работоспособность червячной передачи зависят от формы, твердости, шероховатости и точности изготовления винтовой поверхности витка червяка. Различают линейчатые и нелинейчатые червяки в зависимости от того, могут или не могут винтовые поверхности витков червяка быть образованы прямой линией. Нарезание линейчатых винтовых поверхностей осуществляют на универсальных токарно-винторезных станках, когда прямолинейная кромка резца воспроизводит эвольвентную, конволютную или архимедову поверхность. Нелинейчатую винтовую поверхность получают дисковыми фрезами конусной или тороидальной формы. В соответствии с этим червячные передачи бывают с эвольвентными, архимедовыми, конволютными и нелинейчатыми червяками. Получение того или иного вида винтовой поверхности у витков червяка зависит от способа нарезания.
Рисунок 49 – Геометрия эвольвентного червяка Эвольвентный червяк получают при установке прямолинейной кромки резца в плоскости, касательной к основному цилиндру с диаметром d С целью получения высокой поверхностной твердости витков и повышения тем самым качественных показателей передачи применяют термическую обработку с последующим шлифованием рабочих поверхностей витков. Эвольвентные червяки могут быть с высокой точностью прошлифованы плоской поверхностью шлифовального круга. Производительные способы нарезания и простота шлифования обусловливают высокую технологичность эвольвентных червяков. Архимедов червяк получают при расположении режущих кромок резца в плоскости, проходящей через ось червяка. Архимедовы червяки имеют в осевом сечении прямолинейный профиль с углом 2α, равным профильному углу резца (рис. 50,а). В торцовом сечении профиль витка очерчен архимедовой спиралью. Боковые поверхности витков архимедовых червяков могут быть прошлифованы только специально профилированным по сложной кривой шлифовальным кругом. Поэтому упрочняющую термообработку и последующее шлифование не выполняют и применяют архимедовы червяки с низкой твердостью в тихоходных передачах с невысокими требованиями к нагрузочной способности и ресурсу.
Рисунок 50 – Архимедов червяк (а) и конволютный червяк (б) Конволютный червяк получают при установке режущих кромок резца в плоскости, касательной к цилиндру с диаметром dx (0< dx<db) и нормальной к оси симметрии впадины. В этой плоскости червяки имеют прямолинейный профиль впадины (рис. 50,б). Конволютные червяки имеют в осевом сечении выпуклый профиль, в торцовом сечении профиль витка очерчен удлиненной эвольвентой. Недостатком передач с конволютными червяками является сложная форма инструмента для шлифования червяков и невозможность получения точных фрез для нарезания зубьев червячных колес. Передачи с конволютными червяками так же, как и с архимедовыми, имеют ограниченное применение, в основном в условиях мелкосерийного производства. Нелинейчатые червяки нарезают дисковыми фрезами конусной или тороидальной формы. Витки таких червяков во всех сечениях имеют криволинейный профиль: в сечении, нормальном к оси симметрии впадины, выпуклый (рис. 51,а), в осевом сечении – вогнутый (рис. 51,б). Рабочие поверхности витков нелинейчатых червяков с высокой точностью шлифуют конусным или тороидным кругом. Передачи с нелинейчатыми червяками характеризует повышенная нагрузочная способность, их считают перспективными.
Рисунок 51 – Нелинейчатые червяки
Кинематика передачи. Передаточное число и червячной передачи определяют по условию, что за каждый оборот червяка колесо поворачивается на угол, охватывающий число зубьев колеса, равное числу витков червяка. Полный оборот колесо совершает за z2 и
где d γ 1 – делительный угол подъема линии витка;
Во избежание подреза основания ножки зуба в процессе нарезания зубьев принимают z2 ≥ 26. Оптимальным является z2 =32...63. Для червячных передач стандартных редукторов передаточные числа выбирают из ряда:...31,5; 40; 50; 63; 80 18 Общие сведения о планетарных передачах. Конструкции планетарных зубчатых передач. Достоинства планетарных зубчатых передач. Планетарные передачи - колеса с перемещенными осями. Подвижные колеса – сатиллиты (спутник). Подвижные колеса катятся по центральным колесам (солнечным), имея с ними внешнее с корончатым колесом внутреннее зацепление. оси сатиллитов закрепляются в подшипниках. Планетарные передачи имеют ряд преимуществ перед обычными: 1)большие передаточные отношения при малых габаритах и массе. 2)возможность сложения или разложения механической мощности. 3)легкое управление и регулирование скоростей. 4)малый шум в следствии замыкания сил. В планетарных передачах широко применяется внутреннее зубчатое зацепление с углом αw=300. Для обеспечения сборки планетарных передач необходимо соблюдать условия соосности, сборки и соседства.Зубчатые колеса планетарных передач расчитываются по тем же законам, что и колеса обычных цилиндрических передач. РЕМЕННЫЕ ПЕРЕДАЧИ Являются разновидностью фрикционных передач, где движение передаётся посредством специального кольцевого замкнутого ремня. Достоинства ременных передач: - передача движения на средние расстояния; - плавность работы и бесшумность; - возможность работы при высоких оборотах; - дешевизна. Недостатки ременных передач: ` большие габариты передачи; ` неизбежное проскальзывание ремня; ` высокие нагрузки на валы и опоры из-за натяжения ремня; ` потребность в натяжных устройствах; ` опасность попадания масла на ремень; ` малая долговечность при больших скоростях. Клиноременная передача. Основные геометрические соотношения и конструкции Ременную передачу с параллельными осями, приводной ремень которой имеет клиновую форму поперечного сечения, называют клиноременной. Клиноременную передачу выполняют только открытой. Клиновые ремни стандартизованы по сечению и длине. Клиновые ремни применяют по несколько штук, чтобы варьировать нагрузочную способность и несколько повысить надёжность передачи. Кроме того, один толстый ремень, поставленный вместо нескольких тонких будет иметь гораздо большие напряжения изгиба при огибании шкива. Число клиновых ремней часто принимают от трех до пяти (максимально восемь ремней), но передача может быть и с одним ремнем. Форму канавки шкива проектируют так, чтобы между шкивом и ремнем постоянно был гарантированный радиальный зазор 8 (рис.8, I). Рабочие поверхности — это боковые стороны ремня, поэтому клиновый ремень не должен выступать за пределы наружного диаметра шкива. Клиноременные передачи в машиностроении применяют чаще, чем плоскоременные. Однако скорость этой передачи не должна превышать 30 м/с, так как при v > 30 м/с клиновые ремни начинают вибрировать. Оптимальная окружная скорость, при которой передача работает устойчиво, v = 5-25 м/с. Передаточное число для одноступенчатой клиноременной передачи <8. Достоинства клиноременной передачи по сравнению с плоскоременной: - возможность передачи большей мощности; - допустимость меньшего межосевого расстояния а; - возможность меньшего угла обхвата, на малом шкиве (см. рис.1). Недостатки: - большая жесткость и, как следствие, — меньший срок службы ремня; - необходимость особых приемов при надевании ремня; - зависимость размеров проектируемой передачи от подобранного (по таблице регламентированных длин) ремня; - большая стоимость эксплуатации передачи при вытяжке (ремни не ремонтируются); - большая трудоемкость изготовления шкивов; - несколько пониженный КПД. Передачи зубчатым ремнем Зубчатые ремни выполняют плоскими с поперечными зубьями на внутренней поверхности, которые входят в зацепление с зубьями на шкивах. Зубчатое зацепление ремня со шкивом устраняет скольжение и необходимость в большом предварительном натяжении. Уменьшается влияние угла обхвата (межосевого расстояния) на тяговую способность, что позволяет уменьшить габариты передачи и реализовывать большие передаточные числа. Достоинства передач зубчатым ремнем. 1. Постоянное передаточное число. 2. Малое межосевое расстояние. 3. Небольшие нагрузки на валы и подшипники. 4. Большое передаточное число (u < 12). 5. Низкий уровень шума и отсутствие динамических нагрузок вследствие эластичности ремня и упругости зубьев. Недостатки. 1. Сравнительно высокая стоимость. 2. Чувствительность к отклонению от параллельности осей валов. Применение. Передачу зубчатым ремнем применяют как в высоконагруженных передачах (например, кузнечно-прессовое оборудование), используя ее высокую тяговую способность, так и в передачах точных перемещений (в связи с постоянством передаточного числа): приводы печатающих устройств ЭВМ, киносъемочная аппаратура, робототехника и др. Мощность, передаваемая зубчатым ремнем, до 200 кВт, скорость ремня до 60 м/с, КПД передачи 0,94...0,98 В зависимости от способа изготовления зубчатые ремни выпускают двух видов: сборочные и литьевые. Сборочные ремни состоят из несущего слоя — металлокорда стеклокорда, резины и тканевого покрытия на зубчатой поверхности, свулканизированных в одно целое. Отличаются от литьевых более высоким качеством. Литьевые ремни состоят из металлокорда, резины или полиуретана и не имеют тканевого покрытия. Металлокорд представляет собой стальные тросы диаметром 0,36 или 0,75 мм, стеклокорд — крученые нити диаметром 0,35...1,1 мм из стекловолокна. Зубья ремня имеют трапецеидальную форму с углом профиля = 500 и 40° Размеры ремня и параметры передачи зависят от модуля m — основной расчетной характеристики передачи. Система вала, система отверстия. Образование посадок в этих системах Основное отверстие- отверстие, нижнее отклонение которого равно нулю. Основной вал - вал, верхнее отклонение которого равно нулю. Если разные посадки образованы изменением поля допуска вала при const поле допуска отверстия - система отверстия. Если за основную деталь принят вал,. а для образования разных посадок изменяют поле допуска отверстия. - система вала. В машиностроении предпочтительнее система отверстия.
Цилиндрические передачи Цилиндрические передачи с внешним зацеплением (рис. 35). Шестерня в понижающей передаче является ведущим элементом и всем ее параметрам присваивают индекс 1. Например, частота вращения n1, мин–1, число зубьев z1. Параметры ведомого элемента пары — колеса имеют индекс 2: n2, z2. Линии пересечения боковых поверхностей зубьев с любой круговой цилиндрической поверхностью, соосной с начальной, называют линиями зубьев. Если линии зубьев параллельны оси зубчатого колеса, то его называют прямозубым (рис. 35,а).Если эти линии винтовые постоянного шага, то зубчатое колесо называют косозубым (рис. 35,б).С увеличением угла βнаклона зуба повышается нагрузочная способность передачи, но возрастает осевая сила, действующая на валы и опоры. Обычно β = 8...18°. Рисунок 35 – Цилиндрические передачи с внешним зацеплением Разновидность косозубых зубчатых колес — шевронные колеса: без канавки (рис. 35,в)и с канавкой для выхода инструмента (рис. 35,г).Вследствие противоположного направления зубьев на полушевронах осевые силы взаимно уравновешены на колесе и не нагружают опоры. Обычно β= 25...40°. Точку W касания начальных окружностей dw1 шестерни и dw2 колеса называют полюсом зацепления. Для простоты изложения будем рассматривать передачи без смещения, для зубчатых колес которых диаметры dw начальные и d делительные совпадают: d1 = dw1, d2 = dw2. Однако в обозначении межосевого расстояния для общности изложения индекс w сохраним: aw. Расстояние между одноименными точками профилей соседних зубьев, измеренное в сечении, нормальном линиям зубьев, называют нормальным шагом р. Отношение р/π называют модулем:
Модуль является основной характеристикой размеров зубьев. Модуль измеряют в мм и назначают из стандартного ряда:... 2; 2,5; 3; 4.... Запишем основные параметры зубчатой передачи через параметры зубчатых колес: – передаточное число с учетом того, что d = mz:
– межосевое расстояние:
Значения aw принимают из ряда предпочтительных чисел Ra 40. Обычно ширина b2 зубчатого колеса меньше ширины шестерни. В расчетах используют отношение ψ ba,которое называют коэффициентом ширины:
Значения ψ ba стандартизованы: 0,1; 0,125; 0,16; 0,2; 0,25; 0,315; 0,4; 0,5; 0,63; 0,8. Для коробок передач с целью уменьшения размеров в направлении осей валов применяют узкие колеса ψ ba = 0,1 – 0,2; для редукторов – широкие колеса: ψ ba = 0,315 – 0,63.
Рисунок 36 – Цилиндрическая передача с внутренним зацеплением Цилиндрические передачи с внутренним зацеплением (рис. 36). В этом случае межосевое расстояние:
Силы в цилиндрическом зубчатом зацеплении. Силы взаимодействия зубьев принято определять в полюсе зацепления. Распределенную по контактной площадке нагрузку q в зацеплении заменяют равнодействующей Fn, нормальной к поверхности зуба.
Рисунок 37 – Силы, действующие в зацеплении Для расчета валов и опор силу Fn удобно представить в виде составляющих (рис. 37): Ft, Fa, Fr. Окружная сила:
Осевая сила:
На ведомом колесе направление окружной силы Ft совпадает с направлением вращения, на ведущем – противоположно ему. Осевая сила параллельна оси колеса. Направление вектора Fa зависит от направления вращения колеса и направления линии зуба. Радиальная сила (см. сечение А–А):
где Т – вращающий момент на зубчатом колесе, Н·м; d – делительный диаметр колеса, мм; β – угол наклона зуба; aw = 20 ° – угол зацепления. Векторы радиальных сил у колес с внешним зацеплением направлены к оси, а у колес с внутренним зацеплением – от оси зубчатого колеса. Особенности геометрии и условий работы косозубых зубчатых передач. Зубья косозубых цилиндрических колес нарезают тем же инструментом, что и прямозубых. Ось червячной фрезы составляет с торцовой плоскостью колеса угол β (рис. 38). При нарезании фрезу перемещают по направлению зубьев колеса. Поэтому в нормальной к направлению зуба плоскости все его размеры – стандартные.
Рисунок 38 – Особенности косозубых колес У пары сопряженных косозубых колес с внешним зацеплением углы β наклона линий зубьев равны, но противоположны по направлению. Если не предъявляют специальных требований, то колеса нарезают с правым направлением зуба, а шестерни — с левым. У косозубого колеса (рис. 38) расстояние между зубьями можно измерить в торцовом, или окружном, (t – t) и нормальном (п – п) направлениях. В первом случае получают окружной шаг р
где т Согласно рис. 38:
Следовательно:
где β – угол наклона зуба на делительном цилиндре. Нормальный модуль должен соответствовать стандарту. В торцовой плоскости t — t косозубое колесо можно рассматривать как прямозубое с модулем т, и углом зацепления
Для колеса без смещения делительный d и начальный dw диаметры
Помимо торцового перекрытия в косозубых передачах обеспечено и осевое перекрытие. Коэффициент осевого перекрытия:
где рх – осевой шаг, равный расстоянию между одноименными точками двух смежных зубьев, измеренному в направлении оси зубчатого колеса (рис. 38). Контактные напряжения при прочих равных условиях в косозубом зацеплении меньше по значению, чем в прямозубом. Понятие об эквивалентном колесе. Как отмечалось, профиль косого зуба в нормальном сечении п – п (рис. 38) совпадает с профилем прямозубого колеса. Расчет косозубых колес ведут, используя параметры эквивалентного прямозубого колеса: т Профиль зуба в этом сечении совпадает с профилем условного прямозубого колеса, называемого эквивалентным, (рис. 39) делительный диаметр dv которого dv = mnzv.
Рисунок 39 – Поперечное сечение косозубого колеса Эквивалентное число зубьев:
С увеличением угла β наклона линии зуба эквивалентные параметры возрастают, способствуя повышению прочности передачи.
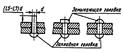
Глухие муфты. Смещение валов. Жесткие компенсирующие муфты. Основные свойства упругих муфт. Жёсткие (глухие) муфты С помощью этих муфт осуществляется жесткое соединение валов. Могут быть втулочными или фланцевыми. Втулочная муфта является простейшей из жестких муфт. Она представляет собой втулку, посаженную с помощью шпонок, штифтов или шлицев на выходные концы валов. Втулочные муфты находят применение в тихоходных и неответственных конструкциях машин при диаметрах валов d < 70 мм. Достоинство таких муфт — простота конструкции и малые габаритные размеры; недостатки — необходимость при монтаже и демонтаже раздвигать концы валов на полную длину муфты либо сдвигать втулку вдоль вала не менее чем на половину ее длины; необходимость очень точного совмещения валов, так как эти муфты не допускают радиального или углового смещения осей валов (рис.3). Материал для изготовления втулки — сталь 45; для муфт больших размеров — чугун СЧ25. Фланцевая муфта состоит из двух полумуфт и соединенных болтами. Для передачи вращающего момента используют шпоночные или шли
|
||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 533; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.147 (0.018 с.) |

 ,
, увеличивается с ростом угла γ w подъема на начальном цилиндре до γ w
увеличивается с ростом угла γ w подъема на начальном цилиндре до γ w  40° (рис. 57).
40° (рис. 57).
 от угла γ w
от угла γ w ,
, ,
, ,
, – вращающий момент на червяке, Н·м;
– вращающий момент на червяке, Н·м; – КПД, dw1 – в мм.
– КПД, dw1 – в мм. ,
, ,
,



 (рис. 49). Левую и правую стороны витка нарезают соответственно резцами 1 и 2 (см. также сечения В–В и Б–Б). В торцовом сечении (сечении, перпендикулярном оси червяка) профиль витка червяка очерчен эвольвентой, в осевом сечении (А–А) – криволинейный (выпуклый). Эвольвентный червяк представляет собой цилиндрическое косозубое колесо эвольвентного профиля с числом зубьев, равным числу витков червяка, и с большим углом наклона зубьев.
(рис. 49). Левую и правую стороны витка нарезают соответственно резцами 1 и 2 (см. также сечения В–В и Б–Б). В торцовом сечении (сечении, перпендикулярном оси червяка) профиль витка червяка очерчен эвольвентой, в осевом сечении (А–А) – криволинейный (выпуклый). Эвольвентный червяк представляет собой цилиндрическое косозубое колесо эвольвентного профиля с числом зубьев, равным числу витков червяка, и с большим углом наклона зубьев.

 оборотов червяка:
оборотов червяка: , (101)
, (101) , п2 – частоты вращения червяка и колеса;
, п2 – частоты вращения червяка и колеса; и d2 — делительные диаметры червяка и колеса;
и d2 — делительные диаметры червяка и колеса; и z2 – число витков червяка и число зубьев колеса.
и z2 – число витков червяка и число зубьев колеса.
 ,
, ,
, ,
, ,
,
 ,
,
 ,
, ,
, ,
,
 , во втором – нормальный шаг р. Различны в этих направлениях и модули зацепления:
, во втором – нормальный шаг р. Различны в этих направлениях и модули зацепления: ,
, – окружной и нормальный модули зубьев.
– окружной и нормальный модули зубьев. ,
, ,
, :
: ,
, ,
, ,
,
 , где z – действительное число зубьев косозубого колеса.
, где z – действительное число зубьев косозубого колеса.


