
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технологическая циклограмма автомата Б-201Стр 1 из 5Следующая ⇒
Технологическая циклограмма автомата Б-201 Тц = (60*n) / Qтеор. = (60*1) / 30 = 2с.
Асептическая упаковочная машина для упаковывания пастообразной и пластичной продукции
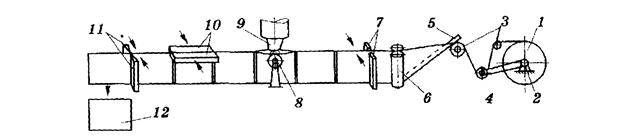
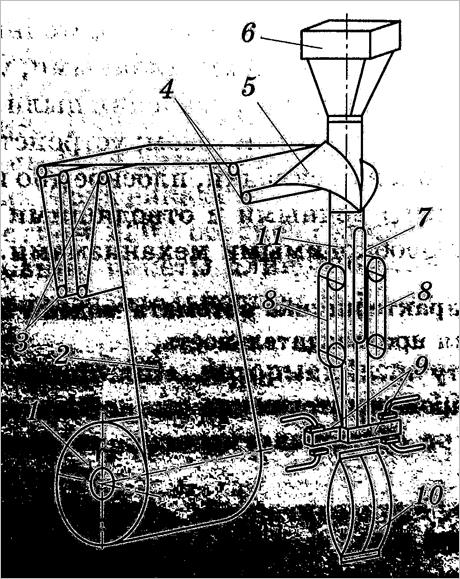
Функциональная схема асептической упаковочной системы «КП Чаб»: 1-рулон; 2-однослойная лента; 3-механизм амортизации и натяжения; 4-направляющие ролики; 5-бактерицидная лампа; 6-воротниковый рукавообразователь; 7-кожух; 8-стерилизатор; 9-продуктопровод; 10-шестеренчатый насос; 11-генератор; 12-вертикальная фасовочная труба; 13-вращающиеся ролики; 14-продольный электронагреватель; 15-рукав; 16-пластины; 17-металлические клипсы; 18-упаковочная единица; 19-механизм подачи; 20,21-бунты с проволокой. Наиболее же широко для упаковывания разнообразной пастообразной и пластичной продукции используются оболочки колбасной формы, которые изготавливаются из однослойных рулонных пленок (полиэтиленовой, поливинилхлоридной, полиамидной и др.), имеющих полиграфическое декоративное оформление. В оболочкоформирующем технологическом оборудовании из рулонной ленты непрерывно формируется рукавная оболочка и одновременно наполняется продукцией. Наполненный рукав через заданный шаг путем пережатия вытеснительным механизмом собирается пучком в этом месте опоясывается двумя металлическими клипсами, обеспечивающими надежное и герметичное укупоривание оболочки. Одновременно оболочка перерезается встроенным ножом между клипсами, и готовая упаковочная единица отделяется от рукава. При этом нижняя клипса укупоривает готовую упаковочную единицу колбасной формы, а верхняя закрывает дно непрерывно формируемого рукава и соответственно следующей упаковки. По классификации С.И. Артоболевского данная машина относится к 1 классу, так как изготавливаемый объект занимает одну позицию и в течение цикла является неподвижным или совершает ограниченные перемещения. Указанная выше технология упаковывания была создана в 1960-х годах немецкой фирмой «Франс Вермее Гмб. Х» и названа асептической упаковочной системой «КП Чаб» (чаб в переводе с английского означает «колбасная» форма). В работающем по этому принципу упаковочном оборудовании полиграфически оформленная однослойная лента 2 упаковочного материала непрерывно разматывается с рулона 1 и через механизм амортизации и натяжения 3, а также направляющие ролики 4 и бактерицидную лампу 5 поступает на воротниковый рукавообразователь 6,
который обеспечивает ее сворачивание в рукав на сопрягающейся вертикальной фасовочной трубе 12. Края формируемого рукава складываются внахлестку и свариваются непрерывным вертикальным швом от воздействия направленного потока горячего воздуха, поступающего из продольного электронагревателя 14, а его непрерывное продвижение по трубе 12 обеспечивается парой прижимающихся с двух сторон синхронно вращающихся роликов 13. Одновременно в сформированный и укупоренный снизу рукав из стерилизатора 8 шестеренчатым насосом 10 по продуктопроводу 9 и фасовочной трубе 12 подается непрерывным потоком упаковываемый продукт, заполняющий оболочку. Упаковочная зона автомата закрывается кожухом 7 и заполняется через генератор 11 стерильным воздухом, создающим в ней избыточное давление, препятствующее проникновению нестерильного наружного воздуха. На выходе из упаковочной зоны заполненный и непрерывно движущийся рукав 15 через заданный шаг кратковременно пережимается вытеснительными пластинами 16 и в месте пережатия опоясывается двумя металлическими клипсами 17 с одновременной разрезкой материала между ними встроенным ножом. При этом нижняя клипса укупоривает готовую упаковочную единицу 18 колбасной формы, а верхняя закрывает дно непрерывно формируемого рукава 15 и соответственно следующей упаковки. Шаговая подача проволоки с разматываемых бунтов 20 и 21 в механизм установки и обжатия клипс, расположенных на вытеснительных пластинах 16, осуществляется валковым подающим механизмом 19, а требуемый шаг установки клипс на непрерывно движущемся рукаве определяет фотодатчик, считывающий с его поверхности специальные метки, нанесенные при декорировании ленты. Приводными механизмами в данной машине являются: вращающиеся ролики 13 и генератор 11, который обеспечивает подачу стерильного воздуха. Типовая схема пневмопривода
Воздух в пневмосистему поступает через воздухозаборник 1. Фильтр 2 осуществляет очистку воздуха в целях предупреждения повреждения элементов привода и уменьшения их износа. Компрессор 3 осуществляет сжатие воздуха. Так как, согласно закону Шарля, сжатый в компрессоре воздух имеет высокую температуру, то перед подачей воздуха потребителям (как правило, пневмодвигателям) воздух охлаждают в теплообменнике 4 (в холодильнике). Чтобы предотвратить обледенение пневмодвигателей вследствие расширения в них воздуха, а также для уменьшения коррозии деталей, в пневмосистеме устанавливают влагоотделитель 5. Ресивер 6 служит для создания запаса сжатого воздуха, а также для сглаживания пульсаций давления в пневмосистеме. В маслораспылителе 9 в сжатый воздух добавляется смазка, благодаря чему уменьшается трение между подвижными деталями пневмопривода и предотвращает их заклинивание. В пневмоприводе обязательно устанавливается редукционный клапан 10, обеспечивающий подачу к пневмодвигателям сжатого воздуха при постоянном давлении. Распределитель 12 управляет движением выходных звеньев пневмодвигателя. В пневмодвигателе (пневмомоторе или пневмоцилиндре) 13 энергия сжатого воздуха преобразуется в механическую энергию.
Рис. 3.Типовая схема пневмопривода: 1 – воздухозаборник; 2 – фильтр; 3 – компрессор; 4 – теплообменник (холодильник); 5 – влагоотделитель; 6 – воздухосборник (ресивер); 7 – предохранительный клапан; 8 – дроссель; 9 – маслораспылитель; 10 – редукционный клапан; 11 – дроссель; 12 – распределитель; 13 – пневмомотор; М – манометр. К пакетоформирующему упаковочному оборудованию относятся такие технологические машины, в которых процесс изготовления пакетов совмещается с упаковыванием в них продукции. Разнообразие этих машин обусловливается следующими факторами: - формой, вместимостью и исполнением изготавливаемого пакета (двухшовные, трехшовные и четырехшовные пакеты; пакеты с боковыми складками, полужесткие пакеты с плоским прямоугольным дном, декоративные и «стоячие пакеты» типа Doy Раск и т.д.); - видом и исходным состоянием упаковочного материала, применяемого для изготовления пакетов (поступающие с одного рулона однослойные, полурукавные, рукавные без складок и с фальцевыми боковыми складками полимерные пленки; поступающие с двух рулонов полимерные и многослойные ленты; рулонные комбинированные полужесткие материалы на основе картона заготовки); - физическим состоянием упаковываемой продукции (жидкая и пастообразная; легкосыпучая гранулированная, зернистая и мелкоштучноя: трудносыпучая порошкообразная, пылевидная и хлопьевидная; смешанная); - принципом перемещения изготавливаемых объектов (последовательные многопозиционные, а также карусельные и конвейерные машины; роторные и роторно-конвейерные линии) и степенью универсальности (переналаживаемые и специальные машины); - уровнем автоматизации выполняемого процесса (с ручным управлением, полуавтоматические и автоматические машины) и производительностью (одно-, двух- и многопоточные машины).
Горизонтальные автоматы широко применяются для мелкопорционного упаковывания гранулированной сыпучей и мелкоштучной продукции в трехшовные пакеты, которые изготавливаются из однослойного пленочного материала, поступающего с одного рулона. К такому оборудованию относится горизонтальная упаковочная машина модели ВАЭМ 4/1-10/Г, которая разработана и серийно изготавливается группой компаний ЗАО «ВАЭМ» (Беларусь). Этот автомат предназначен для упаковывания сыпучей и трудносыпучей продукции в плоские пакеты из рулонной пленки и ламинированной полиэтиленом бумаги. В зависимости от свойств упаковываемой продукции она комплектуется адекватным дозатором, а также может дополнительно оснащаться системой удаления пыли и укладчиком пакетов с продукцией в транспортную тару.
Устройство, технологические процессы и операции горизонтального упаковочного автомата показаны на рис. 1.
Рис. 1. Функциональная схема горизонтального автомата ВАЭМ 4/1-10/Г: 1 - рулон; 2 - механизм размотки; 3 - направляющие ролики; 4 – механизм амортизации и натяжения ленты; 5 - формующий треугольник; 6 – шаговая валковая подача; 7 – вертикальные сварочные линейки; 8- механизм раскрытия пакетов; 9 - дозатор; 10 - горизонтальные сварочные линейки; 11 - зажимные планки; 12 - готовая упаковочная единица
Технологический процесс пакетоформирующего упаковочного горизонтального автомата осуществляется следующим образом. Рулон с упаковочным материалом 1 (рис. 1) устанавливается в механизме размотки 2, а затем лента с него через направляющие ролики 3 и механизм амортизации и натяжения ленты 4 подается в исполнительные механизмы автомата. К исполнительным механизмам относятся формующий треугольник 5, шаговая валковая подача 6, устройство термоконтактной сварки с вертикальными линейками 7, механизм раскрытия пакетов с вакуумными присосками 8, а также дозатор 9, механизм укупоривания пакетов с горизонтальными сварочными линейками 10 и клещевая подача, на зажимных планках 11 которой располагается отрезной нож. На следующей исполнительной позиции к стенкам сформированного пакета прикрепляются вакуумные присоски и, расходясь, раскрывают горловину пакета под загрузочным соплом дозатора, фасующим в пакет отмеренную порцию упаковываемой продукции. После этого вакуум в присосках отключается, и пакет перемещается в полурукавном полотне на позицию укупоривания, где смыкающимися горизонтальными сварочными линейками 10 герметично заваривается его горловина. Затем смыкающимися зажимными планками 11 клещевой подачи, срабатывающей синхронно с валковой подачей 6, полурукавное полотно перемещается на следующий шаг, равный ширине пакета. При этом вертикальный нож, встроенный в эти планки, разрезает полотно между сдвоенным вертикальным швом и отделяет от него готовую упаковочную единицу 12, которая по отводящему наклонному лотку перемещается на приемную позицию для укладки в транспортную тару, а разомкнувшиеся зажимные планки 11 клещевой подачи в это время возвращаются в исходное положение для выполнения следующего цикла.
ВАЭМ 4/1-10/Г
Работа механизма размотки и механизма амортизации и натяжения ленты осуществляется мотор-редукторным приводом. Он представляет собой управляемую электромеханическую систему, предназначенную для преобразования электрической энергии в механическую и управления этим процессом. Отличительной чертой данного привода от обычного электрического привода является мотор-редуктор – это электродвигатель и редуктор, совмещенные в одном корпусе. Мотор-редуктор может также иметь частотный преобразователь для привода исполнительных механизмов с низкой регулируемой частотой вращения и тормозом, обеспечивающим мгновенную остановку, что необходимо в приводах лентопротяжного механизма. В механизме раскрытия пакетов с вакуумными присосками, в вертикальных и горизонтальных сварочных линейках, а также в клещевой подаче зажимных планок и дозаторе применяется пневматический привод. Пневматический привод (пневмопривод) – это совокупность устройств, предназначенных для приведения в движение частей машин и механизмов посредством энергии сжатого воздуха. В общих чертах, передача энергии в пневмоприводе происходит следующим образом: 4. приводной двигатель передаёт вращающий момент на вал компрессора, который сообщает энергию рабочему газу; 5. рабочий газ после специальной подготовки по пневмолиниям через регулирующую аппаратуру поступает в пневмодвигатель, где пневматическая энергия преобразуется в механическую; 6. после этого рабочий газ выбрасывается в окружающую среду, в отличие от гидропривода, в котором рабочая жидкость по гидролиниям возвращается либо в гидробак, либо непосредственно к насосу.
Типовая схема пневмопривода
Рис. 3.Типовая схема пневмопривода: 1 – воздухозаборник; 2 – фильтр; 3 – компрессор; 4 – теплообменник (холодильник); 5 – влагоотделитель; 6 – воздухосборник (ресивер); 7 – предохранительный клапан; 8 – дроссель; 9 – маслораспылитель; 10 – редукционный клапан; 11 – дроссель; 12 – распределитель; 13 – пневмомотор; М – манометр.
Воздух в пневмосистему поступает через воздухозаборник 1. Фильтр 2 осуществляет очистку воздуха в целях предупреждения повреждения элементов привода и уменьшения их износа. Компрессор 3 осуществляет сжатие воздуха. Так как, согласно закону Шарля, сжатый в компрессоре воздух имеет высокую температуру, то перед подачей воздуха потребителям (как правило, пневмодвигателям) воздух охлаждают в теплообменнике 4 (в холодильнике). Чтобы предотвратить обледенение пневмодвигателей вследствие расширения в них воздуха, а также для уменьшения коррозии деталей, в пневмосистеме устанавливают влагоотделитель 5. Ресивер 6 служит для создания запаса сжатого воздуха, а также для сглаживания пульсаций давления в пневмосистеме. В маслораспылителе 9 в сжатый воздух добавляется смазка, благодаря чему уменьшается трение между подвижными деталями пневмопривода и предотвращает их заклинивание. В пневмоприводе обязательно устанавливается редукционный клапан 10, обеспечивающий подачу к пневмодвигателям сжатого воздуха при постоянном давлении. Распределитель 12 управляет движением выходных звеньев пневмодвигателя. В пневмодвигателе (пневмомоторе или пневмоцилиндре) 13 энергия сжатого воздуха преобразуется в механическую энергию.
Захарова. Клипсаторные машины применяются для укупоривания пленочных пакетов и оболочек механическим способом при котором собранная пучком горловина опоясывается обжимаемой или свариваемой клипсой. Выполняются такие клипсы обычно из алюминиевой проволоки толщиной до 2 мм или ленты шириной до 8 мм и толщиной 0,4...1,0 мм, а также из пластмассовой ленты шириной 5...10 мм, армированной по краям внутренней стальной проволокой диаметром 0,6...0,8 мм. В зависимости от требуемой производительности и уровня автоматизации процесса такие машины выполняются как с ручным приводом исполнительных механизмов, так и с автономным пневмо или электроприводом. § В процессе укупоривания заполненных пакетов они обеспечивают: § шаговую подачу в штамп проволоки или ленты, разматываемой с бобины; § отрезку в штампе из этого материала мерной заготовки и формование из нее скобы; § пережатие горловины наполненного пакета или оболочки в месте установки клипсы; § установку на пережатую горловину сформированной скобы с загибанием ее краев вокруг горловины, а также обжатие установленной клипсы. Фирмами Италии поставляются, например, следующие конструктивно простые унифицированные пневматические клипса' торные машины (рисунок 1), обслуживаемые вручную: · моделей PL и SM40P - укупоривают заполненные пакеты клипсами длиной 40 мм, изготавливаемыми из пластмассовой ленты шириной 8,0 мм и толщиной 0,8 мм, армированной по краям внутренней стальной проволокой диаметром 0,6 мм; при этом на одной устанавливаемой сменной бобине находится 600 м такой ленты, обеспечивающей укупоривание 15 тыс. пакетов; · модели AL - укупоривают заполненные пакеты клипсами длиной 35 мм, изготавливаемыми из алюминиевой ленты шириной 5,0 мм и толщиной 0,6 мм. Такой лентой, находящейся на одной сменной бобине, обеспечивается укупоривание 2800 пакетов.
Рисунок 1 - Общий вид клипсаторной машины Клипсаторные машины, выполняющие до 30 циклов в минуту, требуют подключения к пневмомагистрали с давлением 0,6 МПа; при этом расход сжатого воздуха будет достигать 50 дм3/мин. Они могут оснащаться дополнительными устройствами, наносящими на клипсы маркировку специальными чернилами или гравировкой. Для упаковывания в пакеты больших объемов производимой продукции применяются конструктивно более сложные клипсаторные машины, которые в комплексе с дополняющим технологическим оборудованием позволяют достигать высокой производительности за счет автоматизации процесса. Например, для упаковывания в пакеты различных видов нарезанного и не нарезанного хлеба, рулетов, сдобы и другой подобной продукции в Голландии производятся клипсаторные машины модели Н0LLY МINI РАСК СL, работающие в комплексе с хлеборезательной машиной непрерывного действия модели ВRS 208. Вместе с этими машинами поставляется также дополнительное технологическое оборудование: ü устройство для раздува пакета; ü устройство для нанесения на пакет даты и штрихового кода; ü конвейер, отводящий готовые упаковочные единицы; ü поворотный стол, принимающий готовую продукцию. В одном из конструктивных исполнений такой автоматизированный упаковочный комплекс может включать устройство 1 для раздува пакета (рисунок 2), клипсаторную машину 2 и конвейер 3, отводящий готовые упаковочные единицы.
Рисунок 2 – Полуавтоматический упаковочный комплекс на базе клипсаторной машины модели Н0LLY МINI РАСК СL В процессе работы указанного комплекса оператор берет очередной пакет и раскрывает его потоком воздуха, создаваемым устройством 1, а затем вкладывает в него упаковываемую продукцию, например нарезанный хлеб, и далее кладет упаковочную единицу на наклонный стол клипсаторной машины 2. По наклонному столу эта упаковочная единица перемещается на исполнительную позицию машины, где по сигналу соответствующего датчика горловина пакета автоматически пережимается и укупоривается клипсой, а затем готовая упаковочная единица подается на отводящий конвейер 3, перемещающий ее на позицию укладки в транспортную тару или в специальную таруоборудование, предназначенную для доставки товара потребителям. Производительность этого комплекса достигает 1500 упаковок в час. Выпускаются также клипсаторные машины, оснащаемые маркирующим устройством и устройством для раздува пакетов. Эти машины: ü обеспечивают установку клипсы на натуральных и искусственных колбасных оболочках, оснащаемые отрезным ножом; ü устанавливают пластмассовые клипсы со свариванием их концов, а также одновременно наносят на упаковку этикетку; ü фасуют продукцию в рукавную сетку и укупоривают ее металлической клипсой с одновременным закреплением этикетки.
Технологическая циклограмма
Многопозиционный весовой дозатор предназначен для взвешивания продуктов со средним гранулометрическим составом (карамель, драже, макаронные изделия и т.п.). Обычно устанавливается над пакетоформующей машиной. Дозатор снабжен 32-битным высокопроизводительным микропроцессором, диалоговым управлением, цифровым взвешиванием, ленточным принтер для статистической информации. Дозатор (рис. 1.14, а) состоит из рамы 2, на которой установлена приемная камера, куда поступает взвешиваемая продукция 5, четырнадцати каналов 4, по которым распределяются изделия, дозаторных лотков 3 и взвешивающих устройств 4. Принцип работы дозатора основан на сравнении и суммировании различных по весу порций, чтобы получить наиболее точную конечную массу изделий, засыпаемых в пакет. При этом допустимые стандартом отклонения сводятся к минимуму.
Технологическая циклограмма
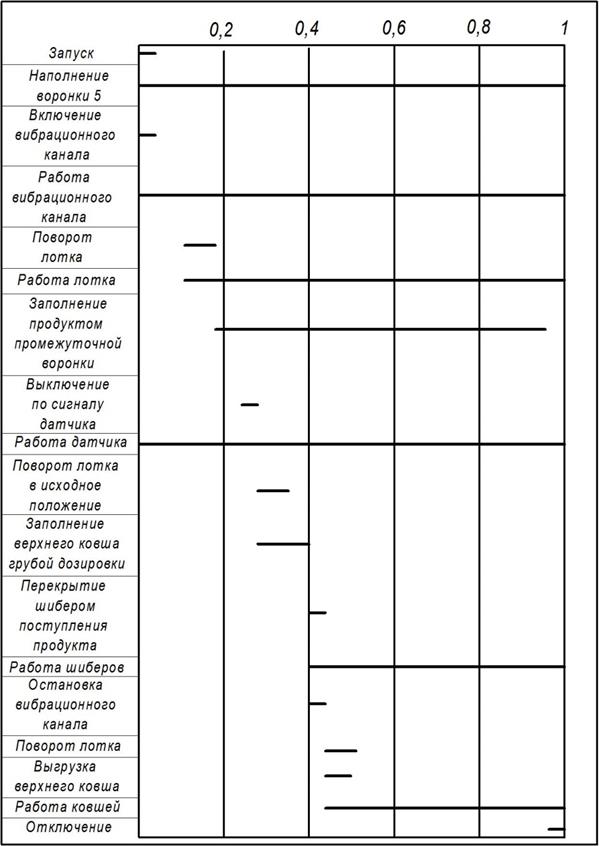
Куклинов Дозаторы - устройства, которые выполняют как дозирование – отмеривание требуемого количества продукции, так и фасование – размещение в таре или упаковочном материале продукции с предварительным или одновременным дозировании [1]. Дозаторы осуществляют дозирование и фасование в тару жидкой, пастообразной, сыпучей, смешанной, а также мелкоштучной продукции. Весовое дозирование заключается в отмеривании и фасовании продукции в тару. Отмеривание заданной дозы продукта по весу осуществляется с помощью рычажных, гидравлических, пружинных, электротензометрических или других весовых механизмов. Сыпучая продукция поступает и выдаётся из весовых дозаторов через разнообразные загрузочные и фасовочные воронки, а регулирование и перекрытие потоков обеспечивается заслонками. Дозатор Б-1000. Данный линейный дозатор имеет три отдельных вибрационных канала, каждый с индивидуальным приводом: верхний вибрационный канал 4 с (загрузочной воронкой 5 и датчиками уровня заполнения продукта) и два последовательно расположенных вибрационных канала грубой и точной дозировки. В конце верхнего канала установлен поворотный лоток 6. Он обеспечмивает поочерёдную и порционную загрузку двух виброканалов, на выходе из которых закреплены взвешивающие устройства 10 и 12, имеющие форму ковшей с нижней поворотной створкой. В верхней части ковша установлены шиберы 9 и 11 для регулировки количества поступающего продукта (рис. 1).
Рисунок 1 – Элементы весового дозатора Б-1000 Принцип действия: сначала включается в работу вибрационный канал и лоток 6 поворачивается для заполнения продуктом промежуточной воронки 3. Выключение осуществляется по сигналу датчика 2, расположенного внутри воронки и реагирующего на отсутствие продукта. По мере наполнения промежуточной воронки по сигналу датчика лоток поворачивается в исходное положение и одновременно включается в работу вибрационный канал грубой дозировки продукта: заполняется верхний ковш грубой дозировки 10 до заданной массы, далее поворотный шибер 9 перекрывает поступление продукта с одновременной остановкой вибрационного канала. Если внутри промежуточной воронки отсутствует необходимое по уровню количество продукта, по сигналу от датчика 2 лоток поворачивается и происходит досыпка до заданного значения. Верхний вибрационный канал подачи продукта остаётся в работе до тех пор, пока воронка 5 не наполнится до заданного уровня продуктом, в момент (срабатывания датчика уровня) подача продукта прекращается, а лоток вновь поворачивается в наклонное положение для досыпки из промежуточной воронки 3. После поворота лотка и одновременной выгрузки верхнего ковша 10 начинается новый цикл грубой дозировки. Циклы точной и грубой дозировки совершаются независимо друг от друга. Количество упаковок в минуту может составить от 20 до 80. Назначение: автоматическое дозирование легкосыпучих и мелкоштучных продуктов: крупа, орехи, сухарики, макароны, чипсы, пельмени, печенье, замороженные овощи и т.п. Дозаторы для сыпучей продукции выполняются как самостоятельно, так и в составе узлов фасовочно-упаковочного технологического оборудования. Вертикальная упаковочная машина модели М1Х для формирования пакета из термически свариваемой пленки и упаковки мелкоштучных, сыпучих и порошкообразных продуктов (рис. 2). Снеки, орехи, курага, чернослив, семечки. Вертикальная упаковочная машина модели М3G (рис. 3). Котлеты, конфеты, сушки, пряники, чипсы.
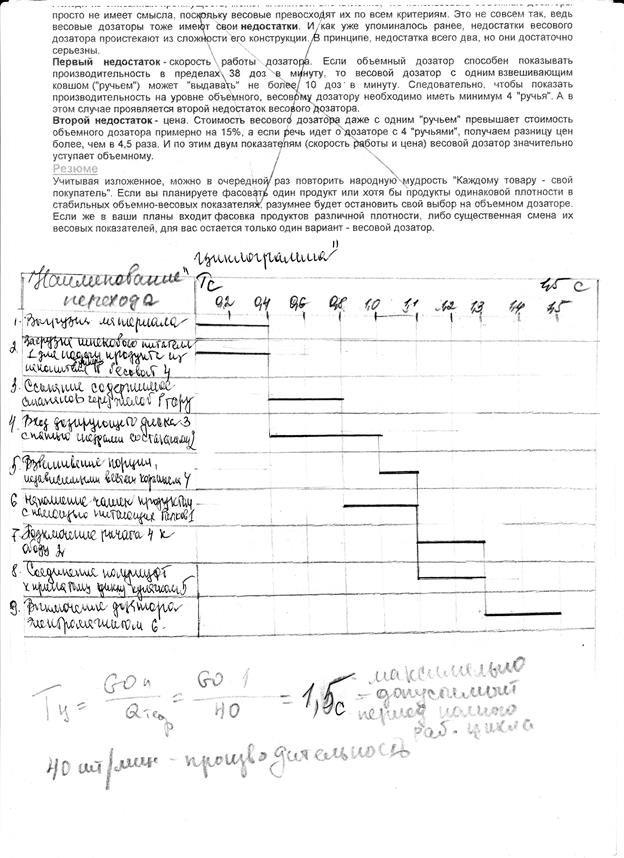
В ходе проведённого исследования весового дозатора была предпринята попытка составить циклограмму работы дозатора (рис. 4). Для построения циклограммы зададимся производительностью 60 шт./мин и числом параллельных потоков равном 1, тогда период полного рабочего цикла составит 1 с:  = =  = 1 с [2]. = 1 с [2].
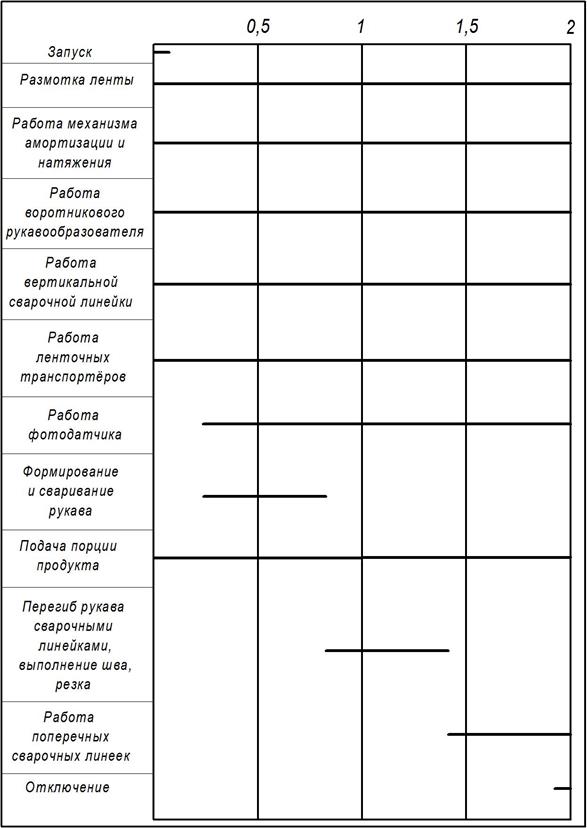
Вертикальный однопоточный автомат модели ВАМЭМ-1 предназначен для упаковывания в трёхшовные пакеты, изготавливаемые из рулонной однослойной плёнки или ламинированной полиэтиленом бумаги и алюминиевой фольги, разнообразной лёгко- и трудно- сыпучей продукции, а также мелкоштучных изделий (конфет, макарон, сухофруктов и др.) При работе в этих автоматах лента 2 упаковочного материала разматывается с рулона 1 и через механизм амортизации и натяжения 3, а также направляющие ролики 4 подаётся на воротниковый рукавообразователь 5, который обеспечивает её сворачивание в рукав на сопрягающейся вертикальной трубе 11 (рис. 1).
Рисунок 1 – Функциональная схема вертикального однопоточного автомата модели ВАЭМ-1: 1 – рулон, 2 – лента, 3 – механизм амортизации и натяжения, 4 – направляющие ролики, 5 – воротниковый рукавообразователь, 6 – дозатор, 7 – вертикальная сварочная линейка, 8 – ленточный транспортёр, 9 – поперечные сварочные линейки, 10 – заполненный пакет, 11 – труба
Края формируемого рукава соединяет непрерывным нахлёсточным швом вертикальная сварочная линейка 7, прижимающая их к трубе 11 в каждом цикле, а его пошаговое продвижение осуществляет пара ленточных транспортёров 8. Заданный шаг цикловой подачи рукава обеспечивается фотодатчиком, считывающим с поверхности ленты специальные метки. В сформированный и заваренный снизу рукав по фасовочной трубе из дозатора 6 подаётся порция упаковываемой продукции и далее он пережимается над продуктом поперечными сварочными линейками 9. В результате получается один шов, который укупоривает отделяемый от рукава заполненный пакет 10, а другой остаётся на конце рукава, образуя дно следующего пакета. В зависимости от свойств упаковываемой продукции автомат ВАЭМ-1 может дополнительно оснащаться различными объёмными дозаторами, дозаторами весовыми, устройствами снятия статического электричества, удаления пыли, вакуумирования пакетов и заполнения инертным газом, устройствами, формирующими на пакетах боковые складки и плоское дно. Данная функциональная схема предполагает использование пневмопривода, согласующегося с поперечными линейками 9, и привода, используемого с ленточными транспортёрами 8. Ниже приведены некоторые характеристики автомата модели ВАЭМ-1:
· Производительность: до 45 циклов/мин · Размеры пакетов: • ширина (80…240 мм) • высота (не более 300 мм) · Масса дозируемой продукции: 20…2000 · Размеры рулона упаковочного материала: • ширина (не более 500 мм) • наружный диаметр (не более 320 мм) · Питание: • Частота: 50 Гц • Напряжение: 380 В · Потребляемая мощность: не более 3 кВт · Масса: не более 320 кг В ходе проведённого исследования автомата модели ВАЭМ-1 была предпринята попытка составить циклограмму работы автомата (рис. 2). Для построения циклограммы зададимся производительностью 30 шт./мин и числом параллельных потоков равном 1, тогда период полного рабочего цикла составит 1 с:
Мухаева Объемно-весовой шнековый дозатор ДМД
Машина для дозирования сыпучих продуктов Принцип действия: Объемно-весовой Рабочий цикл дискретного действия обеспечивает порционное дозирование продукта Объемное дозирование на стадии подготовки дозы продукта затем ее весовой контроль Дозаторы устанавливают на упаковочных линиях. Работает по принципу вычитающего дозатора, весовой терминал по заданной дозе вычисляет пороговые значения прекращения выгрузки, световое устройство загораясь красным показывает отключение. Назначение: Заполнение тары определенным объемом/весом продукта, дозирование продукции. Продукт подается из загрузочного устройства в приемную камеру, затем весоизмерительный датчик отмеривает необходимый объем, который поступает в грузоприемное устройство. Лопасти рыхлят продукт и через шнековый дозатор выгружается в упаковочный материал/тару. Весоизмерительный датчик останавливает шнек и подача продукта прекращается, после освобождения примной камеры снова включается из подает продукт.
Технологическая циклограмма
Технологическая циклограмма
Малыгин
Tц=60*1/200=0,3 Петельская Стаканчиковый объемный дозатор Б-1800.
1-загрузочное устройство 2-ручное приводное устройство 3-мотор-редуктор 4-выпускное отверстие 5-неподвижня плита 6-дозирующая головка Может применяться для дозирования мелких, хорошо сыпучих гранулированных пищевых продуктов, круп и тп. Необходимая доза формируется в цилиндрических стаканах карусельного механизма, дискретное вращение которого осуществляется по мере их накопления продуктом. Изменяя объём стаканов, можно получить требуемую дозу продукта. Над карусельным механизмов установлены четыре камеры со смещением 90 градусов, в которых предварительно накапливается продукт. Дозируемый продукт засыпается в загрузочное устройство 1, над которым при необходимости может быть установлен бункер-накопитель. Под загрузочным устройством находится дозирующая головка 6, состоящая из верхних и нижних плит с четырьмя мерными телескопическими стаканчиками между ними. При вращении головки происходит поочерёдное заполнение стаканчиков продуктом. Под дозирующей головкой располагается неподвижная плита 5 с выпускным отверстием 4. При прохождение заполненных стаканчиков над выпускным отверстием происходит сброс дозы в свободную воронку, через которую продукт попадает в упаковочный автомат. Вращение от мотор-редуктора главного привода 3 через цепную передачу передаётся на приводной механизм с закреплённой на нём дозирующей головкой со стаканчиками. Главный привод дозаторов, снабжённый защитными устройствами, управляется цифровым программируемым частотным регулятором скорости вращения, позволяющим изменять производительность дозатора от 24 до 90 дозировок в минуту. Формирование дозы осуществляется за счёт изменения объёма мерных карманов с помощью ручного приводного устройства 2 измерения высоты стаканчиков. Возможный диапазон регулирования стаканчиков составляет от 80 до 3500 см^3.
Технологическая циклограмма автомата Б-201 Тц = (60*n) / Qтеор. = (60*1) / 30 = 2с.
|
||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 688; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.206.169 (0.137 с.) |





 Технологический процесс дозирования четырнадцатью дозаторами происходит следующим образом. Изделие поступают в приемный конический бункер 1, а затем в цилиндр 2, установленный с регулирующийся зазором над распределительным конусом 16. Датчик 3, контролирует уровень продукта в канале. Дозируемые изделия в один ряд перемещаются по поверхности 15, приводимой в колебания вибратором 14. В канале 4 изделия последовательно по пластинам 13 ссыпаются в лоток 5, а взвешивающее устройство 6 при достижении заданной массы подает команду вибратору 14 на прекращение подачи изделий. Сигнал о массе порции подается в систему контроля и управления всего дозатора.
Технологический процесс дозирования четырнадцатью дозаторами происходит следующим образом. Изделие поступают в приемный конический бункер 1, а затем в цилиндр 2, установленный с регулирующийся зазором над распределительным конусом 16. Датчик 3, контролирует уровень продукта в канале. Дозируемые изделия в один ряд перемещаются по поверхности 15, приводимой в колебания вибратором 14. В канале 4 изделия последовательно по пластинам 13 ссыпаются в лоток 5, а взвешивающее устройство 6 при достижении заданной массы подает команду вибратору 14 на прекращение подачи изделий. Сигнал о массе порции подается в систему контроля и управления всего дозатора. Система контроля и управления дозатора из трех или четырех порций выбирает такие, суммарная масса которых наиболее близка к заданной конечной массе изделий в пакете. В выбранных каналах открываются заслонки 7, и изделия ссыпаются по желобу 8 в накопительную воронку 9, а затем через соединительную трубу 10, которая перекрывается клапаном 11, отмеренная порция поступает в трубу 12 из термосвариваемого упаковочного материала.Благодаря большому количеству каналов дозатор работает с высокой производительностью, отмеривая до 120 порций в минуту, с наибольшей массой до 5кг в пакете.
Система контроля и управления дозатора из трех или четырех порций выбирает такие, суммарная масса которых наиболее близка к заданной конечной массе изделий в пакете. В выбранных каналах открываются заслонки 7, и изделия ссыпаются по желобу 8 в накопительную воронку 9, а затем через соединительную трубу 10, которая перекрывается клапаном 11, отмеренная порция поступает в трубу 12 из термосвариваемого упаковочного материала.Благодаря большому количеству каналов дозатор работает с высокой производительностью, отмеривая до 120 порций в минуту, с наибольшей массой до 5кг в пакете.

 Циклограмма работы
Циклограмма работы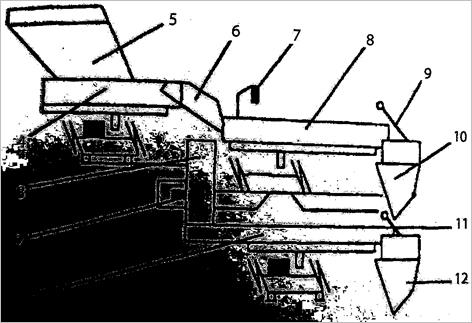


 = 2 с [1].
= 2 с [1].





 ********************************************************
********************************************************












