
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Вертикальный однопоточный автомат модели 6М-ОРЗЕ ⇐ ПредыдущаяСтр 5 из 5
Рис. 10.16. Вертикальный однопоточный автомат модели 6М-ОРЗЕ Вертикальные автоматы с воротниковым рукавообразователем широко применяются для упаковывания жидкой, пастообразной и сыпучей продукции в трехшовные пленочные пакеты, изготовленные из однослойной рулонной ленты. В процессе их работы разматываемая с рулона однослойная лента сворачивается в рукав на воротниковом рукавообразователе, а затем ее сопрягающиеся края соединяются на охватываемой трубе непрерывны продольным нахлесточным сварным швом. После этого на образованном рукаве поперечным соединительным швом выполняется дно пакета. Далее в сформированный рукав из дозатора подается порция упаковываемой продукции, а при последующем продвижении на шаг он заваривается над продуктом поперечным двойным швом с одновременной разрезкой полотна между швами. В результате один из этих швов укупоривает отделяемый от рукава заполненный трехшовный пакет, в котором имеются два поперечных соединительных шва и один продольный шов, расположенный обычно на боковой стенке пакета. Второй же поперечный шов остается на конце рукава, образуя дно следующего пакета. К такому технологическому оборудованию относится, например, вертикальный однопоточный автомат модели 6М_ОРЗЕ, обеспечивающий упаковывание жидкой и пастообразной продукции (молоко, кефир, сметана) в трехшовные полиэтиленовые пакеты. Общий вид представлен на (рис.). Данный автомат состоит из пакетоформирующего упаковочного агрегата 1 и транспортера 2, выносящего в шаговом режиме из его рабочей зоны заполненные пакеты, а также из рольганга 6, по которому пластмассовые ящики 5 поступают на позицию укладки в них через загрузочный лоток 4 готовой продукции, отсчитываемой оптическим датчиком 3. Работает автомат по параллельно-последовательной схеме действия, характеризующейся тем, что размотка упаковочной пленки с рулона и ее шаговая протяжка через исполнительные устройства машины осуществляются перемещением вниз клещевой подачи 7. При этом ее смыкающиеся линейки пережимают сформированный рукав над порцией упаковываемой продукции и сваривают его двойным поперечным швом с разрезкой полотна между швами. Одновременно расфиксируется ленточный тормоз, обеспечивая свободное вращение разматываемого рулона, и производится бактерицидная обработка перемещаемой ленты ультрафиолетовым излучением, а также осуществляется ее сворачивание в рукав на воротниковом рукавообразователе 10 и вертикальной трубе 9. В это же время поршневой дозатор 12 набирает из поплавковой камеры 11 автомата очередную порцию фасуемого продукта.
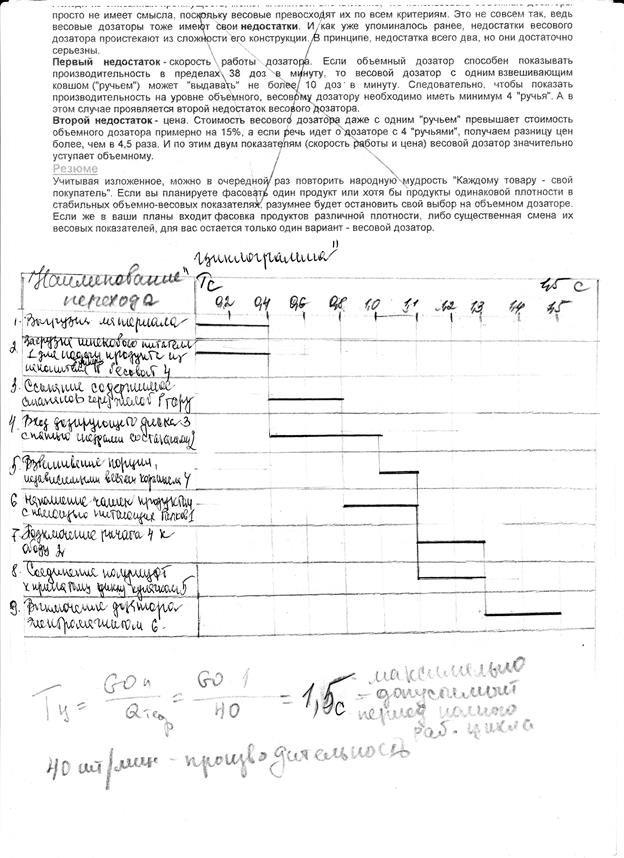
Далее сварочные линейки размыкаются и клещевая подача 7 возвращается из крайнего нижнего в верхнее исходное положение, пропуская через себя рукав. Одновременно опускающимсярычагом механизма амортизации натягивается лента тормоза,прекращая инерционное вращение рулона, а также срабатываетдатирующее устройство, наносящее на ленту соответствующуюмаркировку. В это же время прижимающейся к вертикальнойтрубе 9 сварочной линейкой 8 края свернутой в рукав пленкисвариваются внахлестку вертикальным швом, а из поршневогодозатора 12 отмеренная доза продукта по фасовочной трубе подается в сформированный рукав и заполняет следующий пакет.В этот же период цикла тяговый орган транспортера 2 перемещается на шаг, унося вперед изготовленную упаковку и сбрасывая в пластмассовый ящик 5 через загрузочный лоток 4 ту упаковочную единицу, которая находится в его конечном гнезде. Затем эжекторным устройством из рукава и следующего пакета отсасывается воздух, а также смыкаются сварочные линейки клещевой подачи 7, и цикл повторяется. Технологическая циклограмма
Малыгин
Tц=60*1/200=0,3 Петельская Стаканчиковый объемный дозатор Б-1800.
1-загрузочное устройство 2-ручное приводное устройство 3-мотор-редуктор 4-выпускное отверстие 5-неподвижня плита 6-дозирующая головка Может применяться для дозирования мелких, хорошо сыпучих гранулированных пищевых продуктов, круп и тп. Необходимая доза формируется в цилиндрических стаканах карусельного механизма, дискретное вращение которого осуществляется по мере их накопления продуктом. Изменяя объём стаканов, можно получить требуемую дозу продукта. Над карусельным механизмов установлены четыре камеры со смещением 90 градусов, в которых предварительно накапливается продукт. Дозируемый продукт засыпается в загрузочное устройство 1, над которым при необходимости может быть установлен бункер-накопитель. Под загрузочным устройством находится дозирующая головка 6, состоящая из верхних и нижних плит с четырьмя мерными телескопическими стаканчиками между ними. При вращении головки происходит поочерёдное заполнение стаканчиков продуктом. Под дозирующей головкой располагается неподвижная плита 5 с выпускным отверстием 4. При прохождение заполненных стаканчиков над выпускным отверстием происходит сброс дозы в свободную воронку, через которую продукт попадает в упаковочный автомат.
Вращение от мотор-редуктора главного привода 3 через цепную передачу передаётся на приводной механизм с закреплённой на нём дозирующей головкой со стаканчиками. Главный привод дозаторов, снабжённый защитными устройствами, управляется цифровым программируемым частотным регулятором скорости вращения, позволяющим изменять производительность дозатора от 24 до 90 дозировок в минуту. Формирование дозы осуществляется за счёт изменения объёма мерных карманов с помощью ручного приводного устройства 2 измерения высоты стаканчиков. Возможный диапазон регулирования стаканчиков составляет от 80 до 3500 см^3.
|
|||||||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 401; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.232.160 (0.009 с.) |



 ********************************************************
********************************************************












