Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Гнутье. Сравнительный анализ различных методов получение криволинейных заготовок. Перечень технологических операций процесса гнутья.Содержание книги
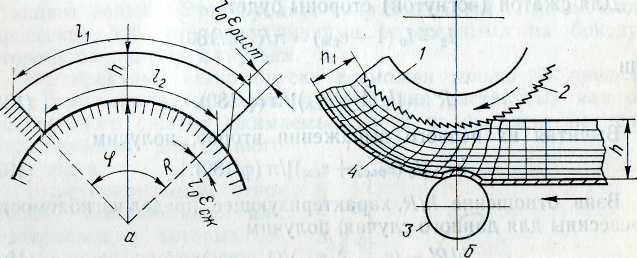
Поиск на нашем сайте Криволинейные детали из цельной древесины можно изготовлять двумя принципиально различными способами: выпиливанием криволинейных заготовок и приданием прямолинейному бруску изогнутой формы путем загибания его на шаблоне. Оба способа - применяются на практике и имеют свои преимущества и недостатки. Выпиливание криволинейных заготовок отличается простотой технологии и не требует специального оборудования. Однако при выпиливании неизбежно перерезают волокна древесины, и это настолько ослабляет ее прочность, что детали большой кривизны и замкнутого контура приходится составлять из нескольких элементов склеиванием. На криволинейных поверхностях получаются полуторцовые и торцовые поверхности срезов и в связи с этим ухудшаются условия обработки на фрезерных станках и отделки. Кроме,, того, при раскрое получается большое количество отходов. Изготовление криволинейных деталей методом гнутья требует по сравнению с выпиливанием более сложного технологического процесса и оборудования. Однако при гнутье полностью сохраняется и даже в некоторых случаях повышается прочность деталей; на их гранях не создаются торцовые поверхности, а режимы последующей обработки гнутых деталей не отличаются от режимов обработки прямолинейных деталей. Теоретические основы гнутья. Сущность явлений, происходящих при гнутье древесины, в основном сводится к следующему. Из курса сопротивления материалов известно, что при изгибе любого тела в пределах упругих деформаций возникают нормальные к поперечному сечению напряжения: растягивающие на выпуклой и сжимающие; на вогнутой стороне. Между зонами растяжения и сжатия находится нейтральный слой, нормальные напряжения в котором равны нулю. Поскольку величина нормальных напряжений изменяется по сечению, возникают скалывающие напряжения, стремящиеся как бы сдвинуть одни слои детали относительно других. Так как этот сдвиг невозможен, изгиб неизбежно сопровождается растяжением на выпуклой и сжатием на вогнутой стороне детали. Величина возникающих деформаций растяжения и сжатия зависит от толщины бруска и радиуса изгиба. Допустим, что брусок прямоугольного сечения изогнут по дуге окружности и что деформации в бруске прямо пропорциональны напряжениям, а нейтральный слой находится в середине бруска. Обозначим толщину бруска Н, начальную длину его через /о, радиус изгиба по нейтральной линии через К (рис. 93).
Рис. 93. Изгиб бруска: а — деформации при изгибе; б — гнутье заготовки с шиной по шаблону; / — шаблон; 2 — насечки; 3 — прессующий ролик; 4 — шина
В технологический процесс гнутья древесины входят гидротермическая обработка, гнутье и сушка изогнутых деталей для стабилизации приданной формы. В общий технологический процесс изготовления изделий не всегда входит процесс гнутья. Чаще всего оно следует за раскроем. Технологический процесс происходит так: раскрой на заготовки, гидротермическая обработка заготовок, гнутье, сушка и механическая обработка гнутых заготовок. В некоторых случаях гнутью подвергают уже частично обработанные детали. К качеству древесины заготовок для гнутья предъявляют повышенные требования: рационально раскраивать древесину по предварительной разметке, не допускать в заготовках дефектов, вызывающих брак гнутья. Заготовки необходимо вырезать только из здоровой древесины. Отклонение направления волокон от оси бруска (косослой) не должно превышать.5-10°. При раскрое следует добиваться, чтобы продольные резы шли по возможности вдоль волокон обреза доски. При обычных методах гнутья в заготовках совершенно не допускаются сучки, в том числе и здоровые, вполне сросшиеся с древесиной. При гнутье с одновременным прессованием сучки допускаются в довольно больших пределах, что резко увеличивает выход заготовок. Нормы допускаемых пороков указываются в технических условиях на изделия. Выкраивать заготовку следует с учетом припусков на последующую обработку. Для гнутья с одновременным прессованием, кроме припуска на механическую обработку, должен учитываться припуск на упрессовку поперек волокон. Гидротермическая подготовка. Гидротермическая подготовка перед гнутьем необходима для того, чтобы повысить пластичность древесины. Под пластичностью понимают свойство древесины изменять свою форму без разрушения под влиянием внешних сил и сохранять эту форму после прекращения действия этих сил.
Способы и оборудование для гнутья древесных материалов разнообразны. Однако во всех случаях необходим шаблон, вокруг которого изгибается заготовка и профиль которого определяет форму ее изгиба. Только при использовании точного шаблона можно получить гнутые детали заданной формы. Применяемые для гнутья массивных брусков гнутарные станки можно разделить на два типа: станки для гнутья на неполную окружность и станки для гнутья на полную окружность.
Прессование древесины. Одним из прогрессивных методов механической обработки древесины является прессование. Прессование основано на силовом воздействии на древесину с использованием ее пластических свойств. Прессуют древесину для получения сложных форм или для уплотнения. Прессование широко используют для получения деталей декора в мебельной промышленности для получения из древесины материалов, заменяющих цветные металлы для машиностроения и изоляционные материалы в электротехнической промышленности. Спрессованная древесина обладает более высокими физико-механическими показателями, чем натуральная. Прессование характеризуется степенью упрессовки, которая определяется по соотношению размеров деталей из древесины до прессования и после прессования. Степень упрессовки вычисляется по формулам: ε = (hнач-hк)/ hнач ε = (hнач-hк)/ hк (104) где ε и εо — степени упрессовки, определяемые для начального или конечного размера; hнач— размер детали до прессования hк — после прессования. Степень упрессовки иногда выражают в процентах. Практически прессование древесины производят до 40 % упрессовки. Древесина поддается прессованию легче поперек волокон при гидротермической подготовке, повышающей ее пластичность.
Древесина становится более пластичной при влажности около 30% и повышенной до 160 0 С температуре. Более высокая температура приводит к пиролизу древесного вещества. Стабилизация формы, полученной при прессовании, обеспечивается охлаждением и последующей сушкой до влажности не выше 12%. При прессовании древесины происходит деформирование ее клеток. При этом наблюдаются три фазы деформирования. В начальный момент прессования древесина находится в стадии упругой деформации сжатия клеток е примерно равно до 6%. Во второй фазе прессования тонкие стенки клеток разрушаются и наступает стадия пластической деформации при е от 6 до 30%, в третьей фазе — при е от 30 до 40%— разрушаются более толстые стенки клеток и уплотняются полости клеток, деформированных во второй фазе. На рис. 96, а приведена зависимость деформации от напряжений при прессовании древесины, где показаны фазы прессования. Прессование различают по направлению усилий: плоское — одноосное; контурное и объемное — гидростатическое. На рис. 96, б показаны схемы этих видов прессования древесины. Степень упрессовки увеличивается с увеличением напряжений и уменьшается с увеличением модуля упругости, вязкости и скорости нагружения. Чаще всего используют плоское и контурное прессование. Плоское прессование можно осуществлять с пресс-формой, ограничивающей форму прессуемой детали, или без нее. Необходимое усилие для прессования определяется в зависимости от размеров детали и требуемой степени упрессовки. Основные моменты технологии прессования древесины: - вследствие прессования увеличивается плотность (вплоть до 1,3 кг/см3) и прочность древесины,
|
|||
|
|
Последнее изменение этой страницы: 2016-07-14; просмотров: 951; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.102 (0.006 с.) |