
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Анализ проблемы и постановка задачи проектированияСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Анализ проблемы и постановка задачи проектирования
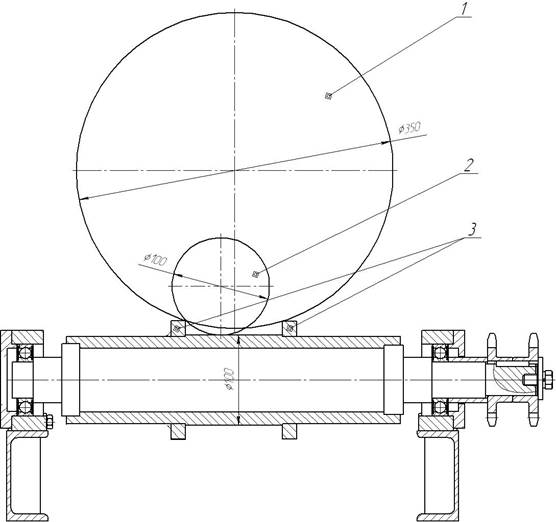
В связи с увеличением объемов производства и увеличением номенклатуры выпускаемых изделий на ЗАО «Новомет-Пермь» было принято решение о модернизации существующей установки для подачи трубных заготовок на отрезной станок, с возможностью подачи не только круглого проката, но и листового материала. В процессе отрезания требуется точное центрирование и надежная фиксация заготовок на рольганге. В старой конструкции центрирование обеспечивалось двумя кольцами, одетыми на ролики. Применение такой конструкции позволяет довольно точно центрировать подаваемые заготовки, но только больших диаметров (Рис. 1, позиция 1), при малых диаметрах заготовок она начинают «гулять» при резании (Рис. 1, позиция 2), что негативно сказывается на качестве и точности среза. Также они не обеспечивает надежной фиксации, из-за довольно низкой высоты колец, что также видно на Рис. 1.
Рис. 1 Подача на рольганг круглого проката
Похожая ситуация с центрированием и надежной фиксацией возникает при перемещении на отрезной станок на рольганге листового материала (Рис. 2). В дополнение к этому происходит изгиб подаваемого листа, что приводит к неудовлетворительному качеству спила при резании под некоторым углом к плоскости листа, что отчетливо видно на Рис. 3.
Рис. 2 Подача на рольганге листового тела
Рис. 3 Резание под некоторым углом изогнутого листа
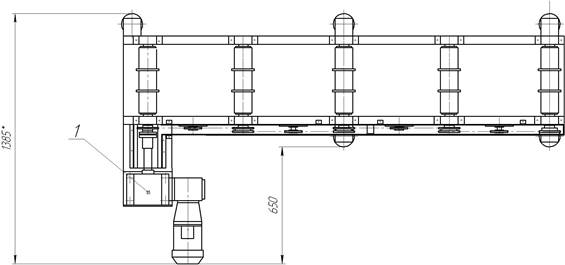
Еще одним существенным недостатком является непродуманность конструкции и расположения двигателя и редуктора рольганга (Рис. 4, позиция 1). Выступающие элементы увеличивают поперечные размеры рольганга практически в 2 раза.
Рис. 4 Рольганг: вид сверху
Исходя из всего вышеизложенного сформулируем основные задачи которые предстоит решить: § Обеспечить возможность точного центрирования как больших, так и маленьких по диаметру трубных заготовок; § Обеспечить надежную фиксацию подаваемого материала; § Обеспечить возможность подачи листового материала наравне в трубным; § Уменьшить габариты станка.
Анализ, патентный поиск, обзор, выбор и обоснование рационального технического решения
Существует два направления модернизации станка: § проектирование нового станка; § модернизация существующей конструкции, путем доработки отдельных узлов. Первое направление подразумевает создание новой конструкции станка. Преимуществом данного подхода является относительная свобода проектирования (конструкция зависит от минимального числа факторов). К недостаткам можно отнести то, что создание нового станка как правило требует больших затрат времени и ресурсов. Второе направление подразумевает создание подающего рольганга на базе уже существующей конструкции. К преимуществам этого направления относятся меньшие расходы ресурсов и времени. Недостатком является зависимость проектного решения от существующей конструкции дорабатываемого станка. В связи с тем, что проектирование нового оборудование требует большого количества времени, материальных затрат и выделение небольшой, но все же группы, разработчиков, а также основываясь на экономическом расчете, выбор был сделан в пользу второго варианта (модернизация существующей конструкции), как наиболее оправданного с точки зрения действующего производства.
Патентный поиск Патентный поиск проводился в библиотеке им. Горького г.Перми, интернете на сайтах посвященных патентам в том числе и зарубежным. Поиск производился по следующим направлениям: § Конструкции рольгангов (как подающих так и не подающих); § Конструкции и конструктивные решения роликов для рольгангов. В результате было найдено небольшое количество патентов, предлагающих решение проблемы по точному центрированию, возможности подачи листовых и круглых заготовок, уменьшению габаритов. Ниже представлены патенты с наиболее подходящими решениями для поставленных задач.
Продукция фирмы ЭкоДревПром Наименование продукции: «Рольганг центрирующий мод. CR 4000, 6000» Предназначение и принцип действия: Станок предназначен для автоматизированного занятия центрального направления (централизирование) и введению бруса (не обрезной доски) в обрезной станок (Рис. 13). Материал, которой перемещается по роликам, может быть отцентрирован относительно оси рольганга комплектом четырёх или пяти пар централизующих рычагов (Рис. 13, позиция 1). Перемещение централизующих рычагов осуществляется по круглым трубным направляющим.
Рис. 13 Центрирующий рольганг модели CR4000, 6000
Таблица 1
В данном случае видно, довольно частое использование на подающих рольгангах центрирующих механизмов, что доказало свою эффективность и полезность. Однако во всех этих механизмах не учитывалось возможность создания препятствия движению заготовки из-за трения о боковые стенки. В нашем случае применение роликов в качестве центрирующих прижимных элементов исключает такое явление. Таких конструкций также не было выявлено при патентном поиске, что позволяет думать о уникальности данного конструктивного решения.
Расчет на прочность Рабочим органом рольганга являются ролики, поэтому нагрузки, действующие на рольганг, рассматриваются применительно к роликам. Нагружение всех остальных деталей и узлов рольганга (подшипники роликов, шестерни и зубчатые колесо раздаточного редуктора, подшипника редуктора, валы редуктора, муфты и т.п.) могут быть получены по установленным нагрузкам на ролики. Основным режимом работы рабочего рольганга (по занимаемому времени) является транспортировка проката. Для этого режима нагрузка на ролики будет определяться массой трубного проката и его длиной. Нагрузка на один ролик обратно пропорциональна числу роликов, которые одновременно соприкасаются с подаваемым материалом. При транспортировке слитка считается, что его масса воспринимается 5-ю роликами. Но на практике некоторое число роликов непосредственно не соприкасаются с раскатом в виде его неровности, поэтому допускают, что в контакте с раскатом находятся 70% общего числа роликов. Т.к. максимальная подаваемая масса проката будет составлять 4000 кг можно предполагать, что нагрузка на один ролик будет составлять:
С полученными данными рассчитаем ролик в системе Simulation, на основе твердотельной модели, построенной в системе SolidWorks. Вид твердотельной модели упора представлен на Рис. 21. Геометрия модели была выбрана в соответствии особенностям всей конструкции в целом. Материалом служит Сталь 20 ГОСТ 5632-72.
Рис. 21 Вид твердотельной модели ролика
Simulation - мощный и простой в использовании программный комплекс для проведения инженерных расчетов. Созданный для нужд аэрокосмической промышленности, Simulation позволяет решать любые инженерные задачи. Simulation имеет широкий спектр специализированных решателей, позволяющих провести анализ большинства встречающихся задач для деталей и сборок: § Линейный статический анализ § Определение собственных форм и частот § Расчет критических сил и форм потери устойчивости § Тепловой анализ § Совместный термостатический анализ § Расчет сборок с использованием контактных элементов § Нелинейные расчеты § Оптимизация конструкции § Расчет электромагнитных задач § Определение долговечности конструкции § Расчет течения жидкостей и газов
Схема нагружения ролика представлена на Рис. 22.
Рис. 22 Схема нагружения ролика
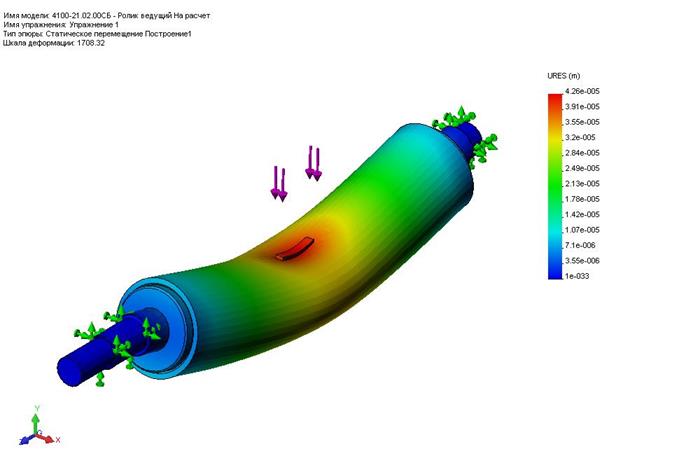
В соответствии с положением ролика в рольганге и с прилагаемыми к нему нагрузками, была сформирована модель нагружения. В качестве элементов ограничивающих перемещение ролика в пространстве взяты места под подшипники (Рис. 22, позиция 1) с двух сторон от ролика (полностью зафиксировано в пространстве). Нагрузкой является давление, распределенное по всей поверхности площадки, специально сделанной для расчета ролика, являясь как бы пятном контакта ролика от лежащей на ней трубы (Рис. 22, позиция 2), и равняющееся – 1150 кг. Эпюры результатов расчета показаны на Рис. 23 по Рис. 26.
Рис. 23 Эпюра напряжений
Деформации в ролике под действием заданных нагрузок крайне малы, поэтому для наглядности был также применен коэффициент масштабирования в графическом представлении результата. На Рис. 23 можно увидеть распределение напряжение в ролике под действием нагрузки в 1150 кг.
Рис. 24 Эпюра перемещения
Так как самое большое перемещение в упоре под действием нагрузок не превышает 0,05 мм, то для наглядного представления о перемещениях был использован коэффициент масштабирования в графическом представлении результата.
Рис. 25 Эпюра распределения запаса прочности
Данная эпюра представляет наибольший интерес, так как она определяет наименьший во всей конструкции коэффициент запаса прочности, что позволяет судить о надежности конструкции. Из эпюры, представленной на Рис. 25 видно, что наименьший коэффициент запаса прочности составляет 4,78, что говорит о довольно хорошей надежности конструкции ролика. Расчет коэффициент запаса прочности велся по максимальным напряжениям.
Рис. 26 Эпюра усилия сжатия
На Рис. 26 видно, что максимальные напряжения не превышают предела текучести Стали 20 (300 МПа), т.е. не будет происходить необратимых деформации при работе ролика.
На основе полученных данных можно утверждать, что ролик данной конструкции будет работать в штатном режиме при приложении максимальной нагрузки, т.е. 1150 кг.
Расчет привода конвейера Исходные данные для расчета На конвейере происходит подача листового (2500х500х40 мм) и трубного (Ø 400 мм) проката. Конвейер имеет 5 стальных роликов Ø 110 мм и длиной 503 мм. Звездочки цепной передачи имеют 12 зубьев. Диаметр опорных цапф роликов d=40 мм. Одновременно на конвейере может находиться только одна плита, либо труба. § Макс. скорость – § Макс. допустимое ускорение – § Наружный диаметр роликов – § Внутренний диаметр роликов – § Диаметр звездочек – § Максимально допустимая масса –
Рис. 27 Расположение цепей
Расчет параметров двигателя Сила сопротивления качению: сила сопротивления рассчитывается также, как и для привода транспортного устройства.
Где,
Статистическая мощность КПД цепной передачи
При этом необходимая статистическая мощность двигателя при КПД редуктора
Выбор двигателя На основе проделанных расчетов выбираем двигатель мощностью 0,18 кВт – АИС63 В4 (Рис. 28):
Рис. 28 Асинхронный двигатель АИС63 В4
Технологический раздел Технология изготовления оси Ось работает в натяжном устройстве, на нее крепится подшипник со звездочкой. Изготавливается из круглого проката Ø 55 мм, материал - Сталь 45 ГОСТ 1050-88. В связи с небольшим объемом выпуска данных деталей обработка будет проводится на токарно-винторезном станке 1К62 и универсально-фрезерном станке ВМ130М. Чертеж оси приведен на Рис. 30.
Рис. 29 Трехмерный вид модели оси
1. Отрезная: на отрезном станке отрезается часть трубного проката с припуском на мехобработку. 2. Токарная: закрепленная в трехкулачковый патрон обрабатывается часть детали до необходимого диаметра, подрезаются торцы. 3. Токарная: закрепленная в трехкулачковый патрон обрабатывается другая (противоположная) часть детали до необходимого диаметра, подрезаются торцы. 4. Слесарная: с детали снимаются заусеницы, притупляются острые кромки; деталь отправляется на следующую операцию. 5. Фрезерная: с детали удаляется часть материала с самого большого диаметра. 6. Сверлильная: Сверлятся отверстия под винты и под резьбу. 7. Резьбонарезная: нарезается резьба на просверленном отверстии. 8. Промывочная: промывка детали от остатков материала, стружки, СОЖ и т.п. 9. Контрольная: проверка размеров детали на контрольном столе.
Таблица 2
Деталировка с рисунками дана в приложении Д, чертеж оси показан на Рис. 30.
3. Спецчасть 3.1. Общие требования безопасности На основании ГОСТ 12.2.022-80 Настоящий стандарт распространяется на конвейеры, в том числе оснащенные загрузочными и разгрузочными устройствами, применяемые во всех отраслях народного хозяйства, и устанавливает общие требования безопасности к их конструкции и размещению. Стандарт не распространяется на конвейеры, предназначенные для перевозки людей, конвейеры, устанавливаемые на судах, в шахтах и карьерах, а также конвейеры, являющиеся составными частями (узлами) производственного (технологического) оборудования или машин.
Общие положения 1.1. Конвейеры должны соответствовать требованиям настоящего стандарта и ГОСТ 12.2.003—91. 1.2. Дополнительные требования безопасности к конвейерам конкретных видов, не устанавливаемые настоящим стандартом, должны быть указаны в стандартах или технических условиях на эти конвейеры.
Требования к конструкции 2.1. В установленных на конвейерах загрузочных и разгрузочных устройствах не допускается заклинивание и зависание груза, образование просыпей. Не допускается загрузка конвейера сверх расчетных норм для условий эксплуатации, установленных в технических условиях или эксплуатационной документации. 2.2. Не допускается падение груза с конвейера или машины в местах передачи транспортируемого груза с одного конвейера на другой конвейер или машину. 2.3. Приемная часть конвейеров, загружаемых вручную штучными грузами, должна быть расположена на горизонтальном или наклонном участке конвейера с уклоном не более 5° в сторону загрузки. 2.4. На наклонных конвейерах (наклонных участках конвейеров) штучные грузы при транспортировании должны находиться в неподвижном состоянии по отношению к плоскости грузонесущего элемента конвейера и не менять положения, принятого при загрузке. 2.5. Не допускается самопроизвольное перемещение в обратном направлении грузонесущего элемента с грузом при отключении привода в конвейерах, имеющих наклонные или вертикальные участки трассы. Неприводные конвейеры (роликовые, дисковые) должны иметь в разгрузочной части ограничительные упоры и приспособления для снижения скорости движущегося груза. 2.6. На трассах конвейеров с передвижными загрузочными и разгрузочными устройствами должны быть установлены конечные выключатели и упоры, ограничивающие ход загрузочно-разгрузочных устройств. 2.7. Грузовые натяжные устройства конвейеров должны иметь концевые упоры для ограничения хода натяжной тележки и конечные выключатели, отключающие привод конвейера при достижении натяжной тележкой крайних положений. 2.8. Наклонные и вертикальные участки цепных конвейеров должны быть снабжены ловителями для захвата цепи в случае ее обрыва, угрожающего обслуживающему персоналу. 2.9. В конструкциях составных частей конвейеров массой более 50 кг, подлежащих подъему или перемещению грузоподъемными средствами при транспортировании, монтаже, демонтаже и ремонте, должны быть предусмотрены соответствующие приливы отверстия или рым-болты, если без них применение стропов и других такелажных средств является опасным. 2.10. Шумовые характеристики конвейеров — по ГОСТ 12.1.003—83. 2.11. Вибрационные характеристики на рабочих местах обслуживания конвейеров — по ГОСТ 12.1.012—90. 2.12. Концентрация вредных веществ в воздухе рабочей зоны обслуживания конвейеров, находящихся в помещениях и предназначенных для транспортирования грузов, выделяющих вредные вещества, не должна превышать значений, установленных ГОСТ 12.1.005—88. 2.13. Требования к электрооборудованию, монтажу электрических цепей и заземлению конвейеров должны быть установлены в нормативно-технической документации на конвейеры конкретных видов и соответствовать «Правилам устройства электроустановок», «Правилам технической эксплуатации электроустановок потребителей» и «Правилам техники безопасности при эксплуатации электроустановок потребителей», утвержденных Госэнергонадзором СССР.
Требования к средствам защиты 3.1. Движущиеся части конвейеров (приводные, натяжные и отклоняющие барабаны, натяжные устройства, канаты и блоки натяжных устройств, ременные и другие передачи, муфты и т. п., а также опорные ролики и ролики нижней ветви ленты) должны быть ограждены в зонах постоянных рабочих мест, связанных с технологическим процессом на конвейере, или по всей трассе конвейера, если имеет место свободный доступ или постоянный проход вблизи конвейера лиц, не связанных с обслуживанием конвейера. 3.2. Защитные ограждения должны быть снабжены приспособлениями для надежного удержания их в закрытом (рабочем) положении и в случае необходимости быть сблокированы с приводом конвейера для его отключения при снятии (открытии) ограждения. 3.3. Ограждения следует изготовлять из металлических листов, сетки и других прочных материалов. В сетчатых ограждениях размер ячейки должен быть выбран таким, чтобы исключался доступ к огражденным частям конвейера. 3.4. В зоне возможного нахождения людей должны быть ограждены или защищены: § смотровые люки пересыпных лотков, бункеров и т. п., установленных в местах загрузки и разгрузки конвейеров, периодически очищаемые обслуживающим персоналом; § проходы (проезды) под конвейерами сплошными навесами, выступающими за габариты конвейеров не менее чем на 1 м; § участки трассы конвейеров (кроме подвесных конвейеров), на которых запрещен проход людей, при помощи установки вдоль трассы перил высотой не менее 1,0 м от уровня пола. 3.5. Конвейеры, передвигающиеся по рельсам, если они не закрыты специальными кожухами, и конвейеры, установленные в производственных зданиях ниже уровня пола, должны быть ограждены по всей длине перилами высотой не менее 1,0 м от уровня пола. Перила, ограждающие конвейеры, установленные ниже уровня пола, должны быть закрыты на высоту не менее 0,15 м от уровня пола. 3.6. На конвейерах, входящих в автоматизированные транспортные или технологические линии, должны быть предусмотрены устройства для автоматической остановки привода при возникновении аварийной ситуации. 3.7. На технологической линии, состоящей из нескольких последовательно установленных и одновременно работающих конвейеров или из конвейеров в сочетании с другими машинами (питателями, дробилками и т. п.), приводы конвейеров и всех машин должны быть сблокированы так, чтобы в случае внезапной остановки какой-либо машины или конвейера предыдущие машины или конвейеры автоматически отключались, а последующие продолжали работать до полной разгрузки транспортируемого груза. 3.8. Конвейеры малой протяженности (до 10 м) в головной и хвостовой частях должны быть оборудованы аварийными кнопками для остановки конвейера. Конвейеры большой протяженности должны быть дополнительно оборудованы выключающими устройствами для остановки конвейера в аварийных ситуациях в любом месте. При оснащении всей трассы конвейеров тросовым выключателем, дающим возможность остановки конвейеров с любого места, аварийные кнопки для остановки конвейера в головной и хвостовой частях допускается не устанавливать. 3.9. В схеме управления конвейерами должна быть предусмотрена блокировка, исключающая возможность повторного включения привода до ликвидации аварийной ситуации. 3.10. На участках трассы конвейеров, находящихся вне зоны видимости оператора с пульта управления, должна быть установлена двусторонняя предупредительная предпусковая звуковая или световая сигнализация, включающаяся автоматически до включения привода конвейера. Двусторонняя сигнализация должна обеспечивать не только оповещение о пуске конвейера лиц, находящихся вне зоны видимости с пульта управления конвейером, но и подачу ответного сигнала на пульт управления с участков трассы, невидимых оператору, о готовности конвейера к пуску. При отсутствии постоянных рабочих мест на трассе конвейера предусматривать подачу ответного сигнала не требуется. 3.11. На рабочих местах должны быть помещены таблички, поясняющие значения применяемых средств сигнализации и порядок управления конвейером. 3.12. Конвейеры, транспортирующие горячие грузы, должны иметь средства защиты обслуживающего персонала от ожогов. 3.13. Конвейеры, предназначенные для транспортирования пылевидных, пыле-, паро- и газовыделяющих грузов, должны снабжаться пылеподавляющими или пылеулавливающими системами в местах выделения пыли, отводами к местной вытяжной вентиляции в местах выделения пара или местными отсосами для подключения абсорбционных устройств в местах выделения газа. 3.14. Конвейеры, предназначенные для транспортирования мокрых грузов, должны быть закрыты кожухами или щитами в местах возможного брызгообразования. 3.15. Места периодической смазки конвейеров должны быть доступны без снятия защитных устройств.
Требования к размещению конвейеров в производственных здания, галереях, тоннелях и на эстакадах 4.1. Конвейеры, кроме подвесных, следует устанавливать так, чтобы расстояние по вертикали от наиболее выступающих частей конвейера, требующих обслуживания, до нижних поверхностей выступающих строительных конструкций (коммуникационных систем) было не менее 0,6 м, а от транспортируемого груза — не менее 0,3 м. 4.2. При размещении стационарных конвейеров должна быть предусмотрена возможность применения в доступных местах трассы конвейера механизированной уборки из-под него просыпавшегося (счищенного) груза. 4.3. В производственных зданиях, галереях, тоннелях и на эстакадах вдоль трассы конвейеров должны быть предусмотрены проходы для безопасного обслуживания, монтажа и ремонта. 4.4. Ширина проходов для обслуживания должна быть не менее: 0,75 м — для конвейеров всех видов (кроме пластинчатых); 1,0 м — для пластинчатых конвейеров; 1,0 м —между параллельно установленными конвейерами; 1,2 м — между параллельно установленными пластинчатыми конвейерами. Примечания 1. Ширина прохода между параллельно установленными конвейерами, закрытыми по всей трассе жесткими или сетчатыми ограждениями, может быть уменьшена до 0,7 м. 2. При наличии в проходе между конвейерами строительных конструкций (колонн, пилястр и т. п.), создающих местное сужение прохода, расстояние между конвейером и строительными конструкциями должно быть не менее 0,5 м на длине прохода до 1,0 м. Эти места прохода должны быть ограждены. 3. На участках трассы конвейера, над которыми перемещаются погрузочные и разгрузочные устройства, ширина проходов с обеих сторон конвейера должна быть не менее 1,0 м. Требование не распространяется на ленточные конвейеры с лопастными питателями, размещенные в подштабельных галереях. 4.5. Ширина проходов, используемых только для монтажа и ремонта конвейеров, должна быть не менее 0,5 м для вновь проектируемых конвейеров. 4.6. Высота проходов должна быть не менее: 2,1 м — для конвейеров с постоянными рабочими местами, установленных в производственных помещениях; 2,0 м— для конвейеров, не имеющих рабочих мест, установленных в производственных помещениях; 1,9 м — для конвейеров, установленных в галереях, тоннелях и на эстакадах. При этом потолок не должен иметь острых выступающих частей. 4.7. По ширине прохода вдоль трассы конвейеров, размещенных в галереях, имеющих наклон к горизонту 6—12°, должны быть установлены настилы с поперечинами, а при наклоне более 12° — лестничные марши. 4.8. Через конвейеры длиной более 20 м, размещенные на высоте не более 1,2 м от уровня пола до низа наиболее выступающих частей конвейера, в необходимых местах трассы конвейера должны быть сооружены мостики, огражденные поручнями высотой не менее 1,0 м, для прохода людей и обслуживания конвейеров. 4.9. Мостики через конвейеры должны размещаться на расстоянии друг от друга не более: 50 м — в производственных помещениях; 100 м — в галереях, на эстакадах. 4.10. Мостики должны устанавливаться так, чтобы расстояние от их настилов до низа наиболее выступающих строительных конструкций (коммуникационных систем) было не менее 2,0 м. 4.11. Ширина мостиков должна быть не менее 1,0 м. 4.12. Конвейеры, у которых оси приводных и натяжных барабанов, шкивов и звездочек находятся выше 1,5 м от уровня пола, должны обслуживаться со стационарных или передвижных площадок. Допускается в технически обоснованных случаях сооружать площадки, начиная от высоты расположения осей механизмов 1,8 м над уровнем пола. Расстояние по вертикали от настила площадки до низа выступающих строительных конструкций (коммуникационных систем) должно быть не менее 2,0 м. Площадки должны быть ограждены поручнями высотой не менее 1,0 м со оплошным закрытием высотой не менее 0,15 м от уровня настила. При использовании конвейеров в комплекте с дробильно-сортировочными установками высота сплошного закрытия площадки должна быть не менее 0,1 м. 4.13. Лестницы переходных мостиков, площадок для обслуживания конвейеров должны иметь угол наклона к горизонту: не более 45° — при постоянной эксплуатации; не более 60° — при эксплуатации 1— 2 раза в смену; 90° — при эксплуатации не чаще одного раза в смену. Ширина лестниц должна быть не менее 0,7 м. Допускается изготовлять вертикальные лестницы шириной от 0,4 до 0,6 м. Применение вертикальных лестниц допускается только в случае невозможности размещения маршевых лестниц. Вертикальные лестницы высотой более 2 м должны иметь ограждение в виде дуг (хомутов) со стороны спины рабочего, перемещающегося по лестнице. Лестницы должны быть ограждены поручнями высотой не менее 1,0 м. 4.14. Настилы мостиков и площадок должны быть сплошными и нескользкими. 4.15. Конструкцией конвейера должен быть предусмотрен легкий безопасный доступ к элементам, блокам и контрольным устройствам, требующим периодической проверки, а также устройствам регулирования, загрузки и разгрузки, люкам, управляемым вручную или механически.
3.1.5. Контроль выполнения требований безопасности 5.1. Контроль выполнения требований безопасности должен проводиться: при проверке конструкторской документации на конвейеры и их размещение; после изготовления конвейеров, транспортируемых в собранном виде предприятием-изготовителем при приемочных испытаниях; после окончания монтажа, наладки и обкатки вновь устанавливаемых конвейеров; после аналогичных работ, вызванных переносом на другое место конвейера или расширением конвейерной линии; после капитального ремонта и реконструкции конвейеров. 5.2. Контроль должен включать проверку конвейеров внешним осмотром и замером контролируемых параметров как в нерабочем, так и в рабочем состоянии. 5.3. Методы определения шумовых характеристик конвейеров — по ГОСТ 12.1.026-80 — ГОСТ 12.1.028-80. 5.4. Измерение вибрации — по ГОСТ 12.1.012—90. Экономическая часть Для оценки целесообразности проектирования модернизированного стенда для подачи заготовок на отрезной станок необходимо провести экономический расчет. На его основе будет сделан вывод, что будет более выгодно предприятию: произвести модернизацию своего существующего рольганга, либо купить новый. Анализ проведён в соответствии с «Методическими рекомендациями по оценке эффективности инвестиционных проектов и отбору их для финансирования», Косов В.В., Лившиц В.Н. и др., М.: Экономика, 2000 г. Оценка предстоящих затрат и результатов при определении эффективности инвестиционного проекта осуществляется в пределах расчётного периода, продолжительность которого (горизонт расчёта) принимается с учётом: продолжительности создания, эксплуатации и ликвидации объекта; средневзвешенного нормативного срока службы основного технологического оборудования; достижения заданных характеристик прибыли; требований инвестора. Горизонт расчёта измеряется количеством шагов расчёта. Шагом расчёта при определении показателей эффективности в пределах расчётного периода могут быть: месяц, квартал или год. Затраты, осуществляемые участниками, подразделяются на первоначальные (капитальные), текущие и ликвидационные, которые осуществляются соответственно на стадиях строительной, функционирования и ликвидационной. При оценке эффективности инвестиционного проекта соизмерение разновременных показателей осуществляется путём приведения (дисконтирования) их к ценности в начальном периоде. Для приведения разновременных затрат, результатов и эффектов используется норма дисконта (Е), равная приемлемой для инвестора норме дохода на капитал. Техническое приведение к базисному моменту времени затрат, результатов и эффектов, имеющих место на t-ом шаге расчёта реализации проекта, удобно производить путём их умножения на коэффициент дисконтирования αt, определяемый для постоянной нормы дисконта Е
αt = 1/(1+Е)t;
где t – номер шага расчёта (t = 0,1,2….Т); Т – горизонт расчёта В качестве основных показателей, используемых для расчётов эффективности инвестиционных проектов, рекомендуется: - чистый дисконтированный доход (ЧДД); - индекс доходности (ИД); - внутренняя норма доходности (ВНД); - срок окупаемости (СО).
Чистый дисконтированный доход - определяется как сумма текущих эффектов за весь расчётный период, приведённая к начальному шагу, или как превышение интегральных результатов над интегральными затратами. Если в течение расчётного периода не происходит инфляционного изменения цен или расчёт производится в базовых ценах, то величина ЧДД для постоянной нормы дисконта вычисляется по формуле:
где Rt – результаты, достигаемые на t–ом шаге расчёта; Зt – затраты осуществляемые на том же шаге; Т – горизонт расчёта (равный номеру шага расчёта, на котором производится ликвидация объекта). Эt = Rt - Зt – эффект, достигаемый на t–ом шаге. Если ЧДД инвестиционного проекта положителен, проект является эффективным и может рассматриваться вопрос о его принятии. Чем больше ЧДД, тем эффективнее проект. На практике часто пользуются модифицированной формулой для определения ЧДД.
Для этого из состава Зt исключают капитальные вложения и обозначают через: Кt – капитальные вложения на t-ом шаге; К – сумма дисконтированных капиталовложений, а через З*t - затраты на t-ом шаге при условии, что в них не входят капиталовложения. Тогда формула для определения ЧДД запишется в виде:
Эта формула выражает разницу между суммой приведённых эффектов и приведённой к тому же моменту времени величиной капитальных вложений (К). Приращение чистого д
|
||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-06-29; просмотров: 429; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.89.152 (0.012 с.) |























 (1)
(1) - сила сопротивления качению;
- сила сопротивления качению; - коэффициент трения в подшипниках (для подшипников качения
- коэффициент трения в подшипниках (для подшипников качения  );
); - трение качения (для пары сталь/сталь
- трение качения (для пары сталь/сталь  );
); - коэффициент трения обода и реборды колеса (
- коэффициент трения обода и реборды колеса ( ).
). (2)
(2) для каждого полностью охваченного элемента. Как видно из расположения цепи в нашем случае имеется 5 полностью охваченных звездочек. Таким образом, с учетом числа обхватов = 5 получаем КПД цепной передачи:
для каждого полностью охваченного элемента. Как видно из расположения цепи в нашем случае имеется 5 полностью охваченных звездочек. Таким образом, с учетом числа обхватов = 5 получаем КПД цепной передачи: (3)
(3) :
: (4)
(4)












 ; (1)
; (1) (2)
(2) ; (3)
; (3)


