
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Транспортная система инструментального обеспеченияСодержание книги
Поиск на нашем сайте
Многономенклатурные автоматизированные комплексы с высокой степенью автоматизации включают в себя помимо системы транспортирования деталей также систему транспортирования инструмента. На стадии технического предложения необходимо произвести расчеты по определению основных параметров транспорта инструмента и определить: 1) характеристику центрального магазина инструментов (склада); 2) число и функции подвижных транспортных механизмов. Основной расчетной характеристикой центрального магазина инструментов является его вместимость, которая определяется числом инструмента, требуемого для обработки заданного числа деталей, и размерами комплекса. Как правило, склад инструмента располагают либо рядом со станками (такая компоновка представлена на рис. 6.1), либо над станками (это позволяет экономить производственную площадь). При таком расположении склад выполняется одноярусным (по аналогии со складом деталей), а число рядов может быть различным и зависит от числа инструментальных гнезд, которое в нем должно быть. На стадии технического предложения суммарное число инструментов, необходимых для обработки всей номенклатуры деталей в течение месяца рассчитывается по формуле КИН = К1 + КД, (6.1) где К1 – число инструментов для обработки всей номенклатуры деталей, шт.;
здесь КНАИМ =50 – число наименований деталей, шт.; tОБ =2,0– среднее время обработки одной детали, мин; NНАИМ =28 – средняя месячная программа выпуска деталей одного наименования; tИН = 110– среднее время работы одного инструмента, мин;
Число дублеров инструмента для обработки месячной программы деталей, шт. КД = nДБ ∙ NНАИМ ∙ КНАИМ, (6.3) где nДБ = 2– среднее число дублеров на одну деталь, шт. Дублеры необходимы для инструмента с малой стойкостью, к числу которых относятся метчики, развертки и т. д. На рассматриваемом автоматизированном комплексе обрабатываются детали 50 наименований, размер партии NНАИМ = 28. Средняя трудоемкость Время обработки детали составляет 2,0 ч, среднее время работы одного инструмента 110 мин. Среднее число дублеров инструментов на каждую деталь 2 шт. КД =2 ∙ 28 ∙ 50 = 2800
Для обработки 28 наименований деталей необходимо суммарное число инструментов, которое рассчитывается по формуле: КИН = 1527 + 2800 = 4327 шт. Шаг расположения инструментальных гнезд магазина tГ выбирается с таким расчетом, чтобы инструменты в общем случае не мешали друг другу при установке в соседние гнезда. Исключением может быть крупный инструмент, который перекрывает соседние гнезда. При шаге tГ = 126 мм вдоль всех восьми станков на длине 46000 мм (см. рис. 6.1) в один ряд располагаются 250 инструментов. В магазинах восьми станков располагаются 240 инструментов (по 30 инструментов в магазине каждого станка). Если стеллаж выполнить двухрядным, то на комплексе одновременно может находиться 250´2+240=740 инструментов. Чтобы установить весь оставшийся инструмент, то понадобится еще один ряд. В таком стеллаже организация доставки инструмента с крайних накопителей к станкам потребует установки дополнительных подвижных передающих механизмов, что снижает надежность работы системы и значительно увеличивает время поиска и доставки инструмента. Основной характеристикой кассеты является число гнезд под инструмент, которое определяется из необходимости обеспечить за один подъем кассеты доставку к верхнему стеллажу не менее двух инструментов. В противном случае возможности роботов-автооператоров, имеющих два захватных устройства, не будут полностью использованы при работе с кассетой. Наличие в кассете шести гнезд (два из которых предназначены для установки инструмента со специальными хвостовиками) позволяет в любом случае за один вертикальный ход подать в магазин инструментов минимум два инструмента. При необходимости подать в магазин подряд два инструмента большого диаметра или два инструмента со специальным хвостовиком (например, для глубокого сверления) в худшем случае работают только два гнезда кассеты. В лучшем случае, кассета за один ход подает в инструментальный магазин шесть инструментов. Наличие в кассете большего числа гнезд утяжеляет конструкцию кассеты и снижает производительность роботов-автооператоров, так как кассета длительное время находится внизу на загрузке. Производительность, которую должна обеспечить кассета (шт/ч), рассчитывают по формуле:
где КИН – число инструментов, необходимое для обработки всей номенклатуры деталей, шт.; m – коэффициент, учитывающий партийность деталей; ФК – месячный фонд работы кассеты, принятый 305 ч. Робот-автооператор, расположенный со стороны станков, обеспечивает доставку инструмента из ближайшей к станкам линии накопителя центрального магазина инструментов в магазины станков и обратно. Чтобы определить необходимое число роботов-автооператоров, работающих со стороны станков, необходимо знать хотя бы приблизительно число смен инструментов в магазинах станков в течение месяца и среднее время выполнения одной смены. В качестве автооператора представлен робот-автооператор.
Рисунок 6.1 - Робот-автооператор: КСМ - суммарное число смен инструмента на комплексе в течение месяца КСМ =КИН + КД = 4327 + 2800 = 7127 шт, (6.6) где КИН =4327– число инструментов, необходимое для обработки всей номенклатуры деталей, шт; КД.СМ =2800– число дополнительных смен инструмента на станках, шт. Суммарное время (ч), затрачиваемое роботом-автооператором на обслуживание станков
где КСМ – число смен инструмента на одном станке в течение месяца, шт.; tСМ – среднее время смены одного инструмента, мин; nC – число станков в комплексе, шт. На стадии технического предложения точно установить число смен инструмента в станках не представляется возможным, оно зависит от нескольких факторов, еще не определенных к этому времени: 1) последовательности подачи деталей на станок; 2) числа инструментов, необходимых для обработки каждой из деталей; 3) комплектности размещения в магазине станка инструмента, необходимого для обработки заданной последовательности деталей; 4) месячной программы выпуска деталей и партийности запуска; 5) трудоемкости обработки на каждом станке. Поскольку на одном спутника установлено несколько деталей одного наименования, имеется возможность обработать все эти детали последовательно и тем самым сократить количество смен инструмента. Однако, исходя из требований сборочного производства, обработка деталей всех наименований осуществляется параллельно. Т.е. обрабатывается одна деталь одного наименования, затем одна деталь другого наименования и т.д. Затем спутники поступают на позицию разгрузки, и обработанные детали снимаются с них, а необработанные остаются на спутника. Это приводит к тому, что в течение месяца инструмент на одну деталь должен подаваться на станок несколько раз. Минимальное число замен инструмента в месяц равно числу инструментов, необходимых для обработки всей номенклатуры деталей. Однако в связи с некомплектностью заполнения магазина станка инструментом, число замен возрастает. Если предположить, что в магазине станка размещается на два инструмента меньше, чем требуется для обработки трех деталей различных наименований, то тогда при обработке каждых двух из них будет дополнительно проводиться четыре смены. Два инструмента, предназначенных для обработки первой детали, будут выниматься, а взамен вставляться два инструмента для каждой третьей детали. Число дополнительных смен инструмента в магазинах станков в течение месяца, связанное с некомплектностью размещения его,
где 2 – коэффициент, учитывающий ввод и вывод одного инструмента; nИН – число инструментов, не размещающихся в магазине станка, шт; N – месячная программа выпуска деталей, шт.; КНАИМ =50 – число наименований деталей, обрабатываемых на комплексе, шт.; nД =4- число наименований деталей, последовательно обрабатываемых на станке, шт. Коэффициент, учитывающий партийность деталей, m» 1,5. Итак, роботу-автооператору, обслуживающему станки, в течение месяца необходимо произвести КСМ =7127 смен инструментов. Среднее время смены одного инструмента в станке определяется временем отработки роботом-автооператором четырех кадров: tСМ = 4tк + 3tпод + tпов + 2(tв.и + tп.и) (6.9) tпов = l|v = 45/60 = 0,75 мин где tк =0,025 мин – время расчета и передачи кадра из ЭВМ в локальное устройство автооператором; tв.и + tп.и =0,12мин – время отработки кадра «взять инструмент и поставить инструмент»; tпод – время на подход к заданному гнезду; tпов =0,25мин – время на поворот робота на 180; l =45м - длина перемещения робота-автооператора; v = 60м/мин – скорость перемещения робота-автооператора. tСМ = 4 Рассчитав суммарное время, необходимое на обслуживание станков, можно определить число роботов-автооператоров для выполнения этой работы. Для этого рассчитывается коэффициент загрузки автооператора
Если КЗАГР =4,1 ≥ 1, то необходимо иметь четыре робота-автооператора для обслуживания станков, входящих в комплекс. После того как определено число роботов-автооператоров, работающих со стороны станков, желательно рассчитать допустимое суммарное время их простоев в течение смены. Это необходимо для того, чтобы определить время для ремонтных служб. Допустимое суммарное время простоя tПРS (ч) автооператора в месяц
где ФА – фонд работы автооператора, ч; Т’ОБСЛ – время выполнения работ автооператором, ч; КДН – число рабочих дней в месяце; nСМ - число рабочих смен в течение дня; mУ – коэффициент, учитывающий число устройств, управляемых от одной системы ЧПУ. Если за это время неисправность будет устранена, то простои робота-автооператора не повлияют на производительность комплекса. Роботы-автооператоры, расположенные между линиями накопителей центрального магазина инструментов (см. рис. 6.1), чаще всего выполняют две функции: ввод и вывод из комплекса инструмента и обмен инструмента между линиями накопителем центрального магазина. Для определения числа роботов-автооператоров, работающих между линиями центрального магазина инструментов, необходимо установить требуемое число перемещений робота-автооператора в этой зоне и среднее время одного перемещения. Суммарное время (ч), затрачиваемое роботом-автооператором, работающим между линиями центрального магазина инструментов, Т’ОБСЛ = TВ-В + TИ.Ц (6.12) TВ-В - время на обслуживание кассет при вводе и выводе инструмента с комплекса, ч; TИ.Ц – время на обмен инструмента между линиями центрального магазина инструментов, ч TВ-В = tИ.Ц ∙ КИН = 3,6 ∙ 4327 = 259 ч (6.13) здесь КВ-В – суммарное число инструментов, вводимых и выводимых с комплекса в течение месяца, шт. согласно формулы (6.1); tВ-В – среднее время одного ввода-вывода, мин. Если инструмент, необходимый для обработки всей номенклатуры деталей, обрабатываемых на комплексе, находится в магазинах, то КВ-В =КИН = КИЗН, (6.14) КИ.Ц = КВ-В . (2/3) = 4327 ∙ (2/3) = 2596 шт. (6.15) где КИ.Ц – суммарное число смен инструментов между линиями центрального магазина, шт.; tИ.Ц – среднее время одной смены. Исходя из вышесказанного о распределении поступающего инструмента между линиями накопителя, tИ.Ц = 4tК + 3tПОД + tПОВ + 2(tВ.И + tП.И), (6.16) tИ.Ц = 4 ∙ 0,025 + 3 + 0,25 + 2 (0,12 + 0,12) = 3,6 мин где tк =0,025 мин – время расчета и передачи кадра из ЭВМ в локальное устройство автооператором; tв.и + tп.и =0,12мин – время отработки кадра «взять инструмент и поставить инструмент»; tпод – время на подход к заданному гнезду; tпов =0,25мин – время на поворот робота на 180; tч.п = 0,1 мин; l =45м - средняя длина перемещения робота-автооператора; v = 60м/мин – скорость перемещения робота-автооператора. TИ.Ц = (КИ.Ц .tИ.Ц) / 60 = 2596 ∙ 3,6 / 60 = 144 ч, (6.17). Среднее время выполнения одной операции при подаче нового инструмента в целиком заполненные магазины складывается из отработки шести кадров и времени на чтение и проверку номера инструмента в гнезде с кодовым устройством tВ-В = 6tК + 4tПОД + 2tПОВ + 3(tВ.И + tП.И) + tЧ.П, (6.18) tВ-В = 6∙0,025 + 4∙(30/60)+ 2∙0,25 + 3(0,12+0,12) +0,1=3,04мин, При двухлинейном накопителе инструмент, необходимый для деталей, обрабатываемых в первую очередь на станке, желательно располагать на линии накопителя, находящегося у станков. На дальней от станков линии располагается инструмент, который подготавливается для деталей, поступающих на обработку вслед за обрабатываемой партией. При таком варианте 1/3 инструмента из кассет подается сразу же в линию центрального магазина инструментов, расположенную у станков (ИЦ1). Другая часть (2/3 подаваемого инструмента) устанавливается предварительно в заднюю линию (ИЦ2) и по мере необходимости обменивается с инструментом, находящимся в первой линии. Время, необходимое на обмен инструмента между линиями центрального магазина инструментов, Суммарное время (ч), затрачиваемое роботом-автооператором, работающим между линиями центрального магазина инструментов равно Т’ОБСЛ = 259 + 144 = 403ч Рассчитав суммарное время, необходимое на ввод и вывод инструмента и на обмен между линиями центрального магазина инструментов, можно определить требуемое число роботов-автооператоров для выполнения этой работы. Для этого рассчитываем коэффициент загрузки робота-автооператора по формуле:
Если КЗАГР 1,1≥1, то предполагается, что можно взять один робот-автооператор для выполнения этой работы. Один робот-автооператор работает только с кассетами и с гнездом, в котором установлен кодовый датчик, другой – с линиями центрального магазина. При этом каждый из них берет и ставит инструмент в гнезда передаточной зоны одной линии. Если один из роботов-автооператоров выйдет из строя, то другой должен выполнять обе функции. Центральный магазин инструментов прямолинейного типа расположен над станками вдоль всего комплекса и состоит из двух линий ИЦ1 и ИЦ2 инструментальных гнезд (рис. 6.2). Две кассеты К1 и К2, вместимостью по шесть гнезд каждая, подают инструмент в центральный магазин инструментов и удаляют из него ненужный инструмент.
|
||||
|
|
Последнее изменение этой страницы: 2016-06-26; просмотров: 332; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.161.57 (0.008 с.) |

 шт, (6.2)
шт, (6.2)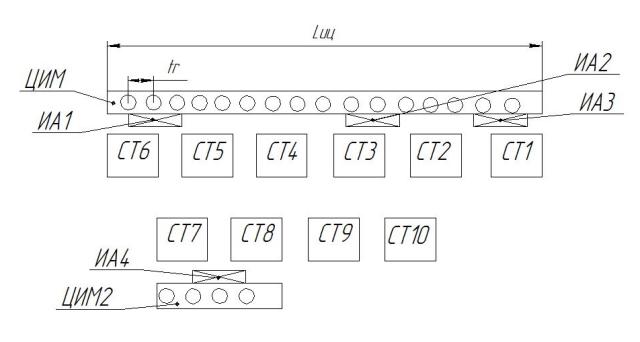 Рисунок 6.1 - Схема транспортирования инструмента
Рисунок 6.1 - Схема транспортирования инструмента 1527 шт.; КД = 2800шт.
1527 шт.; КД = 2800шт. , (6.5)
, (6.5)
 ч, (6.7)
ч, (6.7) шт (6.8)
шт (6.8) 0,025 + 3+0,75 ∙ 0,25 + 2
0,025 + 3+0,75 ∙ 0,25 + 2  , (6.10)
, (6.10) 44 ч или 2683 мин, (6.11)
44 ч или 2683 мин, (6.11) (6.19)
(6.19)


