Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технологія обробки заготовок деталей машин на токарно-гвинторізному верстатіСодержание книги
Поиск на нашем сайте
Мета роботи:вивчити конструкцію та основні вузли токарно-гвинторізного верстата; ознайомитися з основними типами ріжучих інструментів, що використовуються для виконання операцій механічної обробки на токарно-гвинторізному верстаті; ознайомитися з технологічними методами обробки поверхонь заготовок деталей машин на токарно-гвинторізному верстаті; ознайомитися з пристроями та допоміжним інструментом, що використовуються на токарно-гвинторізному верстаті.
Теоретичні відомості Токарна обробка є одним із найбільш поширених методів обробки різанням. Методом точіння обробляють зовнішні і внутрішні поверхні, що мають форму тіл обертання, а також плоскі (торцеві) поверхні, нарізують внутрішні і зовнішні різі. На спеціальних і спеціалізованих верстатах можна обробляти і більш складні поверхні, наприклад поверхні, що описують рівнянням спіралі Архімеда, циклоїди і т.п., а також плоскі багатогранні (чотири-, шестигранні плоскі поверхні і т.п.) Під терміном точіння (обточування), як правило, розуміють обробку зовнішніх поверхонь; підрізання – обробка плоских (торцевих) поверхонь і розрізання – розділення заготовки на частини або відрізання готової деталі від її заготовки – пруткового прокату. Головний рух у всіх верстатів токарної групи – обертання заготовки. Подачею є поступальне переміщення інструментів уздовж або поперек осі шпинделя (поздовжня або поперечна). У машинобудуванні верстати токарної групи складають 30–40 % від загального парку металоріжучих верстатів. Залежно від масштабу виробництва, конфігурації, розмірів і маси деталей їхня обробка здійснюється на токарних верстатах різних типів. Токарно-гвинторізні верстати призначені для виконання всіх основних видів токарних робіт в умовах одиничного і дрібносерійного виробництва. Лобові і токарно-карусельні верстати застосовуються для обробки великих деталей великого діаметра і відносно малої висоти. Найбільше поширення вони одержали на заводах важкого машинобудування. Багаторізцеві токарні верстати застосовуються для виготовлення деталей, на яких можлива одночасна обробка поверхонь декількома різцями в умовах багатосерійного і масового виробництва. Токарно-револьверні верстати використовують при обробці невеликих деталей, переважно із центральними отворами в умовах серійного виробництва.
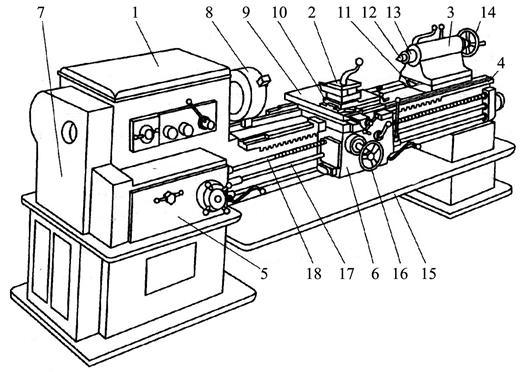
Токарні автомати і напівавтомати застосовуються для обробки при багатосерійному і масовому виробництвах. Токарні верстати із числовим програмним керуванням (ЧПК) впроваджуються для автоматизації виробництва при дрібносерійному випуску продукції і є основним типом верстатів, призначених для побудови гнучких автоматичних виробництв. За класифікацією група токарних верстатів поділяється на 9 підгруп (типів): - автомати і напівавтомати одношпиндельні; - автомати і напівавтомати багатошпиндельні - револьверні; - центрувально-відрізні; - карусельні; - токарні і лобові; - багаторізцеві; - спеціалізовані; - різні. Токарно-гвинторізні верстати є більш уживані, у порівнянні з токарними, тому що до складу даних верстатів входить механізм, що узгоджує головний рух з рухом подачі і тим самим дозволяє нарізати різь різних типів (метричну, дюймову, модульну, пітчеву і торцеву). Верстати як правило мають високу жорсткість, достатню потужність, високі частоти обертання шпинделя, і це дозволяє обробляти деталі на підвищених режимах різання. До основних частин токарно-гвинторізного верстата належать: станина 4 (рис.7.1), передня 1 і задня 3 бабки, коробка подач 5,супорт 2, фартух 6, гітара 7, ходовий гвинт 18 і ходовий вал 17. Станина служить для з'єднання частин верстата в єдину функціональну систему. Більшість частин верстата закріплена постійно на станині, деякі можна пересувати. До станини прикріплена зубчаста рейка, завдяки якій відбувається рух поздовжньої подачі. Найвідповідальнішими елементами станини є напрямні; по ним пересувається супорт, задня бабка та допоміжні вузли. Нижня частина станини має корито 8 для збирання стружки та емульсії. Передня бабака призначена для закріплення оброблюваної заготовки та надання останній різних частот обертання. Передня бабка складається з литого корпуса й коробки швидкостей, останній порожнистий вал якої називається шпинделем. На кінці шпинделя закріплений пристрій для захисту заготовки. Частота обертання шпинделя регулюється степеневою коробкою швидкостей або безступенево.
Задня бабка використовується для підтримування за допомогою центра 12 правого кінця довгої заготовки, а також для закріплення в конічному отворі пінолі 13 інструмента для оброблення отворів і здійснення руху подачі цього інструмента; бічне зміщення корпуса задньої бабки дає змогу обточувати конуси. Піноль пересувають за допомогою гвинтової передачі обертанням маховика 14. Задню бабку можна з'єднувати спеціальним замком 11 із супортом для здійснення механічної подачі за рахунок руху супорта.
Рисунок 4.1. Токарно-гвинторізний верстат моделі 1К62: 1 – передня бабка; 2 – супорт; 3 – задня бабка; 4 – станина; 5 – фартух; 6 – коробка подач; 7 – гітара; 8 – патрон; 9 – поперечні направляючі; 10 – верхні направляючі; 11 – замок; 12 – центр; 13 – піноль; 14 – маховичок; 15 – корито; 16 – маховик повздовжньої подачі;
|
||||||
|
|
Последнее изменение этой страницы: 2016-04-21; просмотров: 381; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.227.73 (0.008 с.) |