
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Организация автоматических поточных линий (АПЛ).Содержание книги
Поиск на нашем сайте
Автоматические поточные линии – это система машин, автоматов, расположенных по ходу технологического процесса и объединенных автоматическими механизмами и устройствами для транспортировки, накопления заделов, удаления отходов, изменения ориентации. АПЛ могут создаваться из: - агрегатных станков; - универсальных автоматов и полуавтоматов; - станков с числовым программным управлением; - специального оборудования; - многоцелевых станков (обрабатывающих центров). АПЛ можно классифицировать по многим признакам. По степени специализации: - однопредметные; - многопредметные. По количеству одновременно обрабатываемых деталей на каждой позиции: - со штучной обработкой; - с многодетальной обработкой. По характеру движения обрабатываемых деталей АПЛ могут быть: - линии с непрерывным движением деталей; - линии с периодическим движением деталей. По степени перекрытия времени транспортировки технологическим временем обработки АПЛ делятся: - на линии с перекрываемым временем транспортировки; - на линии с неперекрываемым временем транспортировки. По характеру кинематической связи между оборудованием АПЛ бывают: - линии с жесткой связью; - линии с гибкой связью. Линии с жесткой кинематической связью между оборудованием снабжаются единым приводным межоперационным транспортом. Основной недостаток таких АПЛ состоит в том, что отказ любого станка влечет за собой остановку всей линии. Линии с гибкой кинематической связью между оборудованием оснащаются независимым транспортом и бункерными устройствами после каждой операции или после группы операций. При отказе одного из станков все остальные могут работать за счет внутрилинейных заделов. Наиболее распространены в машиностроении АПЛ, расчлененные на независимые участки с гибкой связью между ними. Такт АПЛ (rапл)в общем виде может быть определен по формуле:
где:
На АПЛ с жесткой кинематической связью между оборудованием имеют место заделы двух видов: - технологический; - транспортный. Методика их определения аналогична, как и для однопредметных поточных линий. На АПЛ с гибкой кинематической связью между оборудованием создаются заделы двух видов: - пульсирующий, который является следствием разновременного отключения станков для настройки, смены инструмента, устранения неполадок; - компенсирующий, который является следствием различных тактов на смежных участках. Величина компенсирующего задела определяется по формуле:
где:
Разновидностями АПЛ являются роторные линии. Автоматическая роторная поточная линия (АРПЛ) представляет собой комплекс рабочих машин (роторов) и транспортных машин (роторов), объединенных единой системой автоматического управления. Рабочие и транспортные роторы находятся в жесткой кинематической связи и имеют синхронное вращение. Рабочий ротор представляет собой жесткую систему, на периферии которой монтируются рабочие инструменты и механизмы сообщающие инструментам необходимые движения. Каждый инструмент на различных участках своего пути совершает необходимые операции. Транспортные роторы принимают, транспортируют и передают изделия (детали) на рабочие роторы. Они представляют собой барабаны или диски, оснащенные несущими органами. Рабочие и транспортные роторы соединяются в линии общим синхронным приводом. Такт АРПЛ определяется по формуле:
где:
Продолжительность производственного цикла (
где: АРПЛ отличается определенным уровнем гибкости и позволяет получить высокие технико-экономические показатели. Общий вид АРПЛ представлен на рисунке 9:
1 – магазин – накопитель; 2 – 5 – транспортные роторы; 6 – приемный магазин; 7 – 9 – рабочие роторы.
|
|||||||
|
|
Последнее изменение этой страницы: 2016-04-20; просмотров: 310; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.2.6 (0.006 с.) |

 ;
; - машинное время обработки детали на станке, мин.;
- машинное время обработки детали на станке, мин.; - вспомогательное время (установка, закрепление, снятие детали, подвод и отвод инструмента) мин.;
- вспомогательное время (установка, закрепление, снятие детали, подвод и отвод инструмента) мин.; - время на транспортировку детали, мин.
- время на транспортировку детали, мин. ;
; - величина компенсирующего задела, шт;
- величина компенсирующего задела, шт; - время для создания компенсирующего задела, мин;
- время для создания компенсирующего задела, мин; и
и  - меньший и больший такты работы смежных участков.
- меньший и больший такты работы смежных участков.
 - расстояние перемещения заготовки между двумя смежными позициями;
- расстояние перемещения заготовки между двумя смежными позициями; - скорость движения заготовки.
- скорость движения заготовки. ) обработки заготовки определяется по формуле:
) обработки заготовки определяется по формуле: ;
; - общая длина пути от места загрузки заготовки до места выдачи детали.
- общая длина пути от места загрузки заготовки до места выдачи детали.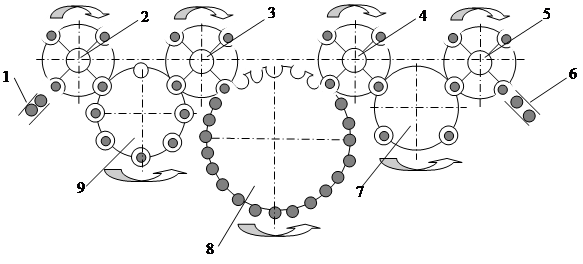
 Рис. 9. Схема роторной линии:
Рис. 9. Схема роторной линии:


