Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Классы обработки поверхностей.
Установлено 14 классов шероховатости поверхности. К первому классу относятся наиболее грубо обработанные поверхности, 14 класс обозначает поверхность самой высокой чистоты. Поверхности классов 1, 2 и 3 — грубые; 4 и 5 — получистые; 6, 7 и 8 — чистые; 9, 10, 11 и 12 — очень чистые; 13 и 14 — высшей чистоты. Классы с 6-го по 14-й дополнительно подразделены на разряды. В каждом из этих классов три разряда: а, б, в. Для обозначения всех классов шероховатости поверхности устанавливается один знак — равносторонний треугольник
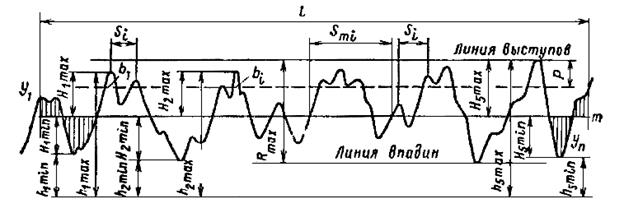
Рисунок 3.1 Профиль шероховатости поверхности и обозначения его характеристик. Базовая длина - длина базовой линии l, используемой для выделения неровностей. Средняя линия - средняя линия профиля (m на рисунке 3.1), линия, имеющая форму номинального профиля, с минимальным среднеквадратическим отклонением профиля, от этой линии и отсчитывают все числовые значения для шероховатости. Параметры шероховатости поверхности приведены в таблице 3.1 Таблица 3.1 Параметры шероховатости.
Геометрическое качество поверхности в смысле наличия на ней гребешков, впадин, штрихов и других неровностей на ее малых участках называется микрогеометрией поверхности. На микрогеометрию поверхности при фрезеровании в основном влияют следующие факторы: 1) режим фрезерования (скорость резания, подача на зуб, глубина резания, род охлаждаемой жидкости); 2) вибрации вследствие недостаточной жесткости станка, приспособления, инструмента и детали; 3) геометрия, качество, состояние заточки и износ зуба фрезы (трение задней поверхности зуба об обработанную поверхность); 4) механические свойства обрабатываемого материала и материала инструмента. Для объективного суждения о степени шероховатости (микрогеометрии) поверхности после механической обработки деталей служит Государственный общесоюзный стандарт «Шероховатость поверхности» (ГОСТ 2789—59). В этом стандарте для оценки шероховатости приняты три критерия: среднее арифметическое отклонение профиля Rа, высота неровностей Rz и базовая длина l участка поверхности. Значения параметров Ra и Rz для классов шероховатости (ГОСТ 2789—59) приведены в таблице 3.2. Таблица 3.2 Значение параметров шероховатости для классов.
Для классов чистоты 6 - 12 основной является шкала Ra, для классов 1 - 5, 13 и 14 - шкала Rz. Чистота поверхности детали, необходимая для работы данного узла механизма или машины в целом, проставляется на чертеже в соответствии с правилами изготовления чертежей. Чистоту поверхности по 4, 5 и 6-му классам сравнительно легко можно получить при цилиндрическом и торцовом фрезеровании при работе на исправном оборудовании, при жестком закреплении заготовок и незатупленной фрезе. Необходимая чистота поверхности достигается соответствующим уменьшением подачи либо увеличением скорости резания.
Для получения чистоты поверхности по 7 и 8-му классам приходится выбирать геометрию фрезы и назначать соответствующие режимы фрезерования. Для получения надежных данных при контроле методом сравнения с деталями-образцами необходимо по возможности выполнение следующих условий: 1) образцовая деталь должна быть изготовлена из того же материала, что и проверяемая деталь; 2) способы обработки поверхностей образца и детали должны быть одинаковыми, так как поверхности с одним и тем же классом чистоты, но полученные при различных видах обработки (фрезерование и строгание) имеют различные специфические штрихи неровностей. Контроль методом сравнения с образцами — надежный производственный метод. Ошибки определения этим методом чистоты поверхности для 2—9-го классов не превышают половины допуска класса. Для определения численной величины шероховатости поверхности существуют приборы, основанные на методе ощупывания проверяемой поверхности. В этих приборах применяется алмазная игла с очень малым радиусом закругления вершины, равным 2—3 мкм. Игла с небольшим давлением перемещается по поверхности детали. Приборы, показывающие непосредственно шероховатость поверхности, называют профилометрами Шероховатость зависит от технологи обработки (табл. 3.3) Таблица 3.3 Шероховатость в зависимости от класса обработки.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-06-14; просмотров: 233; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.118.1.232 (0.006 с.) |
 . Рядом с треугольником проставляется номер класса чистоты (или номер класса и разряд). Например,
. Рядом с треугольником проставляется номер класса чистоты (или номер класса и разряд). Например,