Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Как выполняется электродуговая сварка швов в нижнем положении.Содержание книги
Поиск на нашем сайте
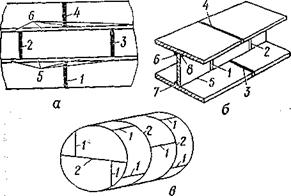
Нижние швы сваривать наиболее легко, так как расплавленный электродный металл под действием силы тяжести стекает в кратер и не вытекает из сварочной ванны, газы и шлак выходят на поверхность шва. Кроме того, наблюдать за сварной нижнего шва наиболее удобно. В процессе сварки электрод наклоняют в сторону движения на 10-20° по отношению к вертикали. Угловые швы в нижнем положении лучше всего выполнять в положении «лодочка», швы сваривают с усилением 2-2,6 мм. Как сваривают вертикальные швы? Вертикальные швы сваривать менее удобно, так как расплавленный металл из кратера и с электрода стекает вниз. Вертикальные швы можно выполнять снизу вверх и сверху вниз. При сварке снизу вверх дугу зажигают в самой нижней точке шва и постепенно передвигают ее вверх. Сварку ведут короткой дугой. При сварке сверху вниз дугу зажигают в верхней точке, электрод держат перпендикулярно к свариваемой поверхности. В обоих случаях для нормального проплавленного и образования умеренного валика электродом производят колебательное движение поперек шва. При сварке вертикальных швов рекомендуются электроды диаметром 4-5 мм при пониженном сварочном токе (150-170 А). При многослойной сварке первый шов наплавляют сверху вниз, а следующие, слои – снизу вверх. Как сваривают горизонтальные швы на вертикальной плоскости? Чтобы уменьшить стекание жидкого металла, скос кромки делают только у верхнего листа. Горизонтальные нахлесточные швы выполняются легче, чем другие их виды, так как нижняя кромка образует полочку, удерживающую капли расплавленного металла. Как сваривают потолочные швы? Сварка потолочных швов – самый сложный сварочный процесс. При сварке потолочных швов кратер расположен дном кверху и потому расплавленный металл стремится вытечь вниз. Основное правило при сварке потолочных швов – это поддержание самой короткой дуги. Для сварки необходимы электроды небольшого диаметра с твердым покрытием. Сварочный ток уменьшают на 15-20% по сравнению с током для сварки нижних швов. В процессе сварки концом электрода совершают зигзагообразные движения, то приближая, то удаляя электрод от сварочной ванны. Какие методы применяются при сварке швов различной длины? Сварные швы подразделяются на короткие – до 300 мм, средние – от 300 до 1000 мм и длинные – более 1000 мм. Короткие швы сваривают на проход, от начала к его концу в одном направлении. Швы средней длины сваривают либо на проход от середины к краям, либо обратноступенчатым способом. Обратноступенчатый способ заключается в том, что весь шов разбивают на участки длиной 100-300 мм и сварку участка ведут в направлении, обратном общему направлению сварки. Участок выбирают с таким расчетом, чтобы его можно было сварить целым числом электродов. Конец каждого участка сваривают с началом предыдущего. Длинные швы сваривают также обратноступенчатым способом. При многослойной сварке средних и длинных швов применяют обратноступенчатый способ, или метод сварки «горкой», или «каскадный». Как собирают и сваривают сварные конструкции? При сборке конструкций необходимо избегать прихваток, создающих жесткое крепление изделий. Необходимо обращать внимание на последовательность наложения швов. При сварке полотнищ из отдельных листов (рис. 51, а) в первую очередь сваривают поперечные швы 1, 2, 3, 4, а затем продольные 5 и 6. Способ сварки выбирают в зависимости от длины. При сварке двутавровых балок сначала сваривают стыковые швы стенок и полок (рис. 51, б) 1, 2, 3, 4, а затем угловые и поясные швы 5, 6, 7, 8. При сварке цилиндрических сосудов (рис. 51, в) прежде всего сваривают продольные швы обечаек, а затем обечайки между собой. Порядок наложения швов указан цифрами.
Рис. 51. Последовательность наложения швов при сварке
|
||||
|
|
Последнее изменение этой страницы: 2021-04-20; просмотров: 113; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.34.93 (0.007 с.) |