Специализированные приспособления
Специализированные безналадочные приспособления
(СБП) используются для установки заготовок, близких по
конструктивно-технологическим признакам и требующих
одинаковой обработки и установки на одноразмерные или
комбинированные установочные элементы (для однотипных
операций предусмотрена возможность регулирования поло-
жения установочных элементов). К ним относятся приспо-
собления для групповой обработки заготовок типа валов, осей,
втулок, стаканов, фланцев, дисков, колец, кронштейнов,
корпусов и т.п.
В специализированном безналадочном кондукторе для
групповой обработки (рис. 1.32) за счёт комбинированного
установочного элемента в корпусе 2 — пальца 4, имеющего
два рабочих пояска в, г, можно устанавливать заготовки 7
и 8 с базовыми поверхностями разных диаметров. При свер-
лении заготовки 7 используется поясок в пальца 4, зажима-
ется она гайкой 1 с помощью винта-тяги 5 и быстросменной
фасонной шайбы 6, установленной в положении, показанном
на рисунке 1.32, а. В случае обработки заготовки 8 использу-
ется поясок г пальца 4, и шайба должна занимать положе-
ние, показанное на рисунке 1.32, б. Сверление отверстий осу-
ществляется через кондукторные втулки 3 одинакового или
разных диаметров.
Специализированное механизированное безналадочное
приспособление тисочного типа (рис. 1.33) со встроенным
пневмоприводом предназначено для обработки шестигранных
и других поверхностей в заготовках типа осей и валов диа-
метром до 60 мм. Установка различных по диметру загото-
вок обеспечивается регулированием положения ползуна 2 с
установочным элементом 3. Заготовка зажимается с помо-
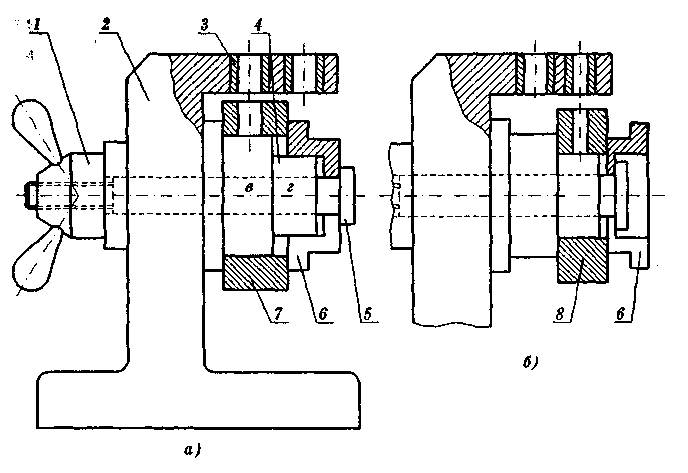
Рис. 1.32 Схема специализированного безналадочного
приспособления с ручным приводом
для сверления отверстий в заготовках типа колец
щыо встроенного в корпус 1 приспособления пневмоцилинд-
ра двустороннего действия с поршнем 9 и штоком 8. При
подаче воздуха в полость а и движении штока вниз рычаг 6
поворачивается и перемещает ползун 5 с зажимным элемен-
том к заготовке 4. Разжим заготовки происходит за счёт пе-
реключения подачи воздуха краном 7 в полость б пневмоци-
линдра. При этом поршень 9 со штоком 8 перемещается вверх,
рычаг 6 поворачивается в обратном направлении и заготов-
ка 4 отжимается.
Специализированные наладочные приспособления (СНП),
как и УНП, регламентированы и состоят из двух частей: базо-
вой стандартизованной, части (базового агрегата) и сменных
наладок. Однако СНП отличаются большим уровнем механи-
зации и предназначаются для установки заготовок конструк-
тивно подобных деталей с одинаковой схемой базирования.
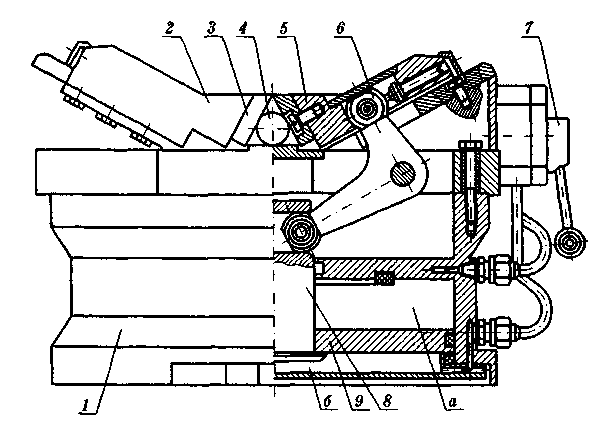
Рис. 1.33 Специализированное безналадочное приспособление
с механизированным приводом
Приспособления этой системы рационально использовать
в серийном и многономенклатурном крупносерийном произ-
водствах при коэффициенте загрузки одной операцией менее
0,5, а также при групповой обработке деталей в мелкосерий-
ном производстве при условии унификации геометрических
элементов деталей выпускаемых изделий. Для этих приспо-
соблений также установлены классы точности Н и П
(табл. 1.3). Значения отклонений для приспособлений дру-
гих классов точности (Б, Л и С) в случае необходимости уста-
навливаются при переходе от одного класса к другому по
геометрическому ряду со знаменателем <р = 1,6. В обоснован-
ных случаях допускается принимать другие значения <р от
1,25 до 2,0.
Базовые агрегаты к станкам изготавливаются двух се-
рий. В первой ширина присоединительных пазов под шпон-
ки для базирования и крепления сменных наладок равна
14мм, диаметр гладких установочных отверстий — 8 мм,
резьбовых — М8 (во второй — соответственно 18, 10 мм и
М16). При наличии присоединительных пазов кондукторов
ширина их должна быть 18 мм, а установочные гладкие и
крепёжные отверстия для обеих серий выполняются диамет-
ром 8 мм и М8, 12 мм и М12. Ответственные пазы и гладкие
отверстия выполняются по 7-му квалитету точности, а рас-
стояния между установочными отверстиями для сменных на-
ладок — с точностью ±0,016...0,02 мм.
Для фрезерования заготовок деталей, базируемых по торцу
и цилиндрической поверхности, предназначаются приспособ-
ления с пневматическим цанговым зажимом, кантующиеся,
делительные, наклонные. Сменные наладки этих приспособ-
лений представляют собой цанги с рабочим отверстием диа-
метром до 45 мм. Для позиционной обработки заготовок де-
талей с такими же размерами баз можно использовать дели-
тельные стойки.
Специализированное делительное приспособление может
быть использовано для позиционного сверления и фрезеро-
вания деталей типа втулок, колец, фланцев, базируемых по
торцу и отверстию. На рисунке 1.34 показано специализиро-
ванное делительное приспособление, налаженное для сверле-
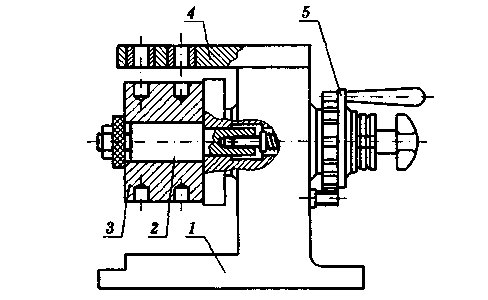
Рис. 1.34 Специализированное наладочное приспособление
для сверления и фрезерования:
1 — корпус; 2 — палец (наладка); 3 — заготовка;
4 — съёмная кондукторная плита (наладка);
Щ 5 — делительное устройство со сменным диском
ния радиальных отверстий во втулках. Наладки представля-
ют собой сменные установочные пальцы 2 и кондукторные
плиты 4, закрепляемые на корпусе 1 приспособления. Без
кондукторных плит это приспособление может использоваться
как фрезерное. Широко распространены специализирован-
ные многоместные приспособления.
На рисунке 1.35 показан кондуктор для установки по-
лых заготовок и обработки отверстий. Переналадка приспо-
собления может осуществляться за счёт замены установоч-
ного элемента 4 и перемещения кондукторной плиты 3 по
направляющим винтом 1. Закрепление заготовки 5 обеспе-
чивается шарнирно закрепленным (откидным) винтом 6, гай-
кой 7 и планкой 8.

Рис. 1.35 Специализированный наладочный кондуктор:
1 — винт перемещения кондукторной плиты; 2 — втулка
кондукторная; 3 — плита кондукторная; 4 — установочный
элемент (наладка); 5 — заготовка; 6 — винт откидной;
7 — гайка; 8 — планка быстросъёмная; 9 — корпус
1.9 Специальные приспособления
Универсально-сборные приспособления (УСП) применяют
для установки заготовок широкой номенклатуры при выпол-
нении различных операций. Но для каждой операции собира-
ют специальное по назначению приспособление из заранее под-
готовленных элементов (деталей и неразборных сборочных еди-
ниц), а после использования разбирают его. Детали и сбороч-
ные единицы УСП непрерывно находятся в обращении, мно-
гократно применяются для сборки различных приспособлений.
Главным достоинством УСП является быстрота их сборки. За
2...3 ч без разработки чертежа можно собрать приспособление
средней сложности для обработки заготовок по 9-му квалитету
точности. Проведение дополнительных работ по подналадке
обеспечивает обработку по 7-му квалитету точности.
УСП регламентированы и предназначаются для исполь-
зования на предприятиях единичного, мелкосерийного, се-
рийного и опытного производств, но их целесообразно при-
менять также в крупносерийном и массовом производствах
при освоении новых видов изделий и совершенствовании от-
дельных деталей. Использование УСП позволяет оперативно
переводить обработку деталей с перегруженного оборудова-
ния на менее загруженное. Для различных отраслей маши-
ностроения разработаны, стандартизованы и централизован-
но изготовляются комплекты УСП трёх типоразмеров, раз-
личающиеся размерами деталей, диаметром крепежа и ши-
риной Т-образных пазов. Комплект УСП состоит из восьми
групп деталей и сборочных единиц: базовых, корпусных и
опорных деталей, установочных, направляющих, прижим-
ных, крепёжных деталей и неразборных сборочных единиц
различного назначения.
В приборостроении и машиностроении используются ком-
плекты УСП-8 с шириной пазов и диаметром крепёжных
элементов 8 мм для обработки малогабаритных заготовок
(220x120x100 мм) и УСП-12 с шириной пазов и диаметром
крепёжных элементов 12 мм для обработки более крупных
заготовок (700x400x200 мм). В настоящее время спроектиро-
ваны и поставляются машиностроительным предприятиям
два комплекта УСП-12: пусковой, состоящий из 2100 дета-
лей и сборочных единиц, для одновременной сборки в сред-
нем 15 приспособлений; расширенный, включающий 3100 де-
талей и сборочных единиц, для одновременной сборки 20 при-
способлений.
Для тяжёлого машиностроения производится комплект
УСП-16 с шириной пазов и диаметром крепёжных элементов
16 мм, предназначенный для обработки крупногабаритных
деталей (2500x2500x1000 мм). В него входит 4300 деталей и
сборочных единиц. Он даёт возможность собирать одновре-
менно около 20, а в течение года 900 приспособлений.
Конструкции У СП выполнены так, что позволяют соби-
рать приспособления из деталей и сборочных единиц комп-
лектов УСП-8, УСП-12, УСП-16. Кроме этого, стандартами
предусмотрены переходные детали.
В основу создания УСП положены принципы долговеч-
ности, взаимозаменяемости, многократности применения и
универсальности. Это предопределило требования к элемен-
там УСП.
Базовые и корпусные детали делаются из хромоникеле-
вой улучшенной стали 12ХНЗА. Эта сталь хорошо отливает-
ся, штампуется, механически обрабатывается. Детали из неё,
подвергнутые цементации слоя толщиной 1,2... 1,6 мм, за-
калке и шлифованию (до На = 0,16 мкм), имеют твёрдость
подповерхностного слоя металла 59...63 HRCd, обладают вы-
сокой износо- и коррозионной стойкостью.
Опоры облегчённые и проставки изготовляются из стали
20Х с цементацией слоя толщиной 0,8...1,2 мм. Ответствен-
ные габаритные размеры опор, проставок, призм, планок
выполняются по 7-му квалитету точности под посадки Н7/р6.
Расстояния между параллельными пазами 60 мм задаются с
точностью 0,03 мм (для комплекта УСП-12).
Допуски параллельности и перпендикулярности плоско-
стей, а также допуск прямолинейности поверхностей ответ-
ственных деталей должны быть не более 0,01 мм на длине
100 см. Шероховатость сопрягаемых при сборке поверхнос-
тей должна соответствовать На = 0,63...0,16 мкм.
Установочные элементы выполняют из стали У8А с за-
калкой до твёрдости 52...56 НЯСЭ; направляющие — из ста-
лей 20, 20Х, 40Х; кондукторные втулки 9ХС, а элементы
диаметром более 20 мм — 20Х; зажимные элементы — 20;
крепёжные — 38ХА и 40Х, неответственные детали — 45.
Повышенная точность изготовления даже таких деталей,
как планки, прихваты, гайки, винты, объясняется требова-
ниями, предъявляемыми, к точности монтажа компоновок,
многократностью их использования. Применение легирован-
ных высококачественных материалов для подавляющего боль-
шинства деталей оправдывается необходимостью обеспече-
ния их повышенной прочности и высокой износостойкости.
Срок службы комплекта в 15...25 тыс. деталей по опыту экс-
плуатации на ряде заводов составляет 20 и более лет. Комп-
лект окупается за 1...3 года.
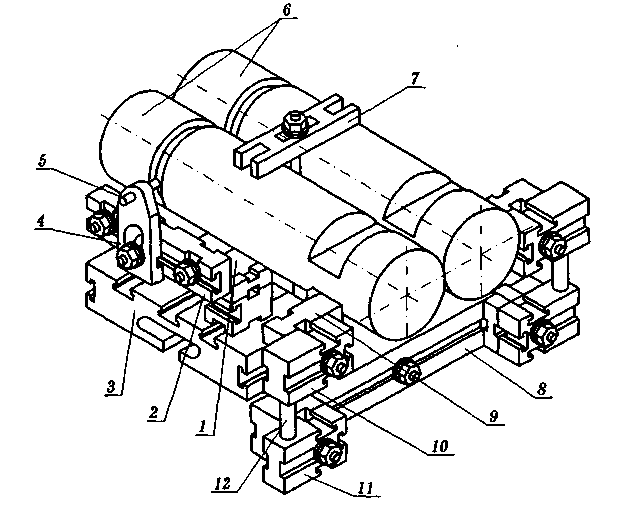
На рисунке 1.36 показано поворотное приспособление для
фрезерования и сверления равномерно расположенных по
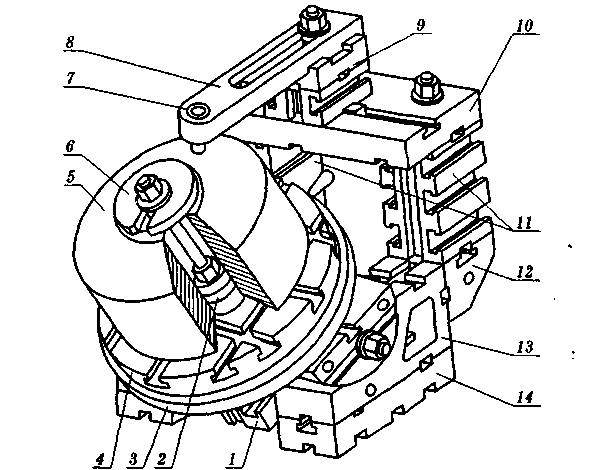
Рис. 1.36 Поворотное приспособление из элементов УСП
для сверления и фрезерования под углом
к оси заготовок — тел вращения
окружности площадок и отверстий в заготовке 5, которая
базируется плоскостью и отверстием на плиту 4 и палец 2 и
закрепляется с помощью быстросъёмной шайбы 6. Плита 4
размещена на диске поворотно-делительного механизма, со-
стоящего из поворотной головки 1, делительного диска 3 и
фиксатора. Поворотная головка установлена в поворотных
кронштейнах 13. Кондукторная планка 8 с втулкой 7 с помо-
щью опор 9, 11, 12 и планки 10 прикреплена к кронштей-
нам 13, установленным на опорах 14.
| Рис. 1.37 Фрезерное двухместное приспособление
из элементов УСП
|
Приспособление из элементов УСП для фрезерования па-
зов одновременно в двух деталях типа «ось» представлено на
рисунке 1.37. Основанием корпуса приспособления здесь слу-
жит квадратная базовая плита 3. Заготовки 6 устанавлива-
ются в призмах 1 и поджимаются к ним планкой 7. С целью
обеспечения положения обрабатываемых пазов относитель-
но уже имеющихся пазов в круговом направлении заготов-
ки 6 опираются на подвижный установочный элемент в виде
планки 9, прикреплённой к опорам 10, которые могут пере-
мещаться по цилиндрическим направляющим 12. Сами на-
правляющие 12 посредством опор 11 и пластины 8 закрепле-
ны на плите 3. В осевом направлении заготовки 6 фиксиру-
ются по круговым канавкам пальцами 5. Для обеспечения
положения пальца 5 использованы пластина 2 и кронштейн 4.
Получили распространение переналаживаемые круглые
накладные кондукторы (ПКНК). Они входят в состав комп-
лекта У СП. Универсально-сборные ПКНК состоят из базо-
вых деталей в виде делительных дисков; корпусных деталей
в виде планок, делительных опор, ползунов, самоцентриру-
ющихся шариками или кулачками головок: установочных
деталей в виде пальцев; направляющих деталей в виде быст-
росменных удлинённых кондукторных втулок. Пример ти-
повой сборки кондуктора для сверления шести отверстий за
пределами диска представлен на рисунке 1.38, а. На диске 1
с помощью опор 11, пальцев 6, ползунов 3 и болтов 5 уста-
новлены и зафиксированы в требуемом положении планки 4,
в отверстиях которых установлены быстросъёмные кондук-
торные втулки 2. Сам диск 1 своим отверстием размещён на
самоцентрирующейся шариками головке 8, посредством ко-
торой сбазирован по отверстию заготовки 9. Нижней плоско-
стью диска 2 кондуктор опирается на торцовую поверхность
заготовки и обеспечивает требуемое положение отверстий в
заготовке при сверлении их через кондукторные втулки 2
сверлом 7. Кондукторы для сверления отверстий в зоне дис-
ка 3 (рис. 1.38, б) через кондукторные втулки 7, размещён-
ные в кондукторных планках-ползунах 2, устанавливаются
в цилиндрических выточках заготовок либо наружной ци-
линдрической поверхностью П самих дисков, как показано
на рисунке, либо с помощью головок с самоцентрирующими-
ся элементами (шарами, кулачками).
Пусковой комплект ПКНК обычно рассчитывается на
сборку 700 кондукторов в год, которые могут переналажи-
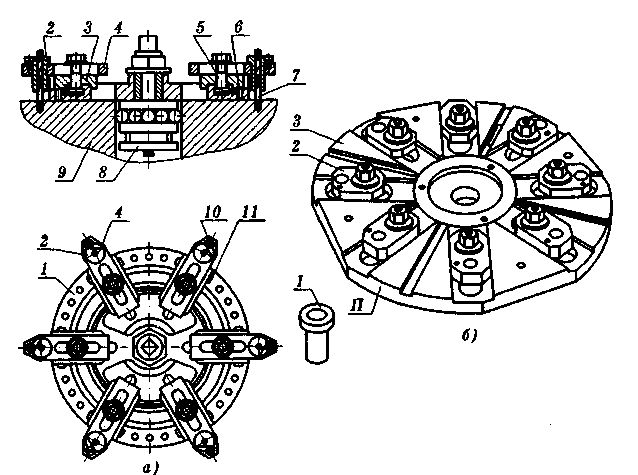
Рис. 1.38 Переналаживаемые круглые накладные
кондукторы для сверления отверстий
за пределами диска (а) и в пределах диска (б)
ваться на обработку заготовок группы деталей с определён-
ным диапазоном размеров. При этом переналадка кондукто-
ра занимает в 4...5 раз меньше времени, чем его сборка.
Универсально-сборные переналаживаемые приспособления
(УСПП) предназначены для использования на металлообраба-
тывающем оборудовании, в том числе станках с ЧПУ и много-
целевого назначения сверлильно-фрезерно-расточной группы.
Комплекты УСПП состоят из базовых, корпусных, уста-
новочных, направляющих, зажимных деталей и сборочных
единиц, а также крепёжных деталей, пневмогидропривода,
арматуры, блокировочных и вспомогательных элементов. В
их составе различные унифицированные функциональные
фрагменты (УФФ), в том числе базовые опорные, направля-
ющие (упорные), опорно-упорные, опорно-прижимные, за-
жимные немеханизированные и механизированные.
Базовые, корпусные и другие элементы УСПП снабжены
системой резьбовых, гладких и конических отверстий, паза-
ми, что позволяет обеспечивать их компоновку в различные
по назначению приспособления и подвижность зажимных
элементов. Приспособления из элементов УСПП обеспечива-
ют повышенные режимы обработки, так как обладают боль-
шей жёсткостью за счёт отсутствия Т-образных и П-образ-
ных пазов и стабильностью параметров по сравнению с У СП.
Срок службы УСПП — 10... 12 лет. Требования по качеству
рабочих поверхностей, точности и состоянию материалов эле-
ментов УСПП примерно соответствует требованиям У СП.
Пример зажимного механизированного УФФ представ-
лен на рисунке 1.5. На рисунке 1.39 показано фрезерно-
расточное приспособление УСПП. На базовой плите 1 уста-

Рчс. 1.39 Приспособление из элементов УСПП
75
новлены три базовых опорных нерегулируемых 2 и один
регулируемый 3, два базовых направляющих (упорных) 6
и один базовый упорный 7 УФФ, которые своими точеч-
ными опорами базируют заготовку 5 по трём плоским по-
верхностям, лишая её всех шести степеней свободы пере-
мещения. Закрепление заготовки обеспечивается двумя
зажимными не механизированными УФФ 4, установлен-
ными на опоре 9 с планками и прокладками. Прихваты
зажимных УФФ поджимают при вращении гаек на шпиль-
ках заготовку 5 к точечным опорам УФФ. Фиксация поло-
жений всех УФФ на плите 1 обеспечивается пальцами 8,
отверстия под которые в деталях УСПП могут при задан-
ных относительных положениях элементов выполняться
индивидуально.
Неразборные специальные приспособления (НСП) исполь-
зуются для выполнения определённой операции при обра-
ботке конкретных заготовок. Они являются одноцелевыми и
при смене объекта производства их обычно списывают. НСП
трудоёмки и дороги, так как изготавливаются в единичном
производстве, а применяются, как правило, в массовом и
крупносерийном производствах. При их проектировании
желательно максимально использовать стандартные детали
и сборочные единицы, стандартные заготовки для корпусов,
унифицированные отверстия, в том числе резьбовые, поса-
дочные пояски и другие поверхности. Всё это заметно сокра-
щает себестоимость НСП за счёт удешевления деталей и сбо-
рочных единиц, заготовок, используемого крепежа и т.д., а
также позволяет повторно использовать некоторые элемен-
ты списываемых приспособлений.
На рисунке 1.40, а показано механизированное фре-
зерное приспособление для обработки корпусных загото-
вок с использованием стандартных элементов (зажимных,
установочных элементов, приводов, корпуса). На корпу-
се 1 расположены установочные элементы в виде пальцев 2
и 3. Заготовка 4 устанавливается на два пальца (цилинд-
рический и ромбический) и плоскости опорных пластин 5.
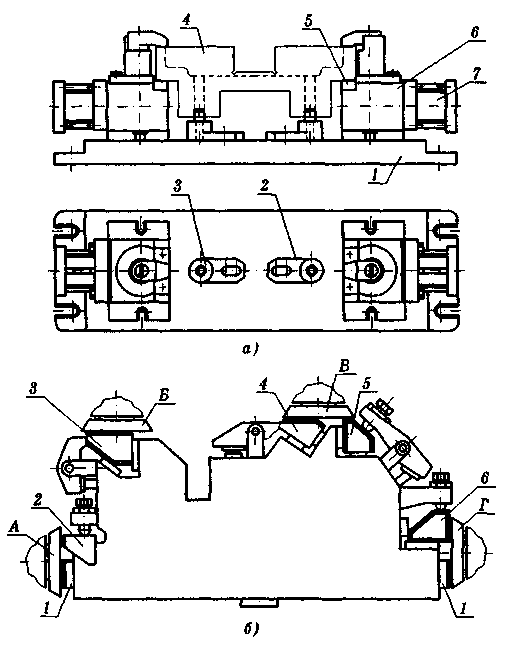
Рис. 1.40 Одноместное (а) и многоместное (б)
механизированные фрезерные приспособления
Закрепление заготовок осуществляется двумя поворотны-
ми прихватами 6, приводимыми в действие гидроцилинд-
рами 7.
В качестве примера производственного использования
на рисунке 1.40, б приведено многоместное приспособле-
ние. Оно предназначено для одновременной обработки семи
заготовок (пяти плоскостей и двух торцов чугунных на-
правляющих гидравлических прессов) на четырёхшпин-
дельном продольно-фрезерном станке. Заготовки на пози-
циях 1 и 2 обрабатываются фрезой А; на позиции 3 —
фрезой Б; на позициях 4 и 5 — фрезой В; на позициях 6 и
7 — фрезой Г. Закрепление заготовок обеспечивается
24 гидроцилиндрами, штоки которых соединены с прихва-
тами. Источник давления масла в цилиндрах насос Л1Ф-8
давлением 6,5 МПа.
В машиностроении используются все системы приспособ-
лений. Обоснованное их применение позволяет обеспечить
значительный экономический эффект. Экономический фак-
тор должен быть решающим при обосновании выбора конст-
рукции приспособлений в каждом конкретном случае.
Контрольные вопросы
1. Сформулируйте назначение, перечислите разновиднос-
ти, опишите структуру и особенности применяемой в
машиностроении технологической оснастки.
2. Как влияет применение приспособлений на производи-
тельность обработки, сборки, контроля?
3. Каковы назначение, разновидности, конструкции уста-
новочных элементов и требования к ним?
4. Сформулируйте назначение зажимных элементов, тре-
бования к ним. Дайте классификацию зажимных уст-
ройств.
5. Для чего предназначены приводы и какие их разно-
видности существуют?
6. Для каких целей используются элементы для направ-
ления и задания положения инструмента? Их устрой-
ство и требования к ним.
7. Какие существуют разновидности корпусов и какие
технологии используются для изготовления их заго-
товок?
8. Какие вспомогательные устройства и элементы исполь-
зуются в приспособлениях?
9. Перечислите разновидности и опишите устройство уни-
версальных приспособлений.
10. Каковы разновидности, назначение и устройство спе-
циализированных приспособлений?
11. Опишите особенности и применение специальных при-
способлений.
12. Сформулируйте требования к технологической ос-
настке. Какова её роль в обеспечении качества и про-
изводительности изготовления изделий машиностро-
ения?
ГЛАВА 2
КОНСТРУКЦИЯ И МЕТОДИКА РАСЧЁТА ОПРАВОК
Разновидности оправок
|