1.1 Назначение оснастки, влияние
на производительность обработки, классификация
Применение приспособлений при изготовлении деталей
исключает разметку заготовок и выверку их при установке
на станках, расширяет их технологические возможности,
повышает производительность труда.
Ориентирование заготовок и деталей в приспособлениях
происходит автоматически за счёт контактирования их базо-
вых поверхностей с установочными элементами. При этом
обеспечиваются заданные точность и качество обрабатывае-
мых поверхностей, устраняются погрешности, связанные с
разметкой и выверкой заготовок.
Расширение технологических возможностей универсаль-
ных станков достигается за счёт их оснащения специальны-
ми приспособлениями. С помощью таких приспособлений,
например, на токарных станках можно осуществлять формо-
образование и отделочно-упрочняющую обработку поверхно-
стей, шлифование, протягивание, строгание, фрезерование и
другие процессы; на фрезерных — растачивание, долбление,
накатывание и вибронакатывание; на сверлильных — обра-
ботку точных по размерам и относительному положению от-
верстий, их хонингование, дорнование и раскатывание. В ре-
зультате оснащения приспособлениями можно сократить но-
менклатуру потребных станков, на типовом оборудовании —
изготавливать детали из труднообрабатываемых конструкци-
онных материалов.
С помощью приспособлений можно осуществлять уста-
новку инструментов, использование которых на данном станке
не предусмотрено, дополнительные перемещения обрабаты-
ваемой заготовки и инструмента, перемещение инструмента
относительно заготовки в требуемой последовательности. При
этом возможны установка заготовок и инструментов на не
предназначенных для этих целей поверхностях станков, по-
вышение точности положения и перемещения инструмента,
осуществление видов обработки, для которых данный ста-
нок не предназначен.
Применение приспособлений положительно сказывают-
ся на производительности труда. Это связано с сокращени-
ем штучного £ш (штучно-калькуляционного tlu K) времени на
выполнение операций. Структура tm K, мин. выражается фор-
мулой
%.к. ~ ^ш + *п,з. = *о + *в + *т.о. + *о.о. + 'га + *п.з./п»
где t 0 — основное время обработки;
te — вспомогательное время;
tm 0 — время технического обслуживания рабочего ме-
ста;
t 00 — время организации обслуживания рабочего места;
tn — время регламентированных перерывов;
tn 3 и Тп^ — подготовительно-заключительное время со-
ответственно на одну заготовку и на партию заготовок;
п — число заготовок в партии, шт.
При использовании приспособлений t Q сокращается за счёт
совмещения обработки нескольких заготовок и различных
поверхностей одной заготовки, увеличения числа одновре-
менно работающих инструментов, повышения значений па-
раметров режима обработки. В этих целях обычно применя-
ются многоместные приспособления, многошпиндельные го-
ловки, многорезцовые державки, приспособления, повыша-
ющие жёсткость технологической системы (станок-приспо-
собление-инструмент-заготовка). Высокая жёсткость приспо-
соблений способствует устранению вибрации при обработке
и улучшению качества деталей, обеспечивает повышение
значений параметров режима и многоинструментальную об-
работку.
Вспомогательное время с применением приспособлений
уменьшается в результате автоматической ориентации (ба-
зирования) заготовок и деталей, сокращения времени на их
закрепление-открепление, совмещения tg с t 0 использования
в конструкциях быстродействующих зажимных устройств,
механизации и автоматизации их работы, автоматических
загрузочных устройств, выталкивателей и фиксаторов, пово-
ротных и других устройств. За счёт применения многомест-
ных, многопозиционных и непрерывно действующих приспо-
соблений достигается перекрытие времени на установку —
снятие заготовок t 0.
В целях сокращения оперативного времени ton (ton = t 0 + te)
целесообразно использовать приспособления, повышающие
степень концентрации переходов и расширяющие возможнос-
ти интенсификации техпроцессов за счёт использования па-
раллельных и параллельно-последовательных схем, комбини-
рованной и совмещённой обработки поверхностей заготовок.
Время tmo можно уменьшить путём применения много-
резцовых державок и блоков, быстросменных патронов, гиб-
ких легкопереналаживаемых приспособлений и устройств для
совмещённой и комбинированной обработки.
Время t 00 уменьшается прежде всего за счёт совершен-
ствования конструкции приспособлений и других мероприя-
тий, заключающихся в создании окон и лотков для отвода
стружки, очистки рабочих поверхностей установочных и за-
жимных элементов потоком смазочно-охлаждающих жидко-
стей (СОЖ) или струёй отработавшего сжатого воздуха, авто-
матического сбора и транспортирования стружки.
С возрастанием производительности труда снижается tn,
так как в этом случае при одинаковом времени отдыха в
смену рабочий обрабатывает (собирает) большее количество
заготовок (сборочных единиц). Кроме того, tn сокращается
при использовании приспособлений в результате облегчения
труда рабочих.
Обычно tmj 0, t 00 и tn принимаются в процентах от ton.
Поэтому уменьшение ton при применении приспособлений ав-
тематически приводит к сокращению времен tmo, t 00 и tn в
составе хш, ъшм.
Приспособления классифицируются по целевому назна-
чению, степени специализации, механизации и автоматиза-
ции, другим признакам.
По целевому назначению приспособления делятся на пять
групп:
— станочные приспособления для установки и закрепле-
ния заготовок; они обеспечивают связь заготовки со
станком, составляют до 80 % от общего количества при-
способлений и в зависимости от вида обработки под-
разделяются на токарные, фрезерные, шлифовальные,
сверлильные, расточные, строгальные и др.;
— станочные приспособления для установки и закрепле-
ния обрабатывающих инструментов (вспомогательный
инструмент), характеризующиеся в силу широкого ис-
пользования нормализованных и стандартных обраба-
тывающих инструментов большим количеством норма-
лизованных конструкций в виде различных патронов,
резцедержателей, оправок и других устройств. Сюда
относятся приспособления для обработки ППД (при-
способления группы обеспечивают связь инструмента
со станком);
— сборочные приспособления, используемые для уста-
новки базовых деталей, обеспечения правильного по-
ложения одной детали относительно другой, предва-
рительного деформирования собираемых упругих эле-
ментов (резиновых деталей, пружин, рессор), напрес-
совки, запрессовки, вальцовки, клёпки, пайки, свар-
ки, гибки по месту соединения и других сборочных
операций;
— контрольные приспособления, предназначенные для
проверки заготовок, промежуточного и окончательного
контроля изготавливаемых деталей, сборочных опера-
ций и единиц, машин. К этой группе относятся также
испытательные и контрольно-измерительные стенды;
— транспортно-кантовальные приспособления, использу-
емые для захвата, перемещения и перевёртывания об-
рабатываемых заготовок и собираемых изделий (обыч-
но в массовом и крупносерийном производствах).
По степени специализации приспособления подразделя-
ются на три группы:
— универсальные, включающие системы универсально-
безналадочных приспособлений (УБП), универсально-
наладочных приспособлений (УНП) и универсальных
устройств и средств (УУС);
— специализированные, состоящие из систем специали-
зированных безналадочных приспособлений (СБП) и из
специализированных наладочных приспособлений
(СНП);
:; ■— специальные, в состав которых входят системы не-
разборных специальных приспособлений (НСП), уни-
версально-сборных приспособлений (УСП) и универ-
сально-сборных переналаживаемых приспособлений
(УСПП).
В переналаживаемых приспособлениях широко исполь-
зуются унифицированные функциональные фрагменты (УФФ)
в виде пространственно упорядоченных устойчивых наборов
деталей (сборочных единиц), выполняющих определённые
функции, например зажимного устройства и связи.
По степени механизации и автоматизации приспособ-
ления могут быть ручные, механизированные, автоматизи-
рованные (полуавтоматические) и автоматические.
Несмотря на большие различия в конструктивном офор-
млении, приспособления имеют практически одинаковую
структуру и состоят из:
— установочных элементов (опор);
— зажимных элементов, устройств и их приводов;
— элементов для определения положения и направления
инструментов;
— корпусов;
— вспомогательных устройств и элементов.
1.2 Установочные элементы
и дополнительные опоры
Установочные элементы (опоры) служат для ориента-
ции — базирования заготовок, деталей, сборочных единиц в
пространстве при обработке, сборке и контроле. Опоры могут
быть неподвижными, подвижными, плавающими и регули-
руемыми.
Неподвижные (постоянные) опоры соединяются жёстко с
корпусами приспособлений.
Подвижные опоры могут перемещаться по базе в процессе
обработки заготовок, убираться при необходимости обработки
базовых поверхностей или обеспечения возможности устано-
вок заготовок в приспособлениях по упрощённой кинематике
их перемещения (задвигания). Примерами таких установоч-
ных элементов могут быть опоры подвижных люнетов токар-
ных станков, убираемые упоры токарных и фрезерных стан-
ков, утопающие пальцы автоматических приспособлений.
Плавающие опоры используются для обеспечения кон-
тактирования нескольких баз заготовок одновременно с не-
сколькими установочными элементами. Они могут быть в
виде плавающих конических пальцев, плавающих центров
и других подобных элементов.
Регулируемые опоры могут использоваться в качестве
установочных элементов и обеспечивают путём регулирова-
ния их положения компенсацию износа по высоте или пере-
наладку приспособлений. Но чаще всего они используются в
роли дополнительных опор для повышения жёсткости нежё-
стких заготовок и подразделяются на подводимые и самоус-
танавливающиеся.
При базировании заготовок по плоским поверхностям
используются при необработанных базах точечные опоры со
сферической, плоской и рифленой рабочими поверхностями;
при обработанных базах — опорные пластины. Выбор точеч-
ных опор, опорных пластин, регулируемых опор, самоуста-
навливающихся осуществляется по ГОСТ.
По внешним цилиндрическим поверхностям заготовки
(детали) устанавливаются в призмы, втулки, полувтулки,
цанги, кулачки самоцентрирующихся патронов. По внутрен-
ним цилиндрическим и коническим поверхностям — на оп-
равки, пальцы, сухари, кулачки и другие установочные и
установочно-зажимные элементы.
Для установки заготовок (деталей) по центровым отвер-
стиям (гнёздам) и фаскам отверстий используются различные
центры, для установки зубчатых колёс по эвольвентным про-
филям — ролики, шары, витые пружины и другие элементы.
Разновидности наиболее распространённых установочных
элементов, центровых гнёзд (фасок) и дополнительных опор
показаны на рисунках 1.1, 1.2, 1.3 и 1.4. Установочные эле-
менты для установки заготовок по плоским базам (рис. 1.1)
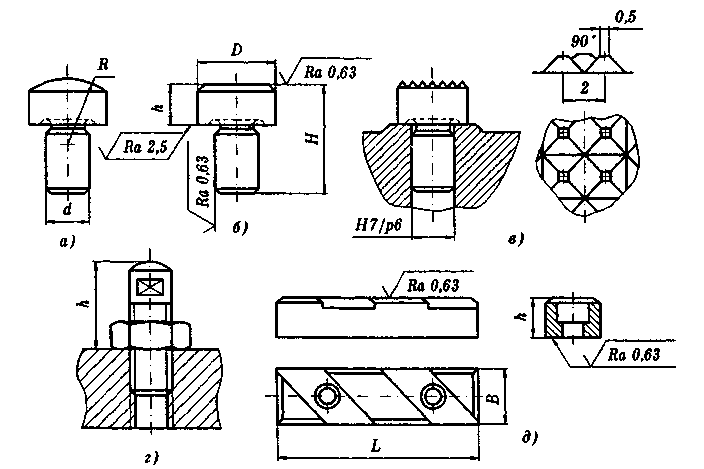
Рис. 1.1 Установочные элементы для базирования
заготовок (деталей) по плоскостям:
а, б, в, г — точечные опоры соответственно со сферической,
плоской, рифлёной поверхностями; д — опорная пластина
по ГОСТ изготавливаются с размерами (мм): точечные опо-
ры — D = 6...40, d = 8...25, Я = 10...76, h = 6...40; опорные
пластины L = 60...220, В = 16...35, Н = 10...25. Установоч-
ные элементы для установки заготовок по цилиндрическим
поверхностям (рис. 1.2, а, б, г, д, е, ж) выполняются с пара-
метрами (мм): призмы — L = 25...150, В = 32...190,
Н= 10...70, а = 90° (реже 60°, 120°), значения диаметров
заготовок (деталей) D 3 = 5... 150; пальцы — L — Э...85;
I = 3...36; D = 1,6...50; d = 2,5...32, С = 0.5...6; а = 15 °: для
срезанных пальцев В = D - (0,5...5). Втулки 1 (рис. 1.2, в)
служат для установки заготовок 2 по пояскам и перпендику-
лярным им плоскостям и обработки инструментом 3 в разме-
ры Aw. Б.
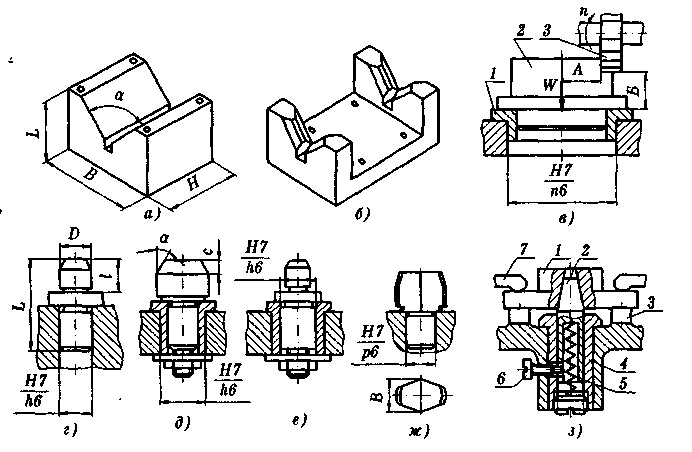
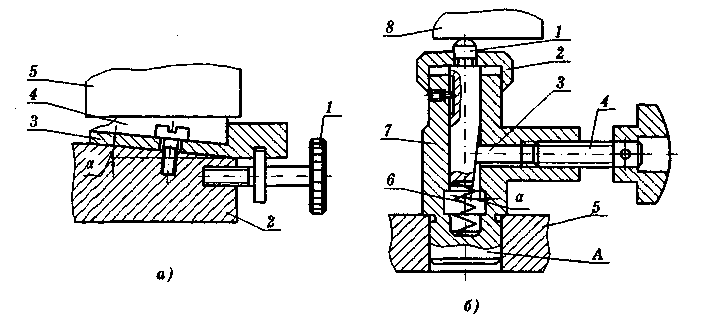
Рис. 1.2 Установочные элементы для базирования
заготовок (деталей) по наружным и внутренним.
цилиндрическим и коническим поверхностям:
а, б — призмы длинная (широкая) и сдвоенная (узкая);
в — втулка; г, д, е, ж — пальцы постоянные с буртом
и без бурта, сменный с буртом, срезанный (ромбический);
з — плавающий (конический)
Плавающий конический палец 2 (рис. 1.2, з) распола-
гается во втулке 4 и в исходном положении находится под
действием пружины 5 в крайнем верхнем положении в пре-
делах паза до касания нижней его кромки с упором 6. При
установке заготовки 1 на подпружиненный конус 2, она
центрируется по коническому отверстию и под действием
собственного веса смещается вниз до контакта торцевой
поверхности с опорными пластинами 3. Таким образом, у
заготовки отнимается необходимых пять степеней свободы
перемещения. В этом положении она закрепляется при-
хватами 7.
Центры (рис. 1.3, а, г) могут быть цельными (исполне-
ние 1) и составными со вставками из твёрдых сплавов ВК6,
Т15К6 и др. (исполнение 2). Кроме того, центры изготавли-
ваются нормальной и повышенной точности. У первых пара-
метр Ra шероховатости рабочих поверхностей не должен быть
больше 0,63 мкм, а биение рабочих конусов с углом 60 ° от-
носительно конусов хвостовиков — 0,01 мм. У конусов по-
вышенной точности эти параметры соответственно уменьша-
ются до 0,32 мкм и 0,005 мм.
Плавающий центр (рис. 1.3, б) устанавливается в шпин-
дель токарного станка и предназначен для повышения точ-
ности базирования заготовки в осевом направлении. В ис-
ходном положении центр 2, размещённый в корпусе 1, выд-
винут под действием пружины 5 вперёд до упора правой по-
верхности паза в стопор 4. При поджиме центром задней баб-
ки заготовки 3 центр, центрируя заготовку, утопает, и она
своим торцом касается торца корпуса 1, установленного в
шпинделе станка. Вращающийся центр (рис. 1.3, в) исполь-
зуется для уменьшения потерь на трение и устанавливается
в пиноль задней бабки токарных станков. Эти центры обес-
печивают менее точное базирование заготовок в радиальном
направлении из-за наличия в них радиальных зазоров. Спе-
циальные центры могут быть срезанными (рис. 1.3, г). Они
обеспечивают возможность обработки торцов заготовки; гриб-
ковые — для установки заготовок по фаскам отверстий боль-

Рис. 1.3 Центры и центровые фаски в заготовках (деталях):
а, б, в, г — центры упорной обычной конструкции
(исполнение 1), плавающий, вращающийся для работ средней
тяжести, специальный (срезанный полуцентр, исполнение 2);
д, е, ж — центровые гнёзда обыкновенные, с защитной
фаской (выточкой), с внутренней резьбой
шого диаметра, поводковые для передачи крутящего момен-
та от шпинделя станка к заготовке и др.
Центровые гнёзда (рис. 1.3, д, е, ж) чаще всего являют-
ся искусственными базами. Они имеют следующие парамет-
ры: а = 60 °; D = 2,5d; а2 = 120 °; Dx > D. Фаска под углом а2
или выточка диаметром Dx служат для защиты основной
поверхности гнезда от забоин и других повреждений. Вы-
точка диаметром dx служит для предотвращения смятия
1 С \
первой нитки резьбы, которая является конструктивным
элементом детали.
Если точечные опоры и постоянные пальцы запрессовы-
ваются в корпуса приспособлений, то регулируемые устано-
вочные элементы (рис. 1.1, г) чаще всего соединяются с кор-
пусами посредством резьбы и стопорятся контргайками.
Дополнительные подводные опоры могут быть винтовые
(рис. 1.1, г) или винтоклиновые. Из схемы винтоклиновой
опоры (рис. 1.4, а) следует, что при вращении винта 1 в кор-
пусе 2 клин 3 перемещается и подводит опору 4 к заготов-
ке 5. Для опускания опоры винт вращается в обратном на-
правлении. Указанный винтоклиновой механизм является са-
мотормозящейся системой, так как угол клина 3 принимает-
ся а < 8...Э °. Является самотормозящимся и винтовое соеди-
нение. Поэтому в указанной конструкции отпадает потреб-
ность в стопорном устройстве. Такие опоры используются для
обработки тяжёлых заготовок. При наличии в приспособле-
нии нескольких винтоклиновых подводных опор желательно
централизованное их управление от одного привода.
| Рис. 1.4 Дополнительные опоры:
а — регулируемая (подводимая);
б — самоустанавливающаяся
|
Конструкция самоустанавливающейся дополнительной опо-
ры (унифицированный функциональный фрагмент — УФФ)
показана на рисунке 1.4, б. Опора 1 своим хвостовиком под-
вижно установлена в отверстии корпуса 7 и под действием
пружины 6 находится в верхнем положении. При действии
веса заготовки 8 она утопает, и заготовка своей базовой повер-
хностью контактирует с установочными элементами. В таком
положении опора по скосу на хвостовике под углом а фикси-
руется пальцем 3, поджимаемым вращением винта 4. Корпус 7
своим хвостовиком А диаметром 25, 32, 40 мм устанавливает-
ся по посадке H7/J6 в корпус 5 приспособления. Угол скоса
а = 9 °. Колпачок 2 предохраняет подвижное соединение от
загрязнения. Стандартом, помимо описанной (исполнение 2),
предусмотрена опора (исполнение 1) с фланцевым креплением
к корпусу приспособления.
Требования к установочным элементам связаны с их фун-
кциональным назначением. Они должны длительное время
сохранять свои размеры и относительное положение, быть
износостойкими. Для этого они изготавливаются из угле-
родистых и легированных сталей (У7, У8, У10А, 65Г и др.)
с закалкой до твёрдости 58...63 HRC 3 или из конструкци-
онных сталей (15ХН, 20, 20Х и др.) с цементацией слоя
толщиной 0,8...1,2 мм и последующей закалкой до той же
твёрдости. В ряде случаев они изготавливаются из твёрдых
сплавов (ВК6М, ВК8 и др.), армируются ими или другими
твёрдыми и износостойкими материалами. Шероховатость
рабочих поверхностей элементов для установки заготовок
по обработанным базам обычно соответствует параметру
Ra = 2,5...0,2 мкм.
Кроме того, установочные элементы не должны ухудшать
качество поверхностей деталей. Стыки их с другими элемен-
тами приспособлений в направлении действия сил должны
быть жёсткими, что достигается тщательной отделкой, кон-
тактирующих поверхностей, повышенной твёрдостью мате-
риала и предварительной затяжкой (притягиванием элемен-
тов к корпусам). В целях упрощения и ускорения ремонта и
переналадки приспособлений установочные элементы следу-
ет выполнять легкосменными и легкофиксируемыми в за-
данном положении на корпусах. Всё сказанное в большой
мере относится и к дополнительным опорам, которые в свя-
зи с их подвижностью могут изготавливаться из сталей 45,
50 и других с закалкой до твёрдости 50...57 HRC.
1.3 Зажимные элементы, устройства и приводы
Зажимные элементы приспособлений могут быть выпол-
нены в виде контактирующих с заготовками частей винтов,
рычагов (прихватов), в форме призм, пластин, других дета-
лей приспособлений. Они предназначены для обеспечения
надёжного контакта базовых поверхностей заготовок (дета-
лей, инструмента) с установочными элементами приспособ-
лений и предупреждения смещения их при обработке, сбор-
ке или контроле. В ряде случаев зажимные элементы одно-
временно выполняют функции установочных (кулачки, при-
змы и лепестки цанг в самоцентрирующихся кулачковых,
призматических и цанговых патронах, пластины подвижных
губок тисков и т.п.).
Зажимные устройства обеспечивают необходимые силы
зажима. Наиболее распространены элементарные зажимные
устройства: винтовые, клиновые, рычажные, эксцентрико-
вые и цанговые. Чаще всего в приспособлениях используют-
ся комбинированные зажимные устройства, состоящие из двух
или нескольких элементарных.
Требования к зажимным элементам и устройствам: про-
стота конструкции, надёжность в работе и удобство в обслу-
живании; равномерность распределения сил зажима загото-
вок (деталей) в многоместных приспособлениях; износостой-
кость и легкосменность; достаточный ход (отвод элементов),
обеспечивающий удобство в установке и снятии заготовок
(деталей); отсутствие деформации закрепляемых заготовок
(деталей) и порчи их поверхностей; исключение самопроиз-
вольного отключения зажима; обеспечение закрепления и
открепления заготовок с минимальными затратами сил и
времени рабочего. Так, необходимая сила воздействия рабо-
чего на рукоятку (штурвал, маховик) ручного привода не
должна превышать 150 Н.
Зажимные устройства могут изменять направление дей-
ствия сил и их значения. Приведение в действие зажимных
устройств обеспечивается приводами. Наиболее широкое рас-
пространение получили пневматические приводы (поршне-
вые, диафрагменные, лопастные, сильфонные), обеспечива-
ющие высокое быстродействие, стабильность, простоту регу-
лирования и контроля возбуждаемых ими сил закрепления
заготовок (деталей). Этим приводам присущи простота в из-
готовлении и обслуживании, высокая работоспособность не-
зависимо от температуры окружающей среды. Давление сжа-
того воздуха в пневмосистемах предприятий — 0,4...0,6 МПа».
Существуют также вакуумные пневмоприводы. Однако
их широкое использование сдерживается необходимостью
применения вакуумных одно- и двухступенчатых поршне-
вых и струйных насосов (эжекторов), работающих с исполь-
зованием сжатого воздуха.
Для обеспечения больших по значению сил зажима с по-
мощью малогабаритных устройств применяются гидравличес-
кие, пневмо- и механо-гидравлические приводы. Большие силы
при малых габаритах гидроприводов создаются за счёт высо-
кого давления жидкости в гидросистемах (10 МПа и более).
Гидравлические приводы приспособлений возможно при-
менять лишь при использовании их на гидрофицированных
станках. Гидроприводы в 20 и более раз менее быстродей-
ствующие по сравнению с пневмоприводами, так как ско-
рость истечения (передачи давления) сжатого воздуха дости-
гает 180 м/с, а скорость передачи давления жидкости
2,5...5 м/с и не превышает 9 м/с. Кроме того, на этих приво-
дах сложно обеспечить надёжности уплотнений. Надёжность
работы приводов и быстродействие их зависят от температу-
ры окружающей среды.
Для примера на рисунке 1.5 показан УФФ в виде рычаж-
ного зажимного устройства системы УСПП с гидроприводом.
Зажимным элементом является часть А прихвата (рычага) 3,
обеспечивающая непосредственный зажим с силой W заго-
товки 8. Вращением винта 1 и опоры 4 можно изменять по-
ложение по высоте прихвата 3, которое фиксируется упо-
ром 11. С помощью сферической шайбы обеспечивается са-
моустанавливаемость зажимного элемента по поверхности за-
готовки 8. При подаче масла через резьбовое отверстие Б под
поршень 6 посредством опоры 4 сила на штоке гидропривода
действует на правый конец прихвата 3, увеличивается обрат-
но пропорционально плечам рычага и изменяет направление
на обратное. Устройство устанавливается на корпус приспо-
собления и головкой винта-втулки 7 входит в его Т-образ-
ный паз, после чего закрепляется в нужном положении гай-
кой 9. Винт 1 стопорится контргайкой 10.
Базовая модель пневмоцилиндра двухстороннего действия
с односторонним штоком и креплением на удлинённых стяж-
ках (рис. 1.6) состоит из штока 1, уплотнённого манжета-
ми 2; бронзовой втулки 3, крышек 4 и 8; поршня 6, уплот-

Рис. 1.5 Зажимное устройство УСПП с гидроприводом
24
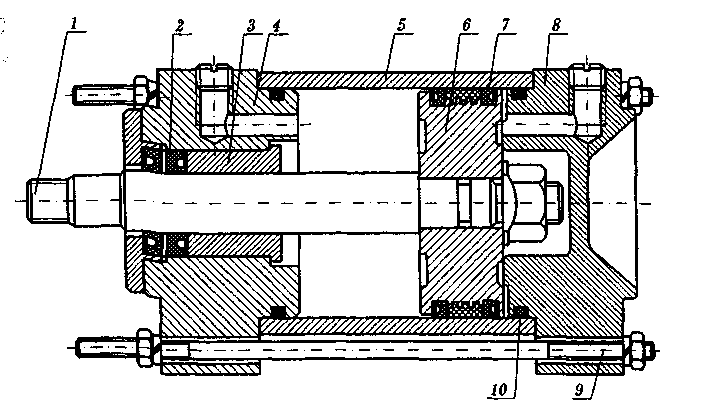
Рис. 1.6 Пневматический цилиндр
нённого манясетами 7; шпилек 9. Диаметры цилиндров: 80,
100, 125, 200, 220, 250, 280, 320, 360, 400, 450, 500, 650,
800, 1000, 1250, 1600, 2000, 2500 мм. По виду крепления
предусмотрены пять исполнений пневмоцилиндров: на пере-
днем или заднем фланцах, на лапах, на проушине, на цапфе.
Кроме описанных выше приводов, используются магнит-
ные и электромагнитные, электромеханические, центробеж-
но-инерционные приводы и приводы от движущихся элемен-
тов станков и сил, возникающих при обработке, а также руч-
ные приводы зажимных устройств.
Силовой расчёт приспособления состоит из определения
потребных зажимных сил W на зажимных элементах, расчё-
тов зажимного устройства и привода.
1-4 Элементы для направления и задания
положения инструмента
В качестве элементов для направления и обеспечения
кинематики перемещения инструмента используются кондук-
торные втулки для свёрл, зенкеров, разверток, дорнов; на-
правляющие втулки для расточных борштанг и копиры. К
элементам для задания и контроля положения инструмента
относятся высотные и угловые установы и установы для фа-
сонного инструмента. Кондукторные втулки используются в
сверлильных и других приспособлениях для обработки от-
верстий (кондукторах). Втулки для направления и повыше-
ния жёсткости борштанг применяются в расточных приспо-
соблениях. Копиры находят применение в приспособлениях
для обработки заготовок на токарных, фрезерных и других
станках. Установы используются в конструкциях токарных,
фрезерных и других приспособлений.
Применение кондукторных втулок устраняет разметку,
уменьшает увод (искривление) оси и разбивку обрабатывае-
мого отверстия. При этом точность диаметра отверстий по-
вышается в среднем на 50 %. Втулки могут быть гладки-
ми — тип I и с буртами — тип II, постоянными (рис. 1.7, а),
сменными, быстросменными и специальными (рис. 1.7, б, в,
г, д). Постоянные втулки впрессовываются в кондукторные
плиты приспособлений, сменные и быстросменные — уста-
навливаются в постоянные втулки с зазором и используются
при обработке отверстий несколькими инструментами.
Для изготовления втулок при обработке отверстий диа-
метром до 25 мм используются стали У10А, У12А, 9ХС; при
обработке отверстий диаметром более 25 мм — стали 20, 20Х
и другие.
К втулкам предъявляется три основных требования: точ-
ность, износостойкость, качество отделки поверхностей. Точ-
ность цилиндрических внутренней направляющей и наруж-
ной посадочной поверхностей обычно обеспечивается по 7,
8-му квалитетам, смещение их осей (эксцентриситете) не дол-
жно превышать 0,005 мм; перпендикулярность контактиру-
ющего с кондукторной плитой торца бурта относительно ци-
линдрической посадочной поверхности — 0,002...0,005 мм.
Допуски на диаметр отверстия для прохода свёрл и зенкеров
устанавливаются с обеспечением посадки F8/W5, а для про-
хода развёрток и дорнов по посадке G7/h6 в системе вала.
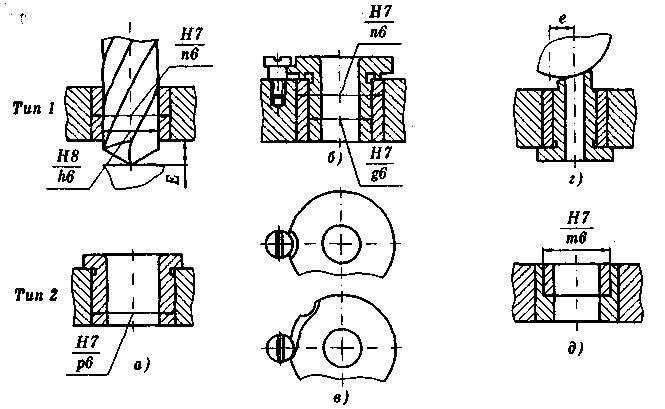
Рис. 1.7 Кондукторные втулки
а — постоянные типа I и II; б, в — сменные и
быстросменные; г — постоянные, армированные твёрдым
сплавом; д — специальная для сверления смещённых
отверстий на заготовках — телах вращения
При высокой точности расположения оси отверстия (0,05 мм
и менее) допуск на направляющее отверстие назначается из
условия обеспечения посадки H7/h6. В таблице 1.1 приведе-
ны допуски на изготовление и износ втулок при сверлении
отверстий с точностью НИ. При сверлении отверстий с точ-
ностью Н12...Н14 приведённые в таблице 1.1 допуски на из-
нос могут быть расширены на 50...200 %.
Таблица 1.1
Допуски на изготовление и износ кондукторных втулок, мкм
| Допуск
|
| Номинальный диаметр отверстия, мм
|
1...3
| 3...6
| 6...10
| 10...18
| 18...30
| 30...50
| 50...80
|
| На изготовление /5
| 14
| 17
| 20
| 24
| 30
| 35
| 40
|
| На износ у
| 10
| 15
| 20
| 25
| 30
| 35
| 40
|
Износостойкость кондукторных втулок обеспечивается
закалкой до твёрдости 63...66 HRCd или цементацией слоя
толщиной 0,9...1,3 мм и закалкой до той же твёрдости: от-
делкой рабочей направляющей поверхности; возможным ар-
мированием их нижней части кольцами из твёрдого сплава
типа ВК6, ВК8М (рис. 1.7, г): увеличением их длины до шага
винтовых канавок сверла, что повышает также точность на-
правления инструмента; обеспечением зазора т между ниж-
ним торцом втулок и поверхностью заготовок, который при-
нимается при сверлении сталей и других вязкопластичных
материалов т = d, при сверлении хрупких материалов
т = (0,3...0,5)d, при зенкеровании т = (0,2...0,3)d, при раз-
вёртывании т < 0, Id (здесь d — диаметр отверстия втул-
ки, мм).
Допуск на износ втулок может приниматься по табли-
це 1.1 или из условия, что пределом износа втулок можно
считать нижнее (максимальное) значение допуска на диа-
метр просверливаемого отверстия, а при сверлении крепёж-
ных отверстий — до 0,2...0,3 мм. Ориентировочный срок
службы кондукторных втулок — 10... 15 тыс. сверлений при
длине отверстий I < d. Средняя интенсивность изнашивания
кондукторных втулок при сверлении отверстий диаметром
10...20 мм на 10 м пути составляет при обработке серого
чугуна 3...5 мкм; стали 40 — 4...6 мкм; алюминиевых спла-
вов — 1...2 мкм. Износостойкость втулок, армированных
твёрдым сплавом, возрастает в 5...8 раз.
Качество отделки втулок обеспечивается шлифованием
посадочной цилиндрической и торцовой контактирующей с
плитой поверхностей до Ra = 0,12...1,25 мкм. Направляю-
щее отверстие обрабатывается до Ra = 0,08—0,32 мкм.
Втулки стандартизованы и устанавливаются по посадкам
W7/n6, H7/p6, H7/m6 в кондукторные плиты, которые могут
быть по связи с корпусом приспособления постоянными (жёс-
ткая связь с корпусом), шарнирными, съёмными (чаще всего
накладные кондукторы), подвесными (используются в комп-
лекте с многошпиндельными головками), подъёмными (в
скальчатых кондукторах). Толщина плит обычно 20...30 мм,
материал — серый чугун марки СЧ18, сталь марки СтЗ, 35,
алюминиевые сплавы марки АК4, эпоксидные компаунды.
Плиты могут изготавливаться из проката, литьём, штампов-
кой и снабжаться рёбрами для повышения жёсткости.
Направляющие втулки для расточных борштанг могут
быть неподвижными и вращающимися. На рисунке 1.8, а
представлена конструкция расточного приспособления с не-
подвижными втулками 3 и 7, установленными в стойках 2
и б по посадке Н7/т6. Борштанга 4 с двумя резцами разме-
щена во втулках 3 и 7 и предназначена для одновременного
растачивания отверстий заготовки 5, установленной по плос-
кости и двум отверстиям на установочные элементы корпу-
са 8, ориентация которого обеспечивается направляющими
шпонками 9 относительно Т-образных пазов стола расточно-
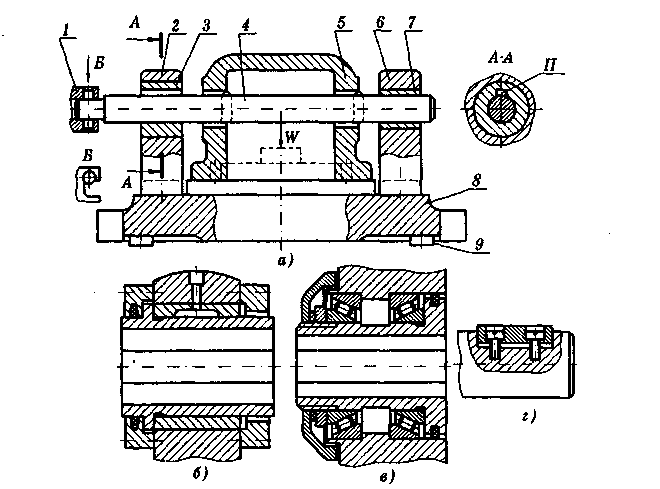
а ис. 1.8 Схема расточного приспособления с неподвижными.
втулками (а), вращающиеся направляющие втулки
и борштанга с плавающей шпонкой (б, в, г)
го станка. Вращение борштанге придаётся шпинделем 1 по-
средством его паза и штифта на борштанге. Для прохода рез-
цов при введении борштанги в отверстия втулок в первой из
них предусмотрен паз П. На рисунке 1.8, б представлена
вращающаяся втулка с подшипником скольжения, зона ко-
торого защищена крышками от попадания стружки и дру-
гих загрязнений. Рисунок 1.8, в, г иллюстрирует вращаю-
щуюся на подшипниках качения втулку и конец борштанги
с плавающей (подпружиненной) в радиальном направлении
шпонкой. Во вращающихся втулках предусмотрены шпоноч-
ные пазы, в которые входят шпонки борштанг для передачи
им вращения. Для облегчения попадания в пазы втулок
шпонки делаются плавающими или со скошенными краями.
Роль копиров — направлять обрабатывающий инструмент
для обеспечения заданной траектории его перемещения в
соответствии с контуром фасонной обрабатываемой поверх-
ности. На рисунке 1.9 показано устройство для комбиниро-
ванной обработки обтачиванием с последующим обкатыва-
нием или виброобкатыванием фасонной поверхности корпу-
са аппаратуры по копиру и процесс его вибронакатывания
на токарно-винторезном станке мод. 16К20. Корпус 3 отвер-
стием большей горловины устанавливается на палец план-
шайбы 2 передней бабки и через съёмную планшайбу 8 под-
пирается вращающимся центром 9 задней бабки. Попереч-
ная каретка суппорта отключается от винта подачи. При по-
мощи натяжного устройства, состоящего из кронштейнов,
шкивов, троса и груза 6, ролик 7, соединённый с суппортом
станка, постоянно контактирует с установленным на раме 4
копиром 5. При продольном перемещении с подачей <S суп-
порт, а вместе с ним установленное в резцедержателе 10 при-
способление 1 с профильным роликом для вибронакатыва-
ния, как и резец для обтачивания, описывают кривую в со-
ответствии с рабочим контуром плоского копира 5. При этом
фасонная поверхность корпуса после обтачивания виброоб-
катывается, на поверхности образуется равномерная по фор-
ме неровностей и их расположению микрогеометрия в виде

Рис. 1.9 Отделочно-упрочняющая обработка