Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
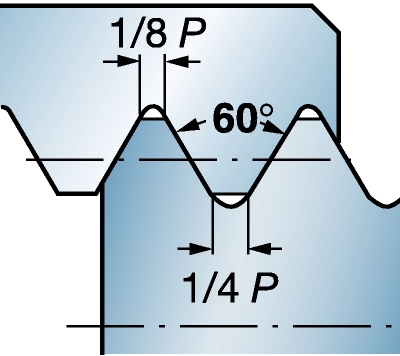
Параметры выточки под внутреннюю резьбуСодержание книги
Поиск на нашем сайте
ПРИЛОЖЕНИЕ 2 Основная технологическая информация
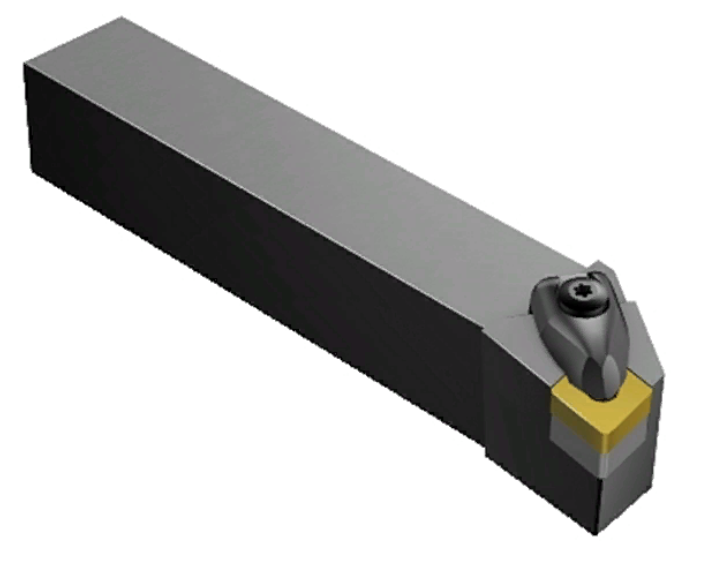
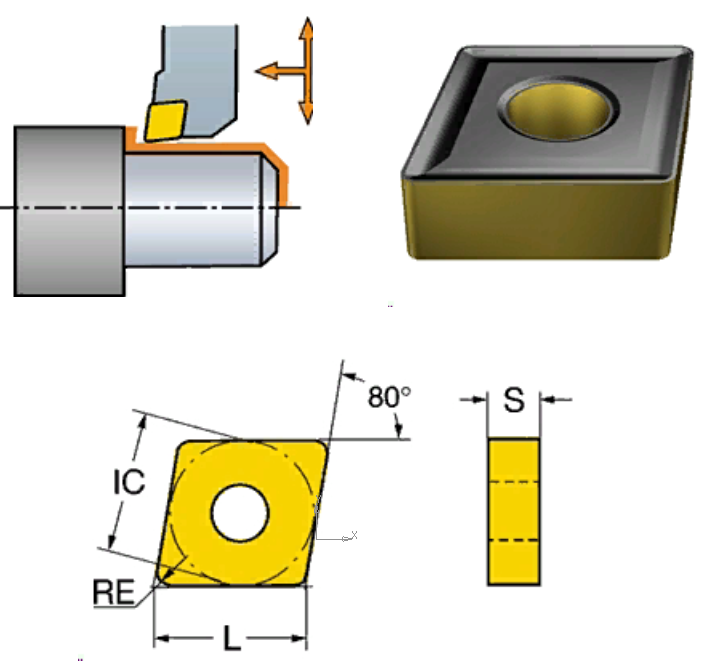
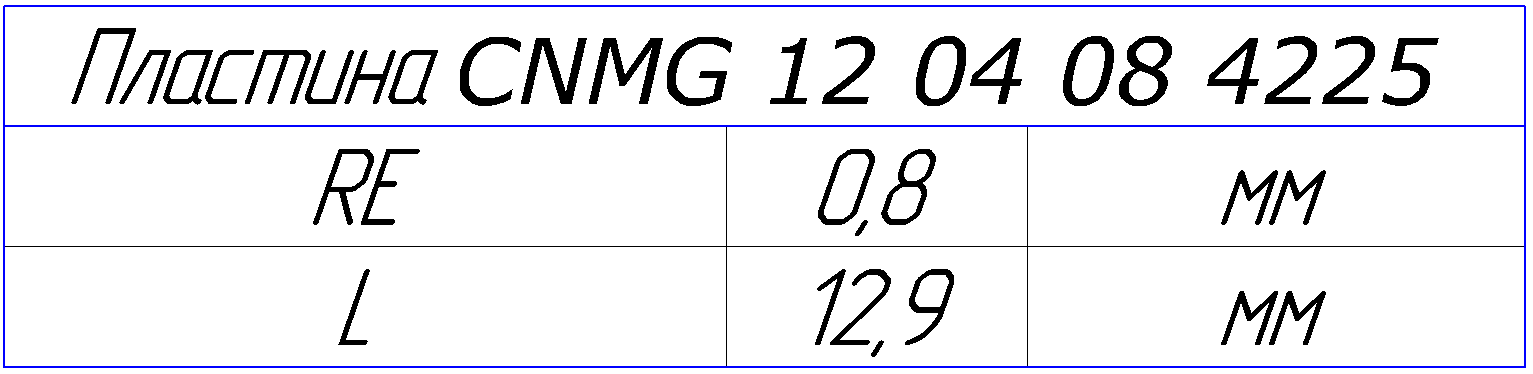
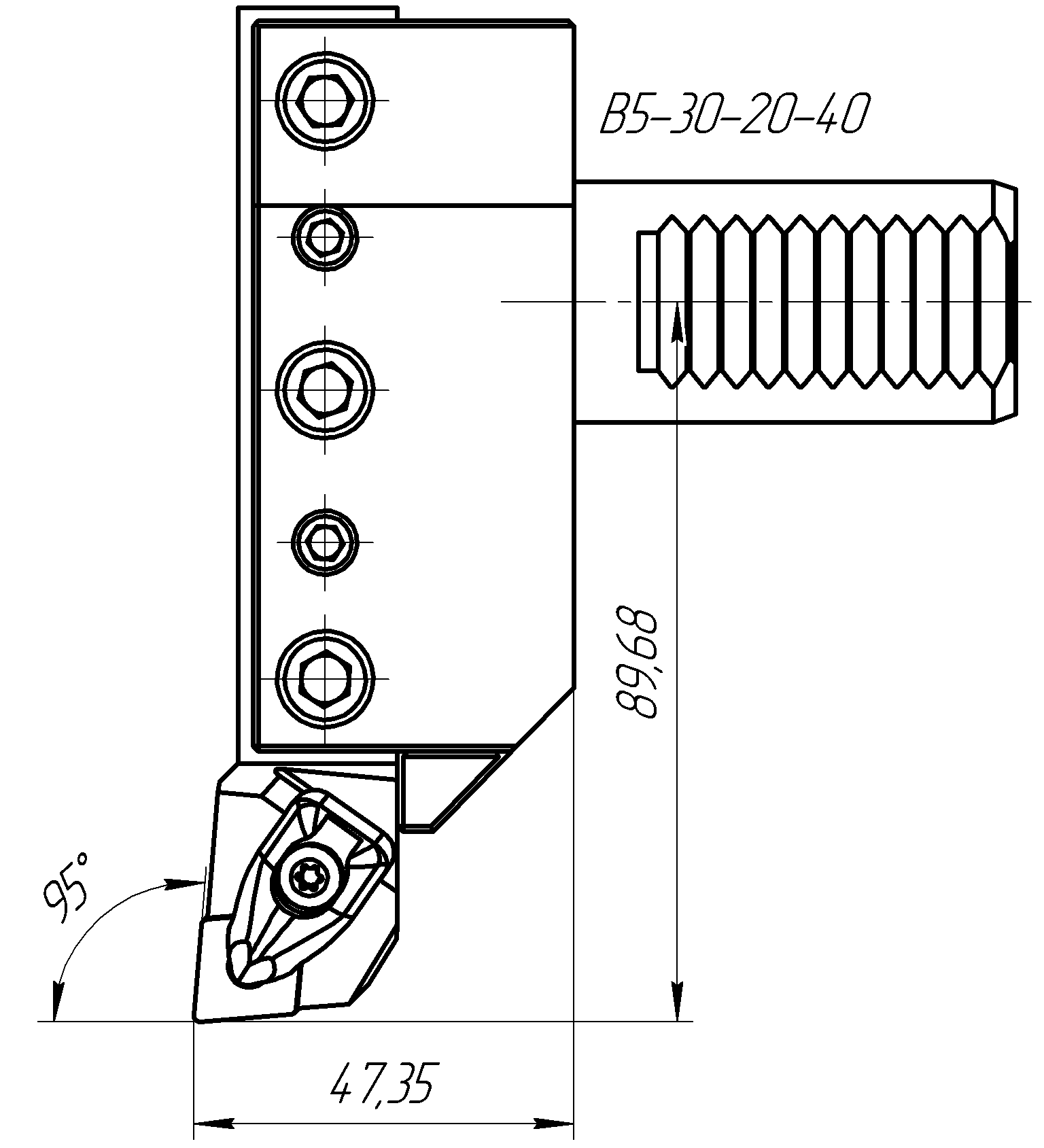
РЕЗЕЦ ДЛЯ ЧЕРНОВОГО ТОЧЕНИЯ DCLNL 2020K 12 призматическая державка T-Max® P
Продолжение прил. 2
Таблица 3 Режимы резания
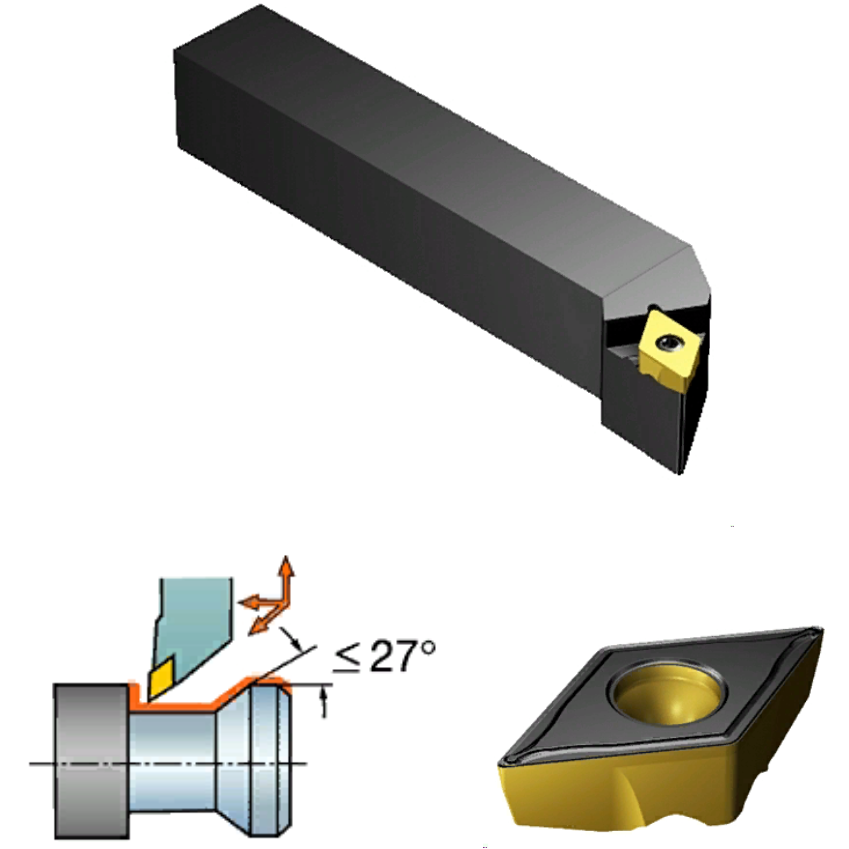
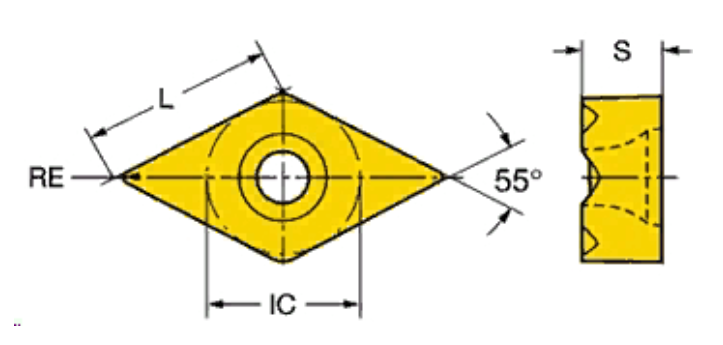
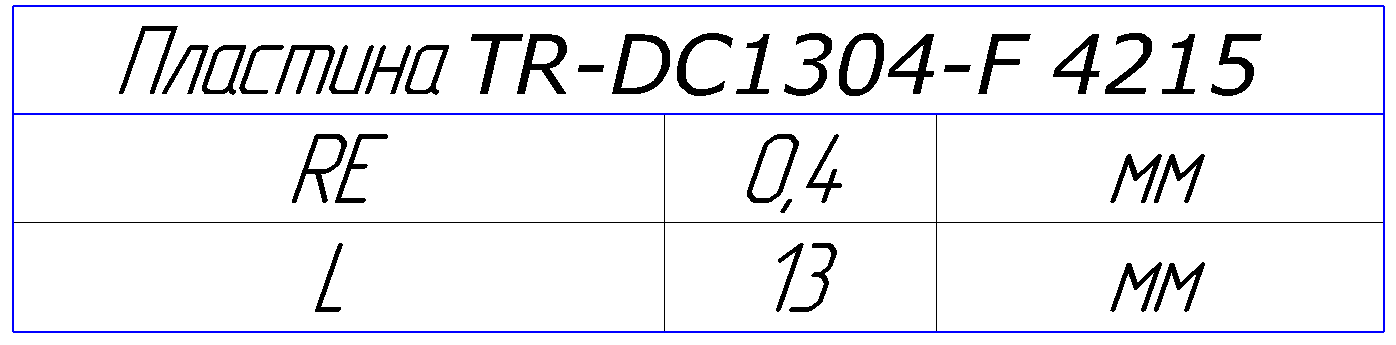
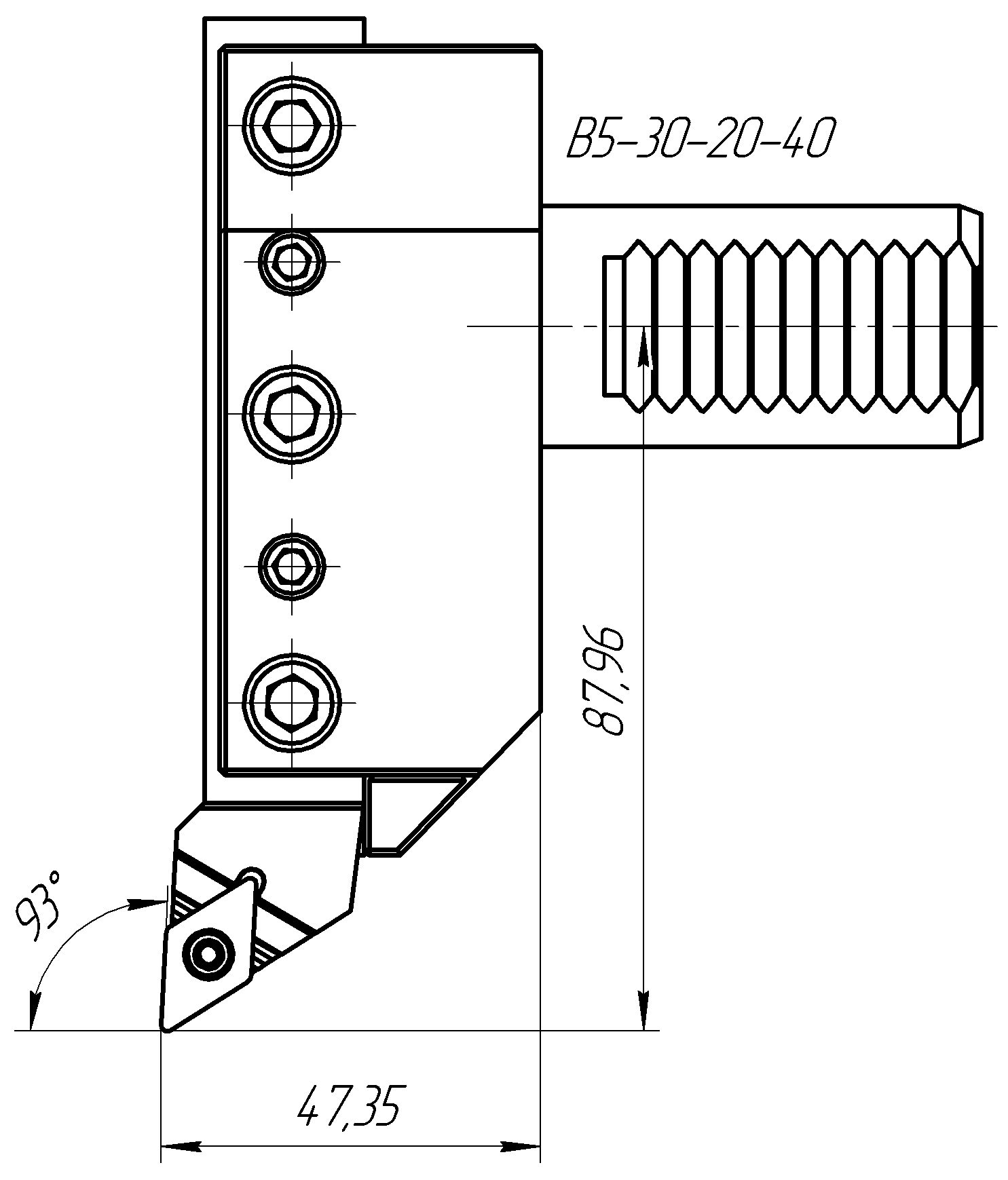
Продолжение прил. 2 РЕЗЕЦ ДЛЯ ПОЛУЧИСТОВОГО И ЧИСТОВОГО ТОЧЕНИЯ TR-D13JCL 2020K державка CoroTurn® TR
Продолжение прил. 2
Таблица 4 Режимы резания
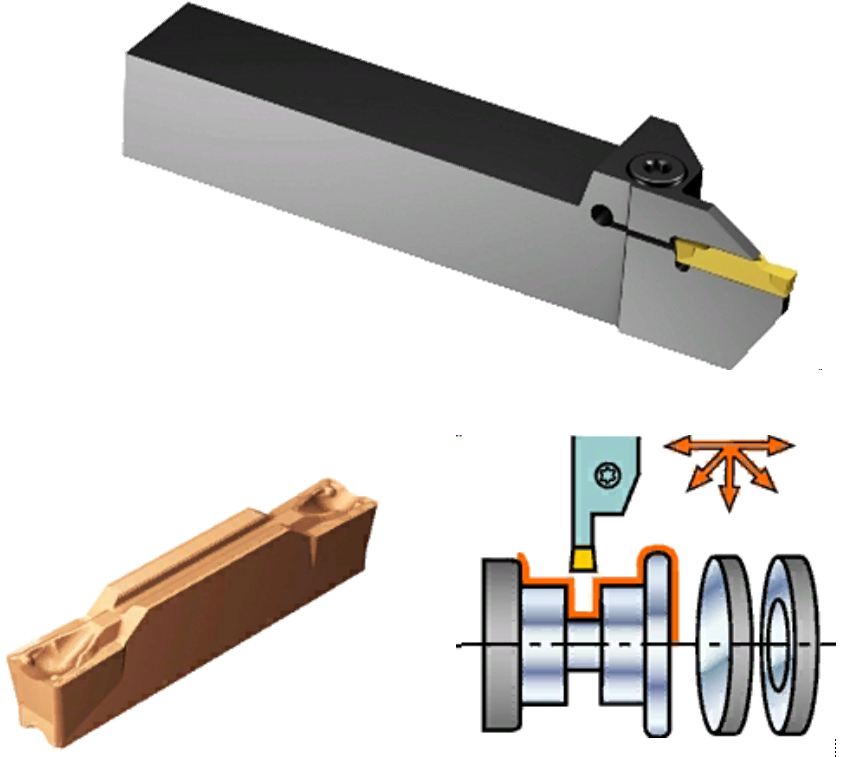
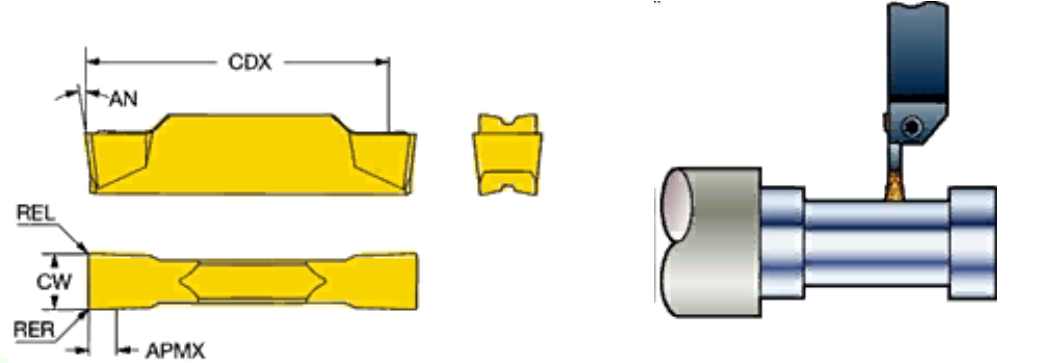
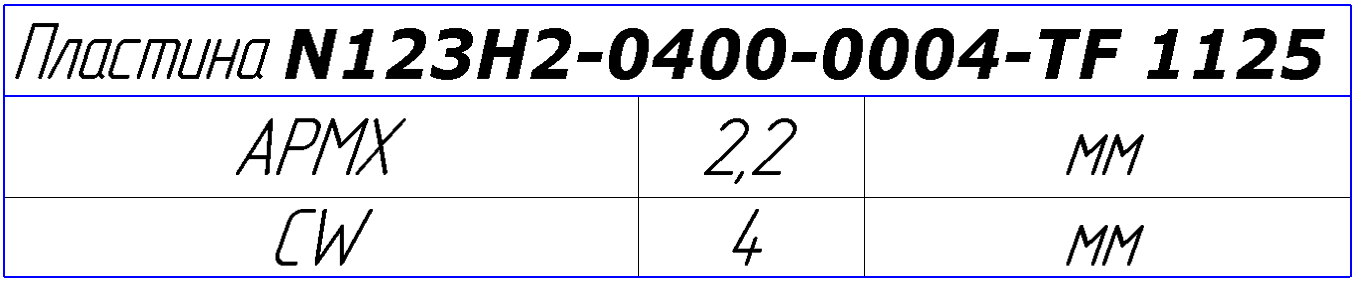
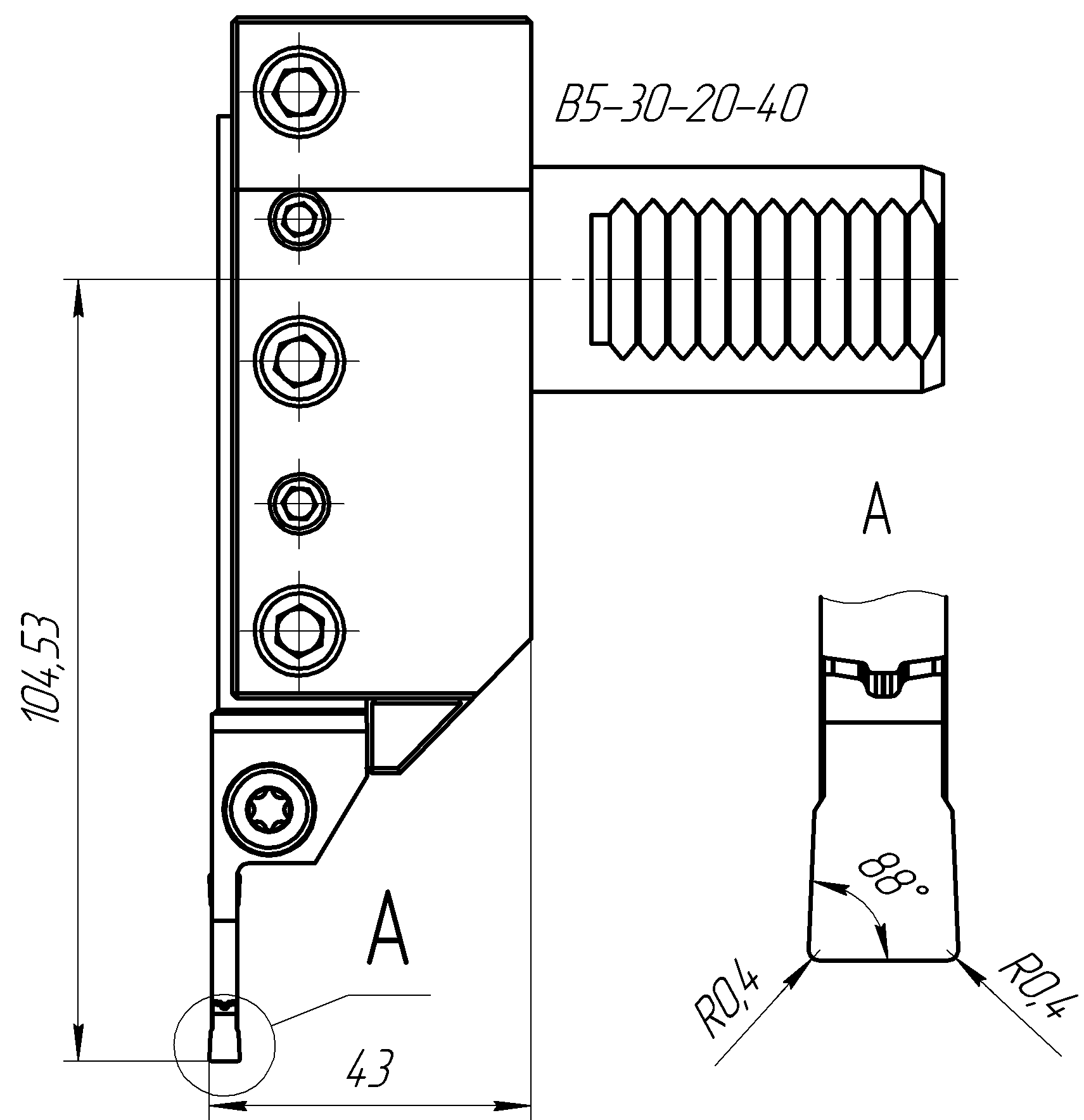
Продолжение прил. 2 РЕЗЕЦ ДЛЯ ОТРЕЗКИ И ОБРАБОТКИ КАНАВОК LF123H25-2020BM державка CoroCut ® 1-2
Продолжение прил. 2
Таблица 5 Режимы резания
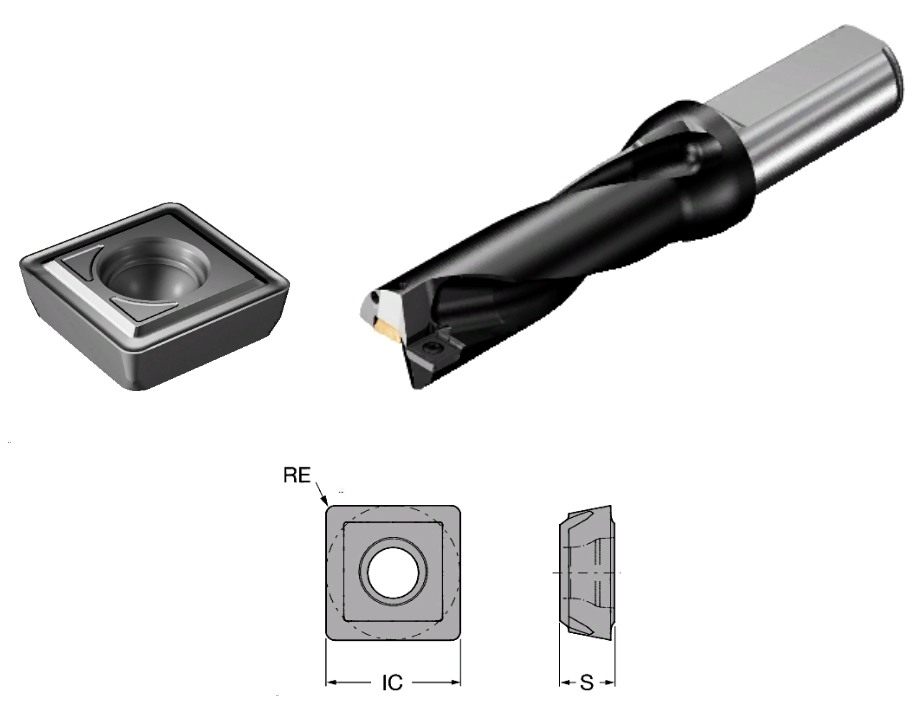
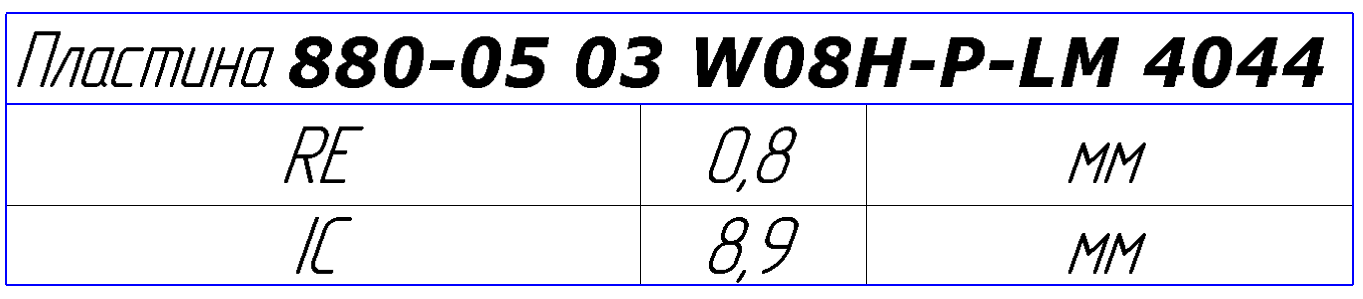
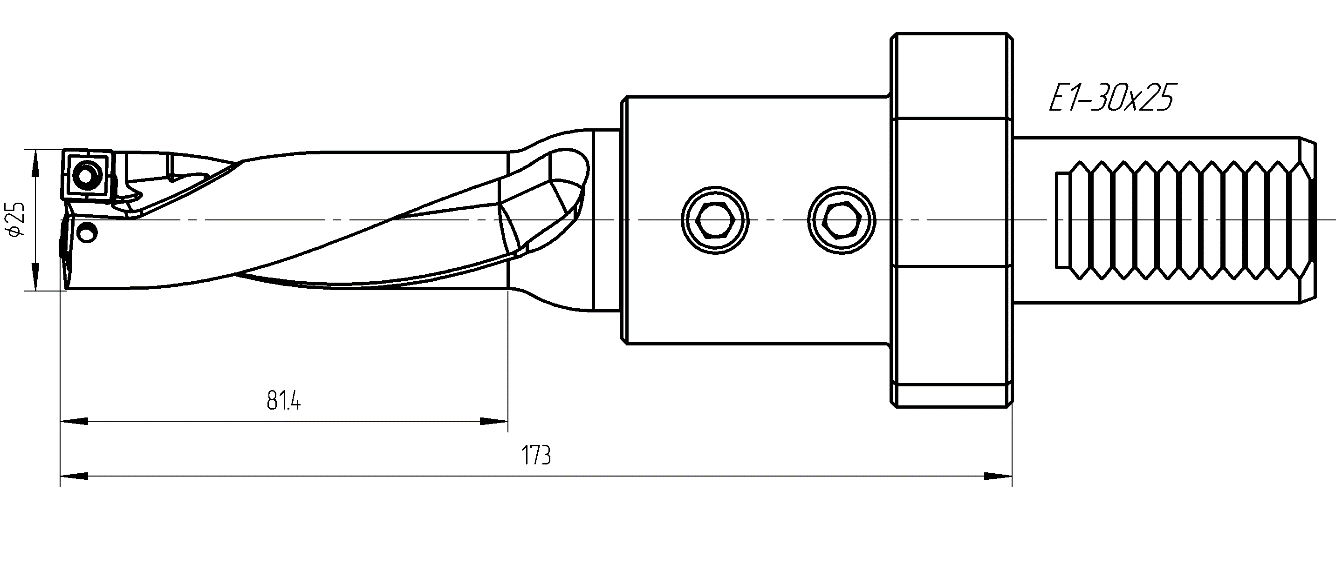
Продолжение прил. 2 СВЕРЛО СО СМЕННЫМИ ПЛАСТИНАМИ CoroDrill® 880 (880-D2500L25-03)
Таблица 6 Режимы резания
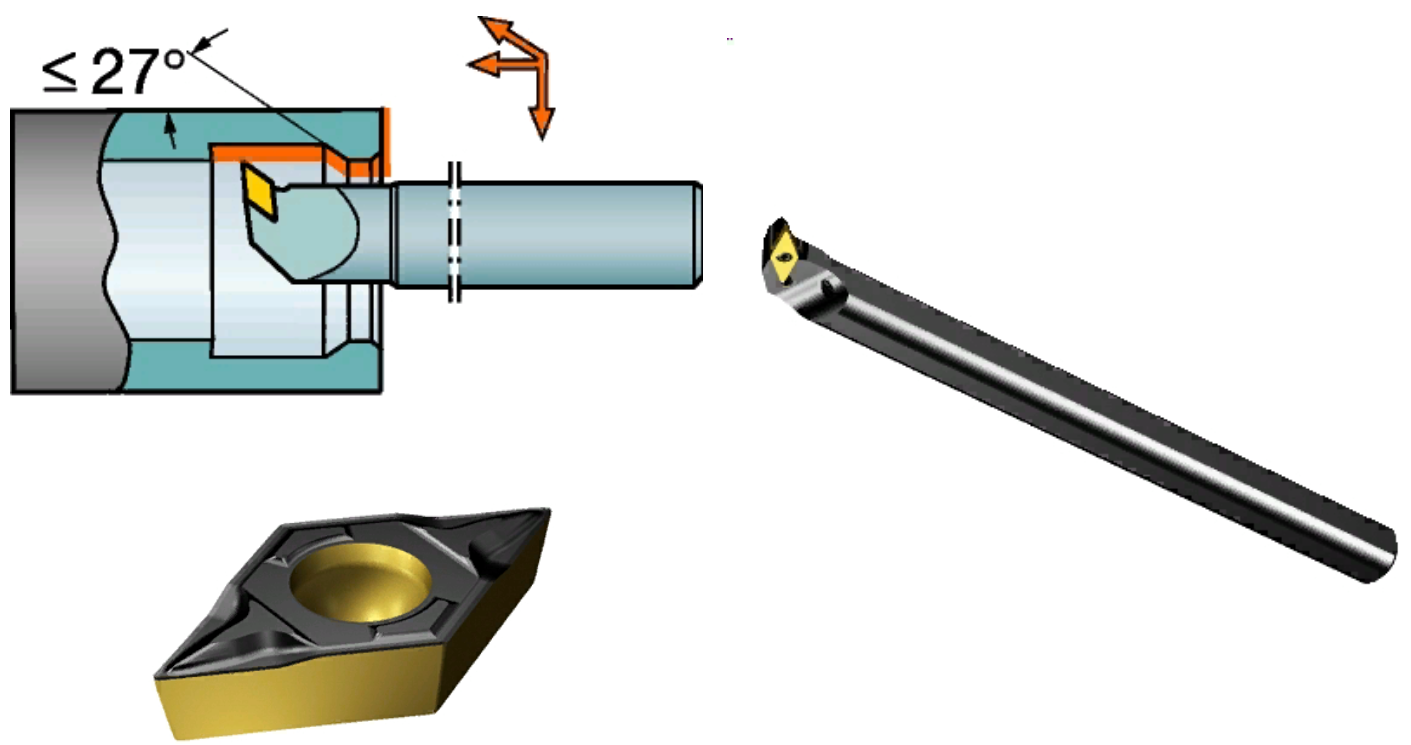
Продолжение прил. 2 РАСТОЧНОЙ РЕЗЕЦ A20S-SDUCL 11 Расточная оправка CoroTurn® 107 для точения
Таблица 7 Режимы резания
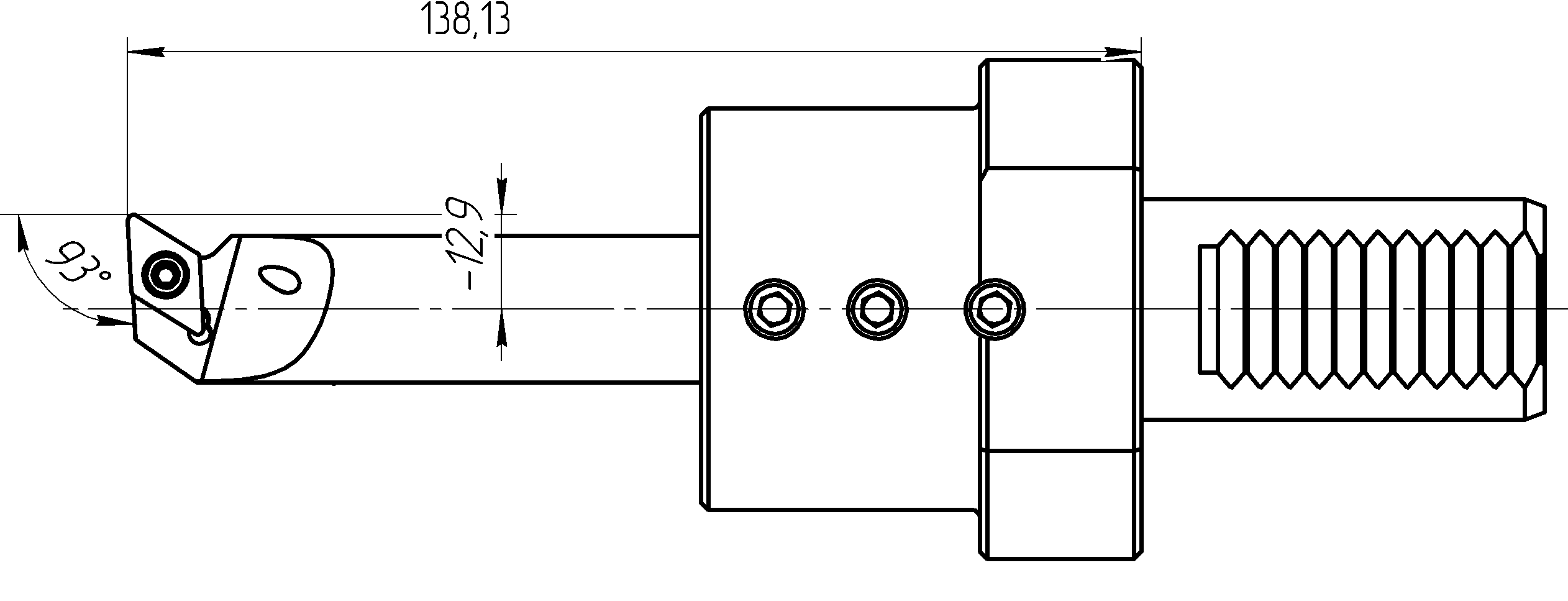
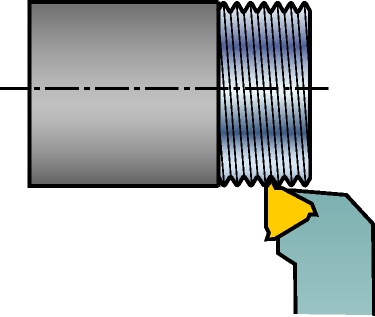
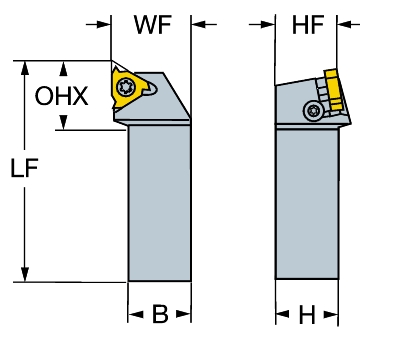
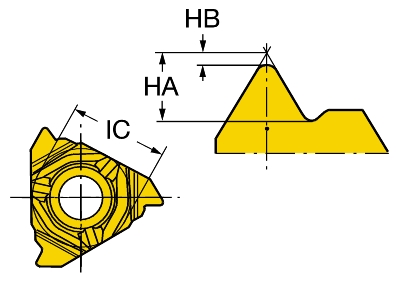
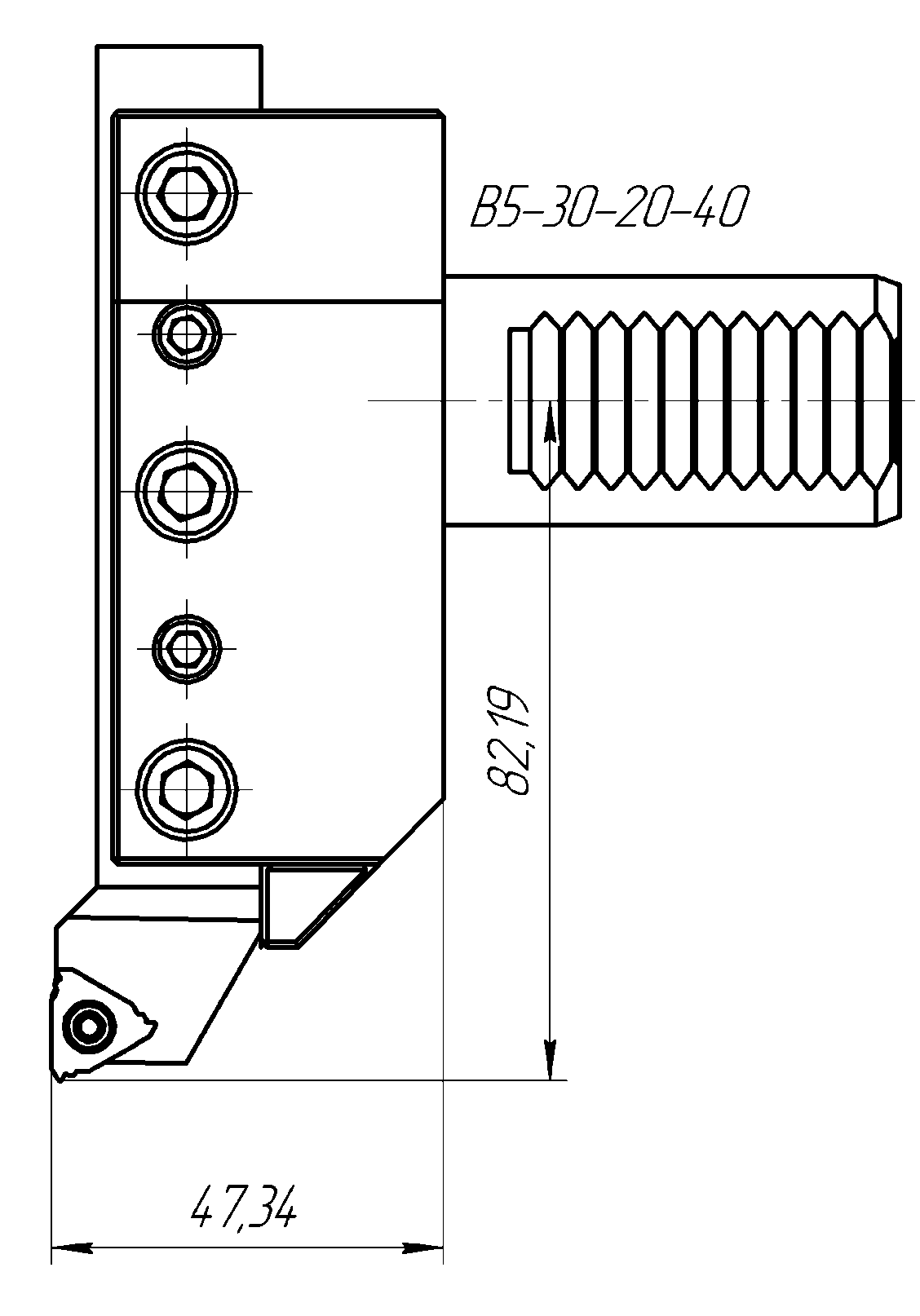
Продолжение прил. 2 РЕЗЬБОНАРЕЗНОЙ РЕЗЕЦ 266RFG-2020-16 CoroThread® 266 для точения резьбы
Окончание прил. 2
Таблица 7 Режимы резания
Оглавление
Список сокращений..................................................................................... 3 Введение....................................................................................................... 4 1. Технология программирования 1.1. Токарно-фрезерный станок с ЧПУ CTX 310 ecoline5 Контрольные вопросы........................................................................... 14 1.2. Пульт управления системой ЧПУ.................................................. 15 Контрольные вопросы.......................................................................... 20 1.3. Инструментальное обеспечение.................................................... 21 Контрольные вопросы........................................................................... 34 1.4. Режим программирования............................................................. 35 Контрольные вопросы........................................................................... 49 1.5. Режим MDI...................................................................................... 50 Контрольные вопросы........................................................................... 61 2. Практические задания........................................................................... 62 2.1. Общие рекомендации..................................................................... 62 2.2. Циклы обработки наружного контура.......................................... 64 2.3. Циклы обработки наружного контура (прорезное точение)........ 69 2.4. Циклы обработки внутреннего контура........................................ 74 2.5. Обработка детали за два установа................................................. 79 2.6. Циклы фрезерования...................................................................... 89 2.7. Циклы фрезерования ICP – контура.............................................. 94 2.8. Комплексная токарно-фрезерная обработка................................. 95 Заключение................................................................................................ 96 Рекомендательный библиографический список....................................... 97 Приложение 1. Геометрические параметры выточек под резьбу........... 99 Приложение 2. Основная технологическая информация...................... 101
Учебное издание Стельмаков Вадим Александрович, Никитенко Александр Васильевич,
ПОДГОТОВКА УПРАВЛЯЮЩИХ ПРОГРАММ ДЛЯ ТОКАРНОГО СТАНКА С ЧПУ НА ПЛАТФОРМЕ
Учебное пособие
Дизайнер обложки И. Л. Тюкавкина С авторского оригинала-макета
Подписано в печать 04.03.15. Формат 60 х 84 1/16. Бумага писчая. Гарнитура «Таймс». Печать цифровая. Усл. печ. л. 8,2 Тираж 400 экз. Заказ 138
Издательство Тихоокеанского государственного университета. 680035, Хабаровск, ул. Тихоокеанская, 136.
Отдел оперативной полиграфии издательства Тихоокеанского государственного университета. 680035, Хабаровск, ул. Тихоокеанская, 136. [1] Руководство по эксплуатации CTX 310 ecoline / DMG ECOLINE GMBH, Б. м., 2012. C. 3–1. [2] Руководство по эксплуатации CTX 310 ecoline. C. 5–3. [3] Руководство пользователя HEIDENHAIN СNC PILOT 620 / Dr. Johannes Heidenhain GmbH, Б. м., 2011. С. 95.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-05; просмотров: 291; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.008 с.) |