Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Наладка револьверной головки
Наладка – это подготовка технологического оборудования (станка CTX 310 ecoline) и оснастки к выполнению технологической операции. Процесс наладки станка заключается, в основном, в выполнении следующих действий: 1. Установка инструмента в гнезда револьверной головки в соответствии с УП; 2. Привязка инструмента; 3. Определение нуля детали; 4. Ввод и вывод УП. После описания инструмента в режиме «Редактора инструментов», необходимо собрать (рис. 1.14) и загрузить инструментальные блоки в револьверную головку после чего синхронизировать список загруженности револьверной головки с фактической её загрузкой.
Рис. 1.14. Этапы сборки и загрузки инструментального блока на примере проходного токарного резца
В окне «занятости револьверной головки» доступны следующие функциональные клавиши: 1. Удаление инструмента; 2. Вставка инструмента; 3. Вырезать инструмент; 4. Редактирование инструмента; 5. Список инструментов в таблице инструментов; 6. Специальные функции; 7. Запомнить изменения; 8. Отмена.
Рис. 1.15. Меню установки подач, частоты вращения и инструмента
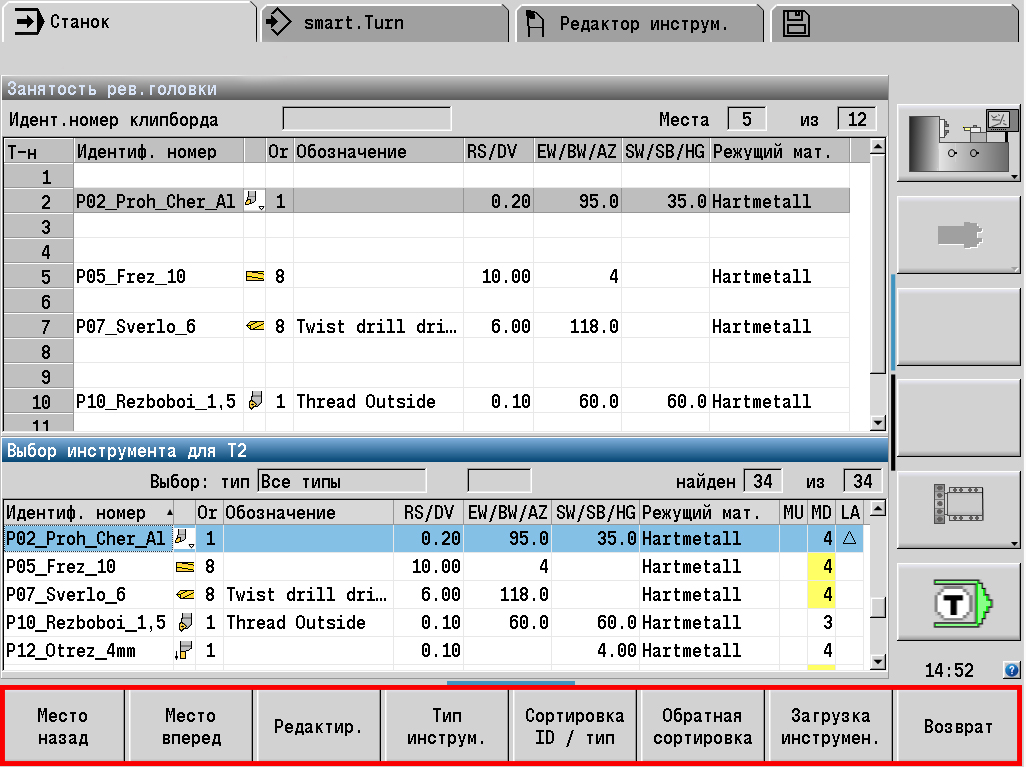
При помощи функциональных клавиш из «Списка инструментов» заполняем таблицу «Занятости револьверной головки» в соответствии с фактическим положением инструмента в позициях револьверной головки (рис. 1.17). Если в окне списка занятости револьверной головки присутствует инструмент, не находящийся в позициях револьверной головки его необходимо удалить.
Рис. 1.16. Занятость револьверной головки
Рис. 1.17. Синхронизация списка занятости револьверной головки Технологическая база данных
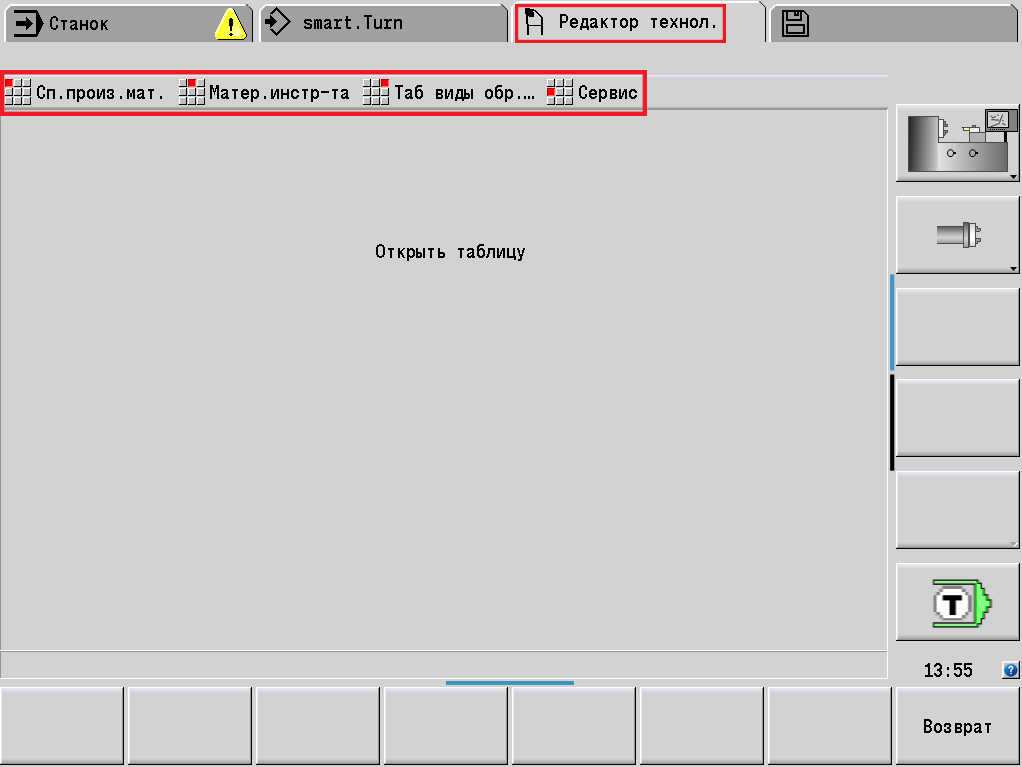
Технологическая база данных содержит информацию о режимах резания, назначаемых в зависимости от вида обработки, материала заготовки и материала резца. Для того чтобы открыть и редактировать технологическую базу данных, необходимо в режиме «Редактора инструмента» нажать функциональную клавишу «Другие таблицы» - «Редактор технологий», после чего откроется окно редактора технологий (рис. 1.18)
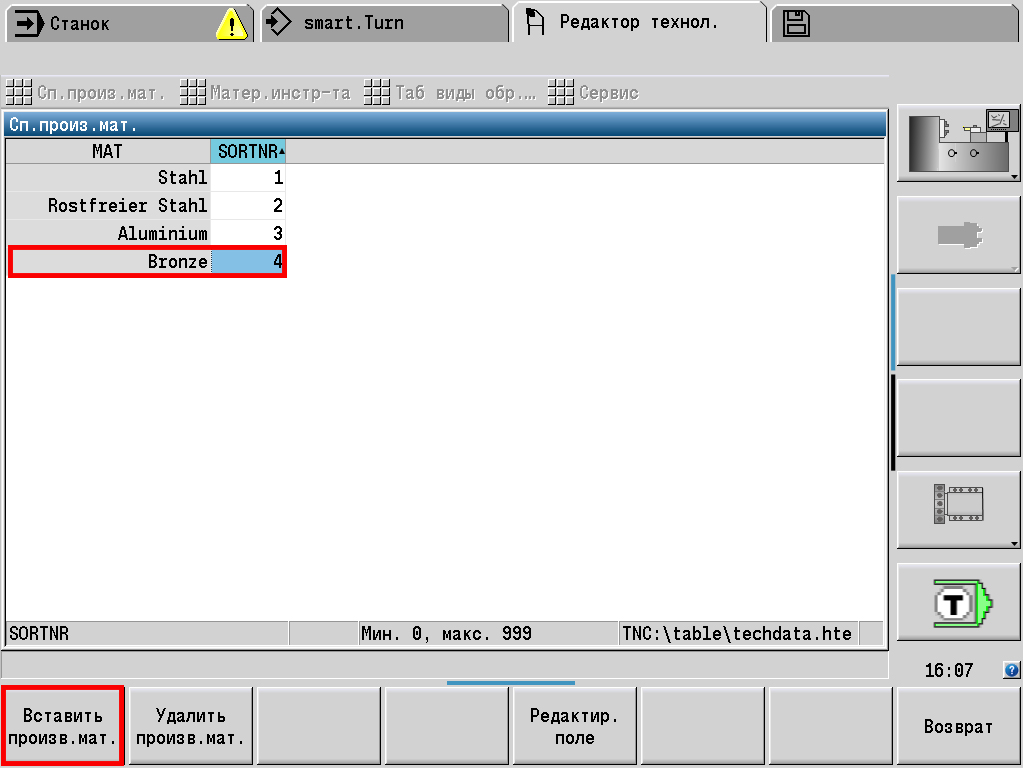
Рис. 1.18. Окно редактора технологий На инструментальной панели «Редактора технологий» располагаются основные его функции: 1. Список производственных материалов; 2. Материал режущей части инструмента; 3. Таблица видов обработки; 4. Сервис. В разделе «Список производственных материалов» при помощи функциональной клавиши «Вставить производственный материал» можно добавить новый производственный материал, который будет обрабатываться на станке (рис. 1.19).
Рис. 1.19. Создание производственного материала
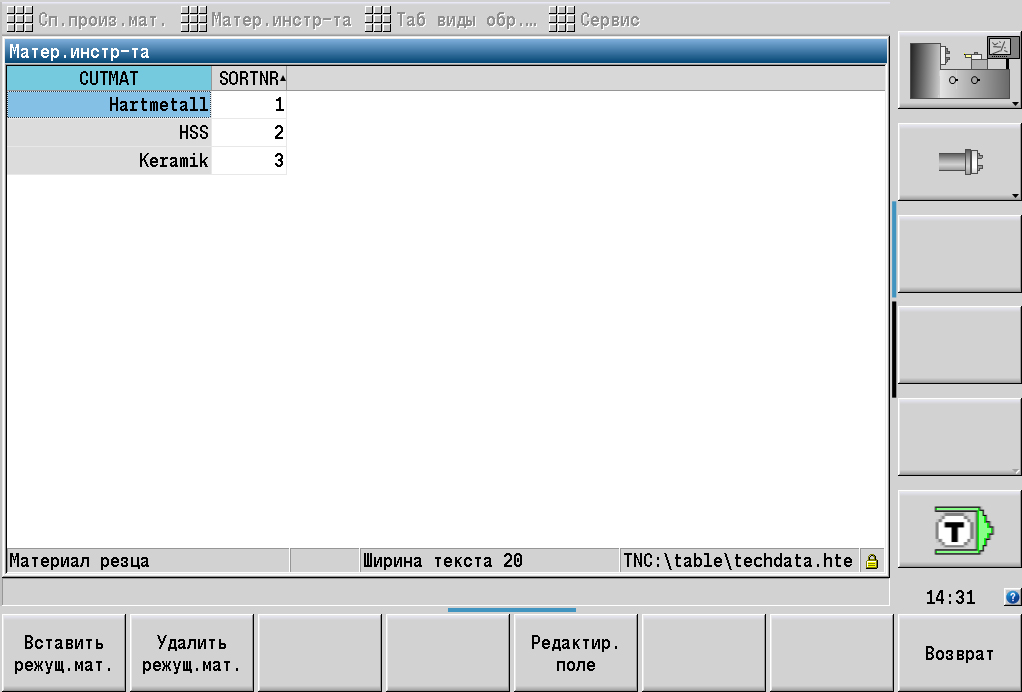
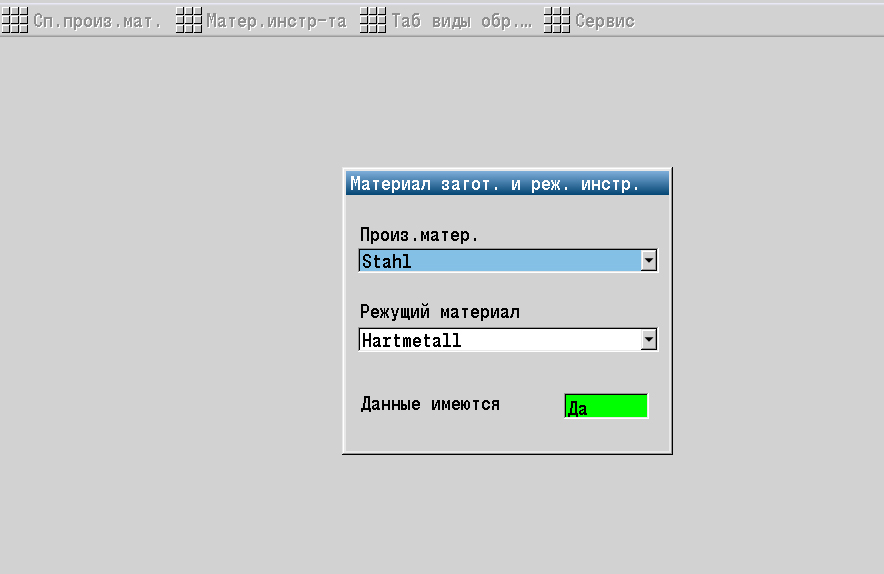
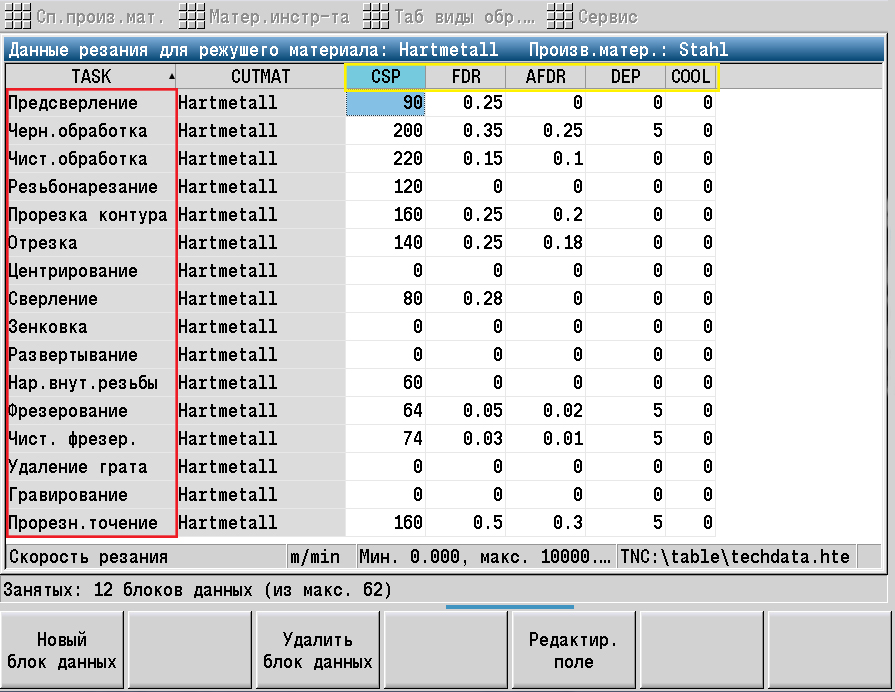
Следующим этапом создания технологической базы данных для обрабатываемого материала является указание материала режущей части инструмента, выбранного для обработки. Для этого на инструментальной панели находим вкладку «Материал инструмента», в появившимся окне либо выбираем материал режущей части из уже созданных, либо создаем новый (рис. 1.20). После описания материала режущей части инструмента, на инструментальной панели нажимаем на вкладку «Таблица видов обработки», в появившемся окне выбираем производственный и режущей материал, для доступа к редактированию режимов резания (рис. 1.21). Итогом описанной процедуры является создание базы данных включающей технологические параметры и режимы обработки (рис. 1.22). Данная база данных используется для автоматического составления технологии обработки с использованием функции TurnPlus.
Рис. 1.20. Создание режущего материала
Рис. 1.21. Выбор технологической базы данных
Рис. 1.22. Окно редактора технологий
Параметры, редактируемые в таблице[3]: 1. CSP (cutting speed) – скорость резания, м/мин 2. FDR (feedrate) – основная подача, мм/обр 3. AFDR (additional feedrate) – дополнительная подача, мм/обр 4. DEP (deepth) – врезание, мм 5. COOL – включение охладителя. Данные резания, занесенные в таблицу, пересчитываются в зависимости от введенных коэффициентов коррекции при создании инструмента.
Контрольные вопросы
1. Какие типы инструментов, создаваемых в системе ЧПУ вы знаете. 2. Назовите основные параметры, задаваемые при создании проходного резца.
3. Назовите основные параметры, задаваемые при создании сверла. 4. Назовите основные параметры, задаваемые при создании концевой фрезы. 5. Назначение параметра RS для токарного проходного резца? 6. Что такое наладка. 7. Как происходит синхронизация списка занятости револьверной головки с фактической ее загруженностью. 8. Что такое технологическая база данных, ее назначение. 9. Какие параметры можно задавать в технологической базе данных. 10. Для чего нужные коэффициенты коррекции режимов обработки при создании инструмента.
Режим программирования Создание программы
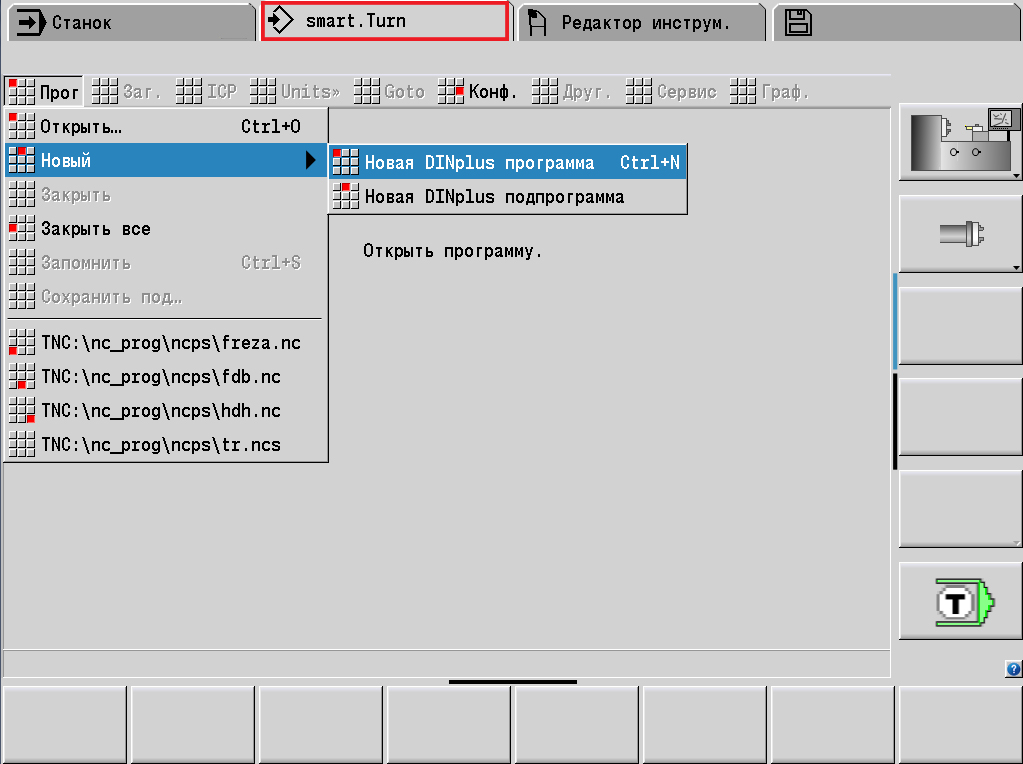
Для создания новой программы заходим в режим smart.Turn, и на инструментальной панели находим: программа – Новый – Новая DINplus программа (рис. 1.23).
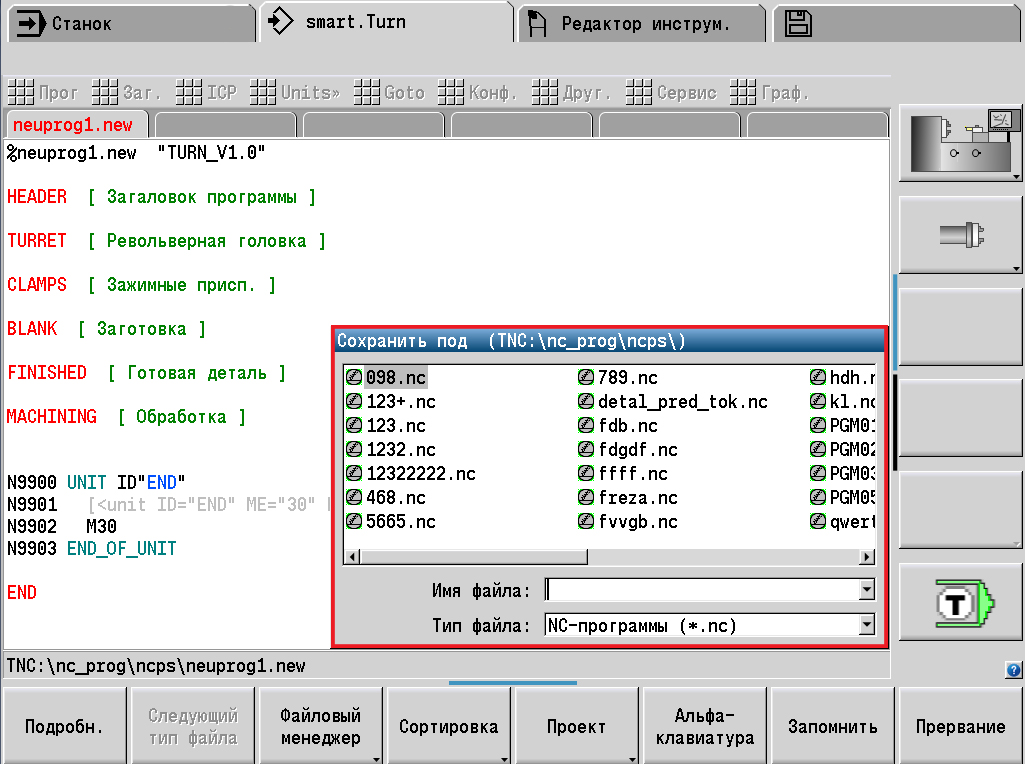
Рис. 1.23. Окно редактора технологий После создания DINplus программы необходимо ввести её имя и указать тип файла *nc (рис. 1.24). NC-программа содержит следующие разделы: – ЗАГОЛОВОК ПРОГРАММЫ: 1. Материал заготовки и единицы измерения 2. Другие необходимые данные – РЕВОЛЬВЕРНАЯ ГОЛОВКА: оснащение револьверной головки – ЗАГОТОВКА: описание заготовки – ДЕТАЛЬ: описание контура готовой детали – ОБРАБОТКА: программирование обработки заготовки – КОНЕЦ: окончание программы
Рис. 1.24 Окно редактора технологий
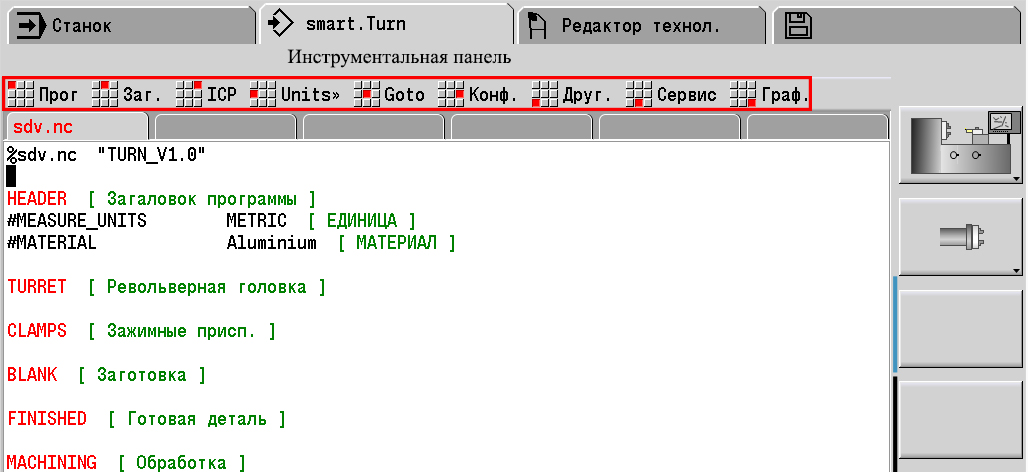
При создании программы автоматически создаются разделы по описанной последовательности. Данные разделы заполняются при использовании основных элементов инструментальной панели (рис. 1.25), содержание которых представлено в табл. 1.9.
Рис. 1.25. Основные элементы инструментальной панели
Таблица 1.9
|
||||||
|
|
Последнее изменение этой страницы: 2021-04-05; просмотров: 443; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.137.181.52 (0.015 с.) |