Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Структура основных элементов инструментальной панелиСодержание книги
Поиск на нашем сайте
Окончание табл. 1.9
Для создания оглавления программы и внесения основной информации об программе, оборудовании, авторе программы и предприятии, необходимо зайти на инструментальной панели во вкладку «заголовок программы – редактирование заголовка программы». В появившимся диалоговом окне заполняем всю известную нам информацию, и нажимаем ОК (рис. 1.26). После это в разделе «заголовок программы» появится введенная информация о материале, оборудовании, чертеже, детали, предприятии, авторе и т.д. (рис. 1.27) Следующим этапом написания программы является описание оснащения револьверной головки. Добавить инструмент можно несколькими способами: 1. Загрузка каждого инструмента в отдельности; 2. Загрузка всей револьверной головки из таблицы занятости револьверной головки при помощи функции «передача упр. станок»; 3. Загрузка инструмента при программировании Units (не рекомендуется).
Рис. 1.26. Редактирование заголовка программы
Рис. 1.27. Заголовок программы
Для выполнения загрузки вторым способом выполняем следующий алгоритм действий: 1. На инструментальной панели заходим в меню «Заголовок программы» – «Настроить список револьвера»; 2. В появившемся окне (рис. 1.28), нажимаем клавишу «Специальные функции»; 3. На панели функциональных клавиш нажимаем клавишу «Передача упр. станок», тем самым осуществляем синхронизацию списка занятости револьверной головки со списком используемых в программе инструментов (рис. 1.29).
Рис. 1.28. Заголовок программы
После загрузки револьверной головки в разделе TURRET появиться список всех загруженных инструментов в револьвере (рис. 1.30). Данный список подлежит редактированию, при изменении фактического состояния загрузки револьверной головки, если данная процедура не выполнена программа выдаст соответствующие сообщение об ошибке. Следующим этапом будет создание описания заготовки, для этого заходим на инструментальной панели в ICP – Заготовка (рис. 1.31).
Рис. 1.29. Заголовок программы
Рис. 1.30. Заголовок программы
Рис. 1.31. Описание заготовки
Задать заготовку можно тремя основными способами: в виде прутка, трубы и в виде свободного контура. Инструментальная панель в режиме программирования формы заготовки (детали) выглядит следующим образом:
Геометрия готовой детали задается контуром (табл. 1.10). При описании геометрии готовой детали необходимо учитывать положения полей допусков. Как правило, в качестве номинального размера используется середина поля допуска.
Таблица 1.10 Элементы управления в режиме задания контура готовой детали
Окончание табл. 1.10
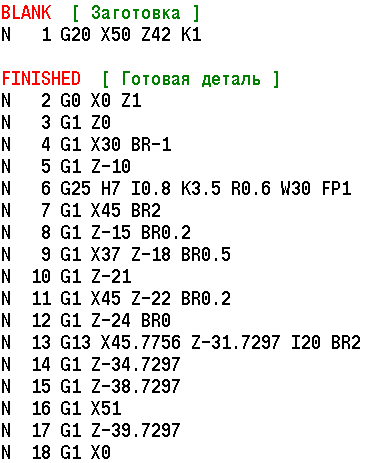
После задания контура готовой детали в разделе FINISHED появиться его описание в G – кодах согласно международным стандартам программирования DIN/ISO (рис. 1.35).
Рис. 1.35. Описание контура готовой детали в G – кодах
Циклы обработки
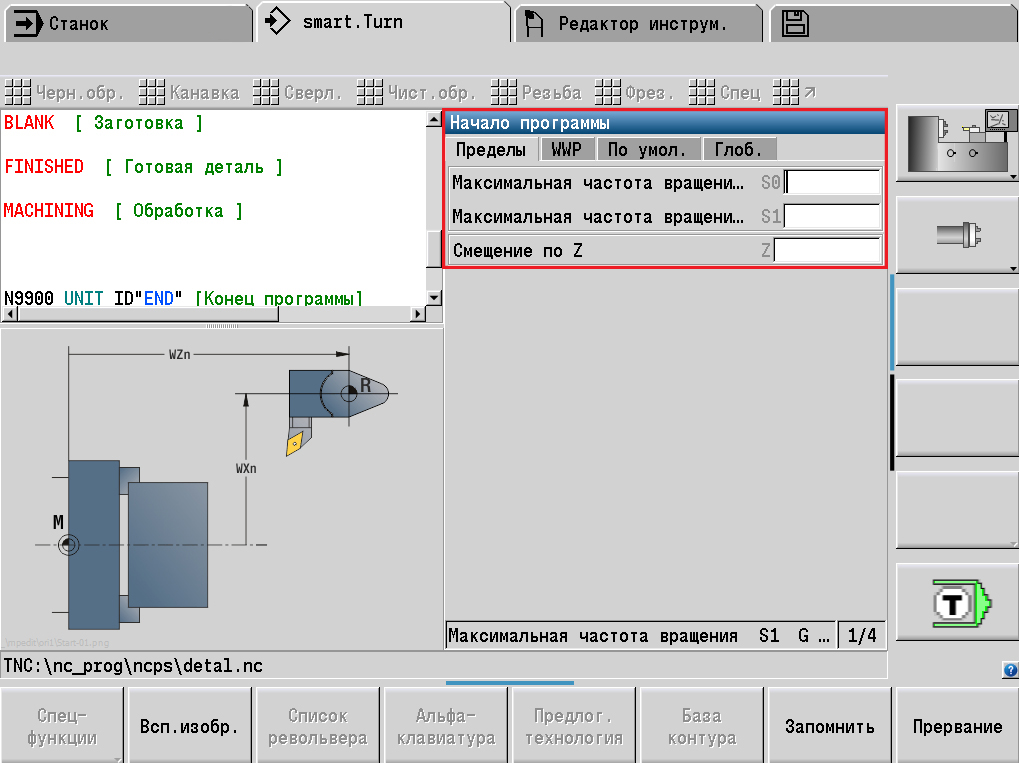
После создания геометрии готовой детали и заготовки, заходим во вкладку Units, и задаем основные параметры обработки действующих в рамках этой программы (рис. 1.36). В эти параметры входят следующие: 1. Пределы – в данной вкладке задается максимальная частота вращения шпинделя, максимальная частота вращения приводного инструмента, и смещение оси Z нулевой точки детали относительно нулевой точки станка. (Смещение по Z - не задается); 2. WWP – в данной вкладке задается точка смены инструмента, и возможные стратегии отвода инструмента; 3. Настройки по умолчанию – в данной вкладке перечислены основные программные настройки; 4. Глобальные настройки – в этой вкладке задается величина припуска на чистовую обработку, безопасное расстояние, плоскости безопасности и т.д.
Рис. 1.36. Основные параметры программы
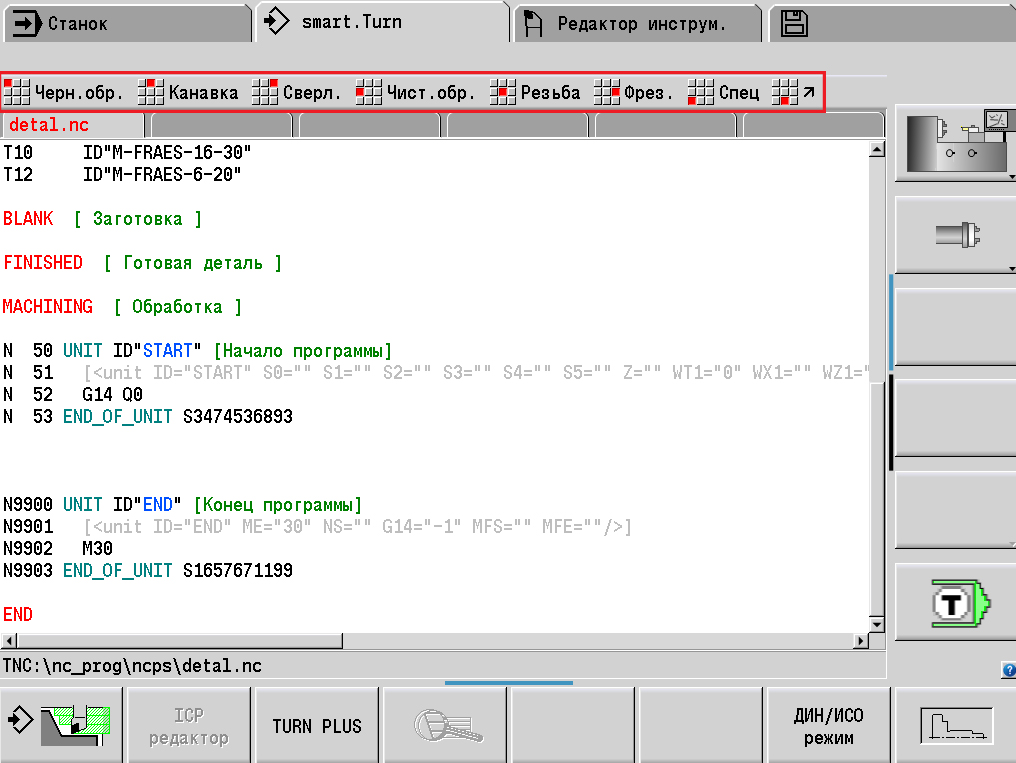
После ввода параметров, на инструментальной панели активируется панель выбора типа обработки, (рис. 1.37). Каждая вкладка содержит несколько видов обработки (табл. 1.11).
Рис. 1.37. Типы обработки
Таблица 1.11
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-05; просмотров: 255; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.141.201.46 (0.006 с.) |

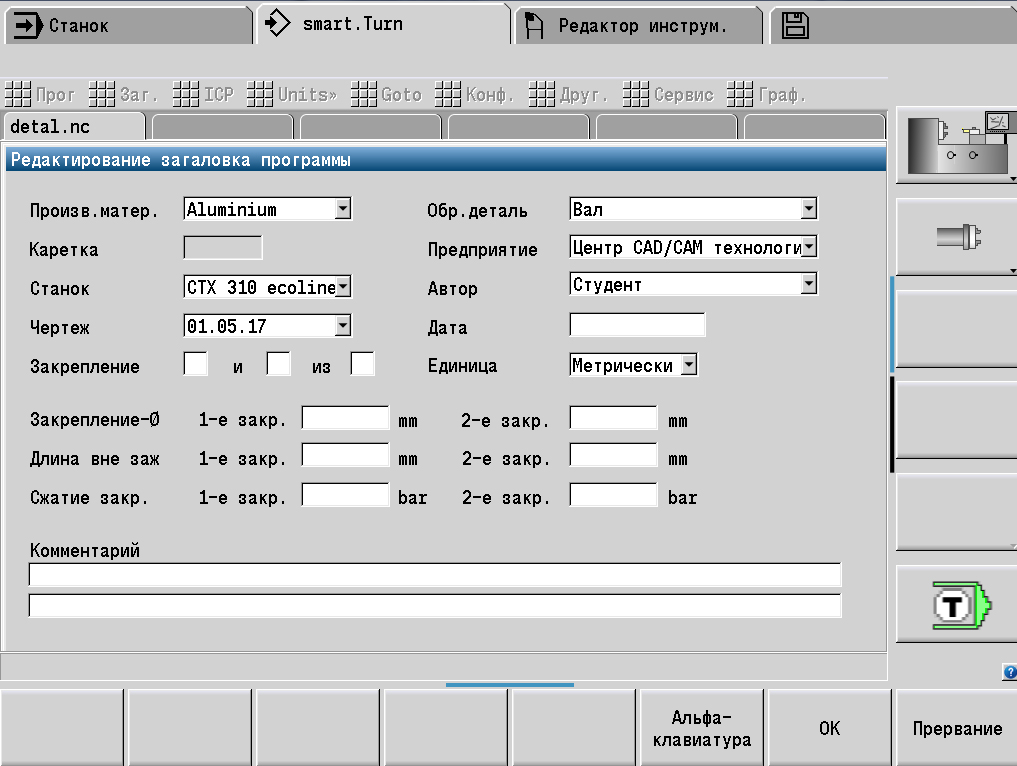
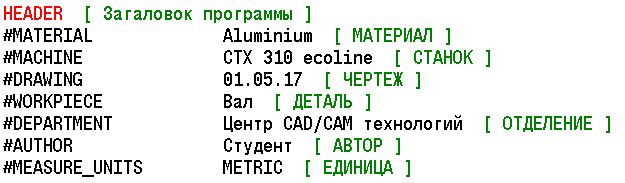
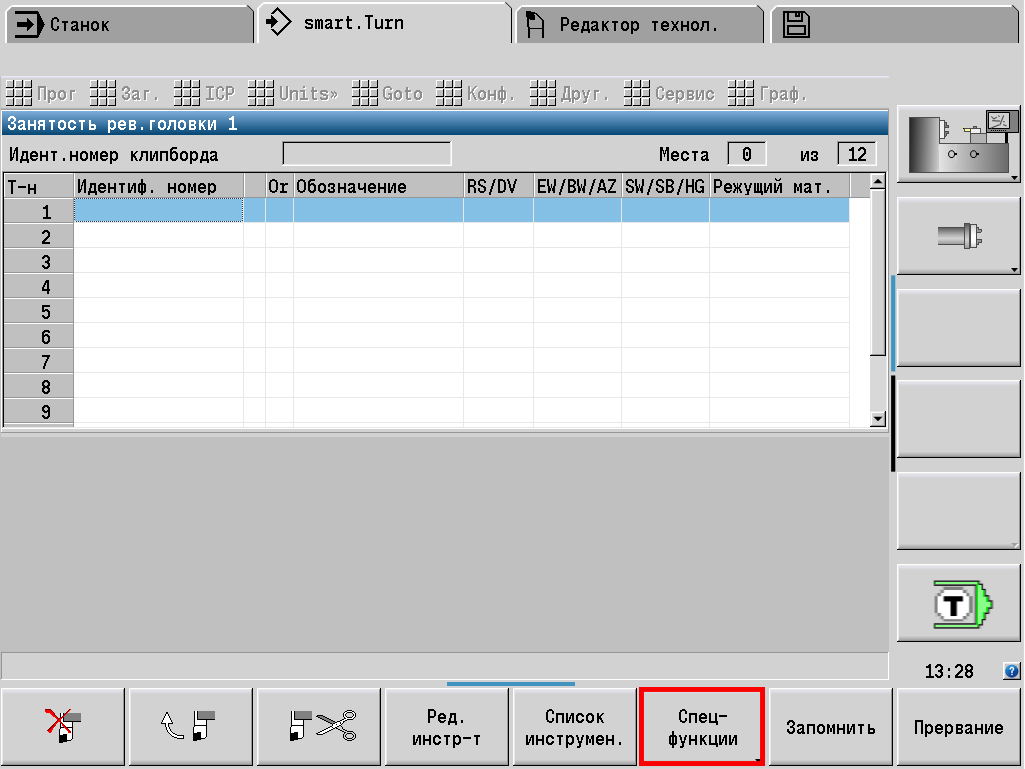

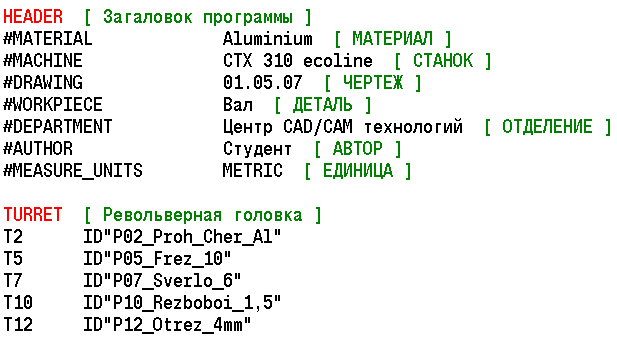
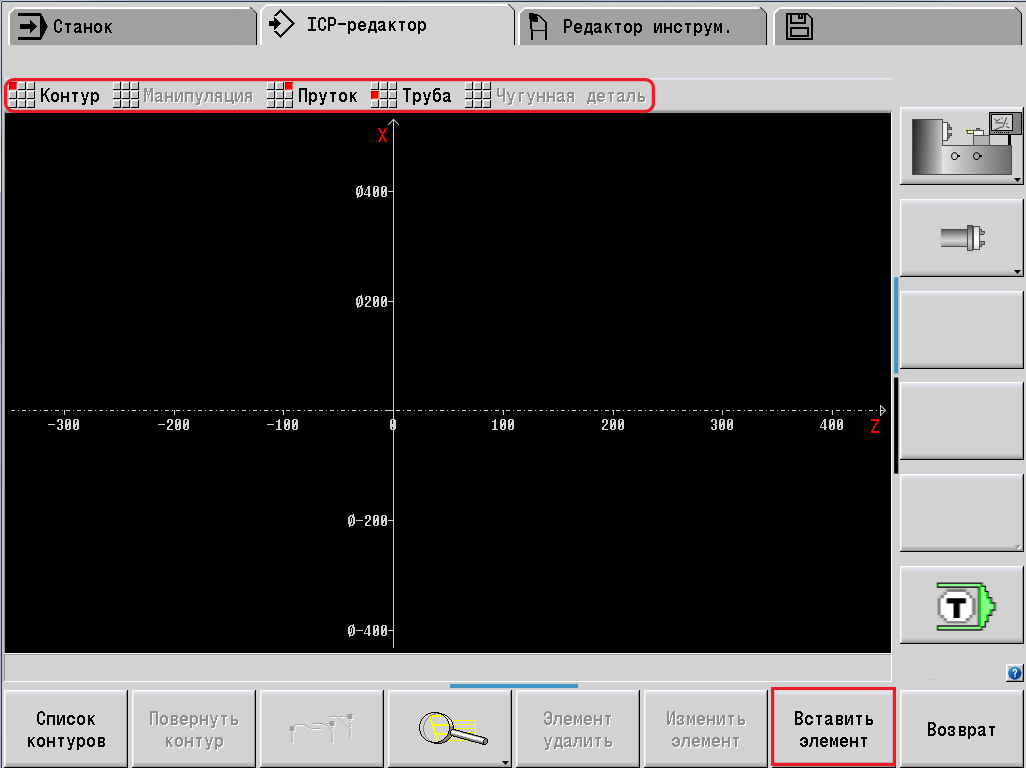
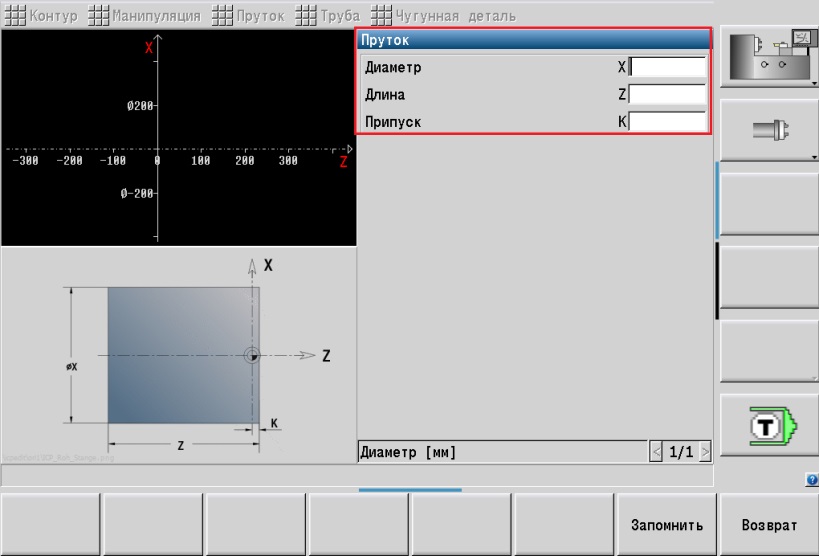 Рис. 1.32. Описание заготовки «Пруток»
Рис. 1.32. Описание заготовки «Пруток»
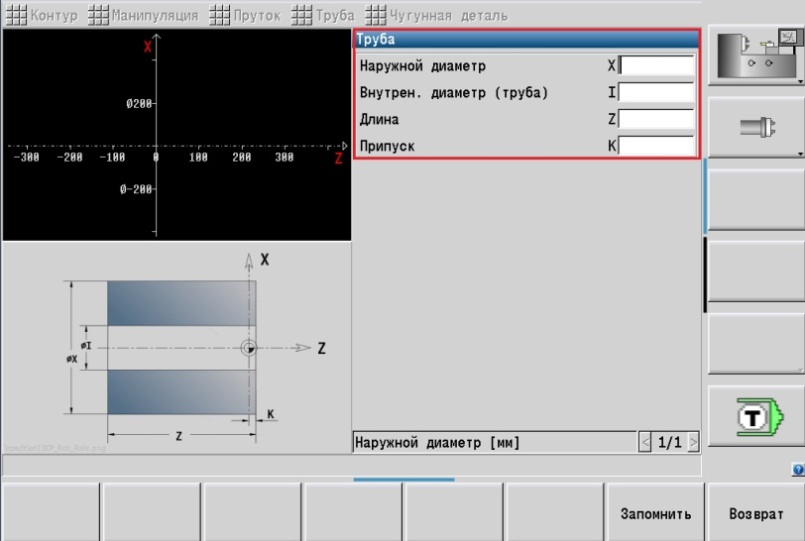 Рис. 1.33. Описание заготовки «Труба»
Рис. 1.33. Описание заготовки «Труба»
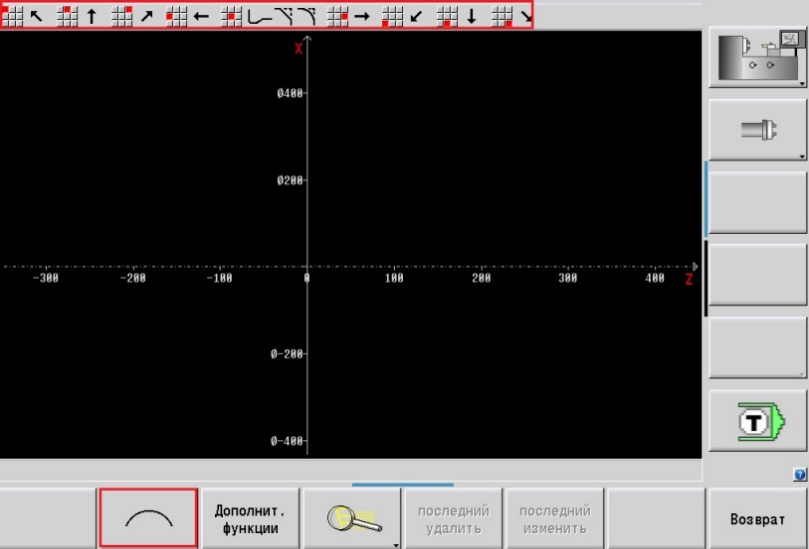 Рис. 1.34. Описание заготовки «Контур»
Рис. 1.34. Описание заготовки «Контур»