Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Конструкция и углы токарного резца
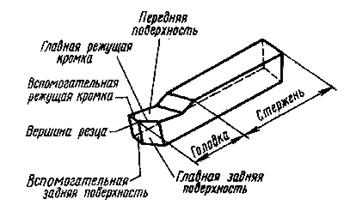
Токарные резцы являются наиболее распространенным инструментом, они применяются для обработки плоскостей, цилиндрических и фасонных поверхностей, нарезания резьбы и т. д. Резец – токарный, строгальный, долбежный и др. – состоит из головки (рисунок 1) и державки (стержня, корпуса). Державка служит для закрепления резца в резцедержателе станка. Головка имеет шесть элементов: три поверхности (переднюю, главную заднюю и вспомогательную заднюю), два лезвия (главное и вспомогательное) и одну вершину. Эти элементы образуют собой режущий клин.
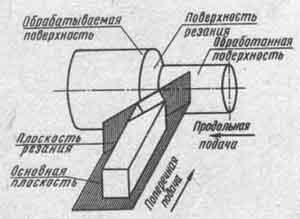
Рис. 5.1. Режущие элементы резца: 1 – передняя поверхность; 2 –главная задняя поверхность; 3 – главное режущее лезвие; 4 – вспомогательная задняя поверхность; 5 – вспомогательное режущее лезвие; 6 – вершина резца Поверхность резца, по которой сходит стружка, называется передней. Задними поверхностями резца называются поверхности, обращенные к обрабатываемой детали. Различают главную и вспомогательную поверхности. Главная задняя поверхность резца обращена к поверхности резания, вспомогательная – к обработанной поверхности. Лезвия резца образуются пересечением поверхностей: главное лезвие – пересечением передней и главной задней поверхностей, вспомогательное – пересечением передней и вспомогательной задней поверхностей. Главное лезвие выполняет основную работу резания, вспомогательное, принимая побочное участие в резании, формирует микропрофиль обработанной поверхности. Поверхности и лезвия могут иметь криволинейную форму. Вершиной резца является место сопряжения главного и вспомогательного лезвий. Она может быть острой или закругленной. Современные токарные резцы в большинстве своем оснащаются пластинками из твердых сплавов. В этом случае поверхности и лезвия относятся к пластинке. Для определения углов резца необходимо ввести понятия о поверхностях обрабатываемой детали и исходных плоскостях. На обрабатываемой детали различают три поверхности: обрабатываемую, обработанную и поверхность резания (рисунок 5.2).
Рис. 5.2. Виды поверхностей при токарной обработке
Обрабатываемой называют необработанную поверхность, с которой будет срезаться стружка. Обработанной считается поверхность, образованная после срезания стружки.
Поверхность резания является переходной между обрабатываемой и обработанной поверхностями. В процессе резания она находится, в контакте с главным лезвием инструмента. Взаимное расположение резца и детали характеризуется исходными плоскостями. К ним относятся: а) основная – плоскость, параллельная продольной и поперечной подачам; б) плоскость резания – плоскость, касательная к поверхности резания и проходящая через главное лезвие. В этой плоскости лежит вектор скорости резания; в) главная секущая (нормальная) – плоскость, перпендикулярная проекции главного лезвия на основную плоскость; г) продольная секущая – плоскость, перпендикулярная основной плоскости и направлению продольной подачи (вдоль резца); д) поперечная секущая – плоскость, перпендикулярная основной плоскости и направлению поперечной подачи (поперек резца). Режущий клин резца как геометрическое тело можно охарактеризовать углами, отмеченными на рисунке 3.
Рис. 5.3. Режущий клин резца и его геометрические параметры.
Рассматриваются в главной секущей плоскости: главный задний угол a– угол между касательной к главной задней поверхности и плоскостью резания (или вектором скорости резания). Примечание: в общем случае поверхности, образующие режущий клин, имеют криволинейную форму. В случае плоской поверхности касательная совпадает с этой плоскостью. главный передний угол g – угол между касательной к передней поверхности и перпендикуляром к плоскости резания (или вектору скорости резания), угол заострения b – угол между касательными к передней и главной задней поверхностям резца; Во вспомогательной секущей плоскости: вспомогательный задний угол a1– угол между касательной к вспомогательной задней поверхностью и перпендикуляром к основной плоскости; В основной плоскости: главный угол в плане j – угол между проекцией главного лезвия на основную плоскость и направлением подачи; вспомогательный угол в плане j1– угол между проекцией вспомогательного лезвия на основную плоскость и направлением подачи;
угол при вершине e – угол между проекциями главного и вспомогательного лезвий на основную плоскость; В плоскости резания: угол наклона главного лезвия l – угол между главным лезвием и линеей, прохожящей через вершину резца параллельно основной плоскости. Между перечисленными ниже углами существуют зависимости (1) и (2):
a + b + g = 900, (1) j + e + j1 = 1800. (2)
Углы b и e имеют лишь геометрический смысл.
Классификация резцов Резцы классифицируются: по направлению подачи – на правые и левые (правые резцы на токарном станке работают при подаче справа налево, т. е. перемещаются к передней бабке станка); по конструкции головки – на прямые, отогнутые и оттянутые (рисунок 5.4);
Рис. 5.4. Резцы: а – прямые, б – отогнутые, в – оттянутые
по роду инструментального материала – из быстрорежущей стали, твердого сплава и т. д.; по способу изготовления – на цельные и составные (при использовании дорогостоящих режущих материалов резцы изготовляют составными: головка – из инструментального материала, а державка – из конструкционной углеродистой стали; наибольшее распространение получили составные резцы с пластинами из твердого сплава, которые припаиваются или крепятся механически); по сечению державки – на прямоугольные, круглые и квадратные; по виду обработки - на проходные, подрезные, отрезные, прорезные, расточные, фасонные, резьбонарезные и др. (рисунок 5.5).
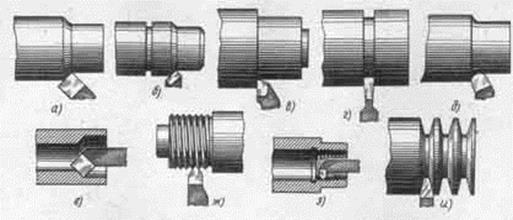
Рис. 5.5. Токарные резцы для различных видов обработки: а – наружное обтачивание проходным отогнутым резцом, б – наружное обтачивание прямым проходным резцом, в – обтачивание с подрезанием уступа под прямым углом, г – прорезание канавки, д – обтачивание радиусной галтели, е – растачивание отверстия, ж, з, и – нарезание резьбы наружной, внутренней и специальной
|
||||||
|
|
Последнее изменение этой страницы: 2021-04-05; просмотров: 128; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.135.205.164 (0.008 с.) |