Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Понятие о номинальном, действительном и предельном размерах, предельных отклонениях, допусках
При конструировании и изготовлении деталей различают номинальный, действительный и предельный размеры. Номинальный размер - размер, который. указывают на чертеже на основании инженерных расчетов, опыта проектирования, обеспечения конструктивного совершенства или удобства изготовления детали (изделия). Относительно номинального размера определяют предельные размеры, он служит также началом отсчета отклонений. Для сужения сортамента материалов, сокращения числа типоразмеров заготовок и деталей, режущего и измерительного инструмента, штампов, приспособлений, а также для облегчения типизации технологических процессов размеры, полученные расчетом, нужно округлять (как правило, в большую сторону); они должны соответствовать значениям, указанным в ГОСТ 6636-69 "Нормальные линейные размеры" (этот стандарт соответствует рекомендациям ИСО). Ряды нормальных линейных размеров (диаметров, длин, высот и др.) построены на базе рядов предпочтительных чисел, но с некоторым округлением их значений. Наиболее целесообразными рядами предпочтительных чисел являются ряды, построенные по арифметическим или геометрическим прогрессиям. Ряды, построенные по арифметическим прогрессиям, представляют собой последовательность чисел, в которых разность
Ряды предпочтительных чисел, построенных по геометрическим прогрессиям, имеют не постоянную разность Установлено четыре ряда нормальных линейных размеров, построенных по геометрическим прогрессиям и обозначаемых соответственно: Ra 5, Ra 10, Ra 20, Ra 40. При выборе предпочтение нужно отдавать нормальным размерам из ряда с более крупной градацией (пятый ряд следует предпочитать десятому, десятый - двадцатому, двадцатый – сороковому). В производстве невозможно выполнить абсолютно точно требуемые размеры деталей. Некоторая погрешность вносится также при измерении, поэтому существует понятие действительный размер детали. Таким называется размер, установленный измерением с допустимой погрешностью. Следует отметить, что действительный размер детали в работающей машине вследствие ее износа, упругой, остаточной, тепловой деформации и других причин отличается от размера, определенного в статическом состоянии при сборке. Это обстоятельство необходимо учитывать при точностном анализе механизма в целом.
Для определения допускаемого диапазона требуемых размеров устанавливают предельные размеры детали. Такими называются наибольшее и наименьшее допустимые значения размера, между которыми должен находиться действительный размер годной детали. Больший из них называется наибольшим предельным размером, меньший наименьшим предельным размером. Обозначим Для упрощения чертежей пользуются не предельными размерами, a введенными специально для этого предельными отклонениями от номинального размера, проставляемыми рядом с этим размером со знаком + или -. Верхним предельным отклонением ES, es называется алгебраическая разность между наибольшим предельным и номинальным размерами. Нижним предельным отклонением Ei, ei называется алгебраическая разность между наименьшим предельным и номинальным размерами. Для отверстия: верхнее отклонение нижнее отклонение для вала: верхнее отклонение нижнее отклонение Действительным отклонением называется алгебраическая разность между действительным и номинальным размерами. Отклонение является положительным, если предельный или действительный размер больше номинального, и отрицательным, если указанные размеры меньше номинального. На машиностроительных чертежах номинальные и предельные линейные размеры проставляют в миллиметрах без указания размерности. Предельные отклонения в таблицах допусков проставляют в микрометрах, а на чертежах - в миллиметрах более мелким шрифтом (например,
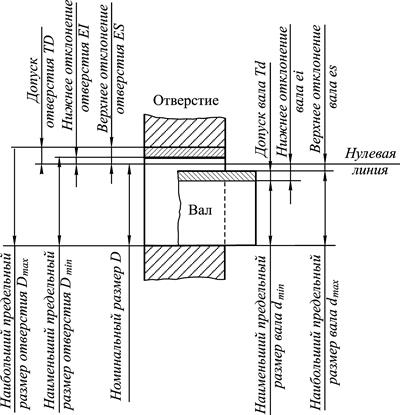
Допуском T - называется разность между наибольшим и наименьшим допустимыми значениями того или иного параметра. Допуск Т размера - разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями. Допуск величина всегда положительная. Он представляет собой величину допустимого рассеяния действительных размеров годных деталей в партии, т.е. заданную точность изготовления. С увеличением допуска качество изделий, как правило, ухудшается, но стоимость изготовления уменьшается Для упрощения допуски можно изображать графически в виде полей допусков. При этом ось изделия всегда располагают под схемой.
Поле допуска определяется величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии. Нулевая линия - линия, соответствующая номинальному размеру, от которой откладывают отклонения размеров при графическом изображении допусков и посадок. Будем ее обозначать 0-0. Если нулевая линия расположена горизонтально, то положительные отклонения откладывают вверх от нее, а отрицательные вниз. На рис. 1 приведены номинальный и предельные размеры, предельные отклонения и допуски для отверстия и вала в посадке с зазором.
|
|||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 190; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.19.56.45 (0.009 с.) |
 между любыми соседними числами
между любыми соседними числами  и
и  остается постоянной, т.е.
остается постоянной, т.е. .
. к предыдущему
к предыдущему  .
. и
и  - предельные размеры отверстия,а
- предельные размеры отверстия,а  и
и  - предельные размеры вала. Действительный размер годной детали должен находиться между предельными размерами или может быть равен им.
- предельные размеры вала. Действительный размер годной детали должен находиться между предельными размерами или может быть равен им. ,
, ;
; ,
, .
. ). Верхнее отклонение ставят немного выше, а нижнее - несколько ниже номинального размера. При равенстве абсолютных величин отклонений их величину указывают один раз со знаком ± рядом с номинальным размером и одинаковым с ним шрифтом (например, 70±0,3).Отклонение равное 0, на чертежах не ставят.
). Верхнее отклонение ставят немного выше, а нижнее - несколько ниже номинального размера. При равенстве абсолютных величин отклонений их величину указывают один раз со знаком ± рядом с номинальным размером и одинаковым с ним шрифтом (например, 70±0,3).Отклонение равное 0, на чертежах не ставят.