
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Основные отклонения валов и отверстий
Каждое поле допуска представлено сочетанием двух независимых характеристик – величины допуска и его положения относительно номинального размера (основного отклонения). Под основным отклонением понимается одно из двух отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии. В системах ИСО и ЕСДП таким отклонением является отклонение, ближайшее к нулевой линии. Для всех полей допусков, расположенных ниже нулевой линии, основным (ближайшим) является верхнее отклонение Для образования посадок с различными зазорами и натягами в системах ИСО и ЕСДП для размеров до 500 мм предусмотрено 28 вариантов основных отклонений валов и отверстий. Основные отклонения отверстий и валов, принятые в системах ИСО и ЕСДП приведены на рис. 9. Основные отклонения, как правило, стандартизованы, как правило, независимо допусков. В некоторых случаях (см. рис. 9) основные отклонения в разных квалитетах различаются. Буквенные обозначения основных отклонений приняты в алфавитном порядке, начиная от отклонений, позволяющих получить наибольшие зазоры в соединении (отклонения Буквой
Величина основного отклонения не зависит от квалитета. При одном и том же буквенном обозначении числовое значение основного отклонения изменяется в зависимости от номинального размера. Исходными при построении системы были приняты основные отклонения валов. Основные отклонения отверстий построены таким образом, чтобы обеспечить образование посадок в системе вала, аналогичных посадкам в системе отверстия. Они равны по величине и противоположны знаку основным отклонениям валов, обозначаемых той же буквой
Это правило формулируется следующим образом – основное отклонение отверстия должно быть симметрично относительно нулевой линии основному отклонению вала, обозначенного той же буквой. Из этого правила сделано исключение для отверстий размеров свыше 3 мм с отклонениями
где При образовании посадок из стандартных полей допусков используют отклонения, указанные в ГОСТ 25347-82, в которых поправка
Рис. 9. Основные отклонения валов и отверстий
Значения основных отклонений валов и отверстий для размеров до 500 мм и основных отклонений валов и отверстий для размеров свыше 500 до 3150 мм приведены в ГОСТ 25346-89.
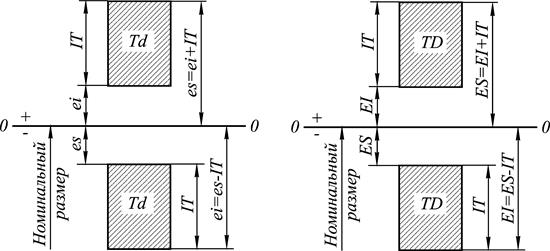
Поля допусков Поле допуска в ЕСДП образуется сочетанием основного отклонения (характеристика расположения) и квалитета (характеристика допуска). Соответственно условное обозначение поля допуска состоит из буквы основного отклонения и числа – номера квалитета, например: - поля допусков валов - поля допусков отверстий По основному отклонению и допуску определяется второе предельное отклонение, ограничивающее данное поле допуска (рис. 10).
а б Рис. 10. Определение предельных отклонений: а – валов; б – отверстий Для тех полей допусков, у которых основным является верхнее отклонение, нижнее отклонение вычисляется по формулам: - для вала - для отверстия Если основное отклонение – нижнее, то верхнее отклонение определяется следующим образом: - для вала - для отверстия В рассмотренные выше формулы основные отклонения следует подставлять с их знаками. Принципиально допускаются любые сочетания основных отклонений и квалитетов, что обеспечивает огромный выбор различных полей допусков. Однако не все возможные сочетания имеют технический смысл, а одновременное применение всех сочетаний не приемлемо по экономическим соображениям, так как привело бы к чрезмерному усложнению инструментального хозяйства. Поэтому ЕСДП применяется на базе ограниченного отбора полей допусков, установленного ГОСТ 25347-82 и ГОСТ 25348-82. В соответствии с рекомендациями ИСО и практикой многих стран в ЕСДП из основных рядов полей допусков для размеров от 1 до 5000 мм выделены предпочтительные поля допусков, которые обеспечивают 90…95 % посадок общего применения. Использование предпочтительных полей допусков способствует повышению уровня унификации изделий, сокращает номенклатуру размерных режущих инструментов и калибров, создает благоприятные условия для кооперирования и организации централизованного производства стандартного режущего инструмента и калибров на специализированных предприятиях, продукция которых имеет повышенное качество и в 3…5 раз дешевле продукции инструментальных цехов машиностроительных заводов.
|
||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 548; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.105.124 (0.009 с.) |
 , для полей допусков, расположенных выше нулевой линии, основным (ближайшим) – нижнее отклонение
, для полей допусков, расположенных выше нулевой линии, основным (ближайшим) – нижнее отклонение  . Основные отклонения отверстий обозначаются прописными буквами латинского алфавита, валов – строчными. Основное отверстие обозначают буквой
. Основные отклонения отверстий обозначаются прописными буквами латинского алфавита, валов – строчными. Основное отверстие обозначают буквой  , а основной вал – буквой
, а основной вал – буквой  .
. ,
,  ). Основные отклонения, введенные в систему ИСО в качестве дополнения к системе ИСА, обозначены двумя буквами. Это либо отклонения, занимающие промежуточное положение между двумя соседними отклонениями (обозначаются сочетанием букв соседних отклонений, например, отклонение
). Основные отклонения, введенные в систему ИСО в качестве дополнения к системе ИСА, обозначены двумя буквами. Это либо отклонения, занимающие промежуточное положение между двумя соседними отклонениями (обозначаются сочетанием букв соседних отклонений, например, отклонение  располагается между отклонениями
располагается между отклонениями  и
и  ), либо отклонения, располагающиеся за отклонением
), либо отклонения, располагающиеся за отклонением  и обозначаемые сочетанием буквы
и обозначаемые сочетанием буквы  , например,
, например,  ).
). до
до  - в посадках переходных и натягом. Аналогично в системе вала основные отклонения от
- в посадках переходных и натягом. Аналогично в системе вала основные отклонения от  до
до  - в посадках переходных и натягом. Как правило, переходные посадки получаются при основных отклонениях
- в посадках переходных и натягом. Как правило, переходные посадки получаются при основных отклонениях  .
. для отверстий от
для отверстий от  для отверстий от
для отверстий от  до
до  до
до  ,
,  и
и  до
до  и с отклонениями
и с отклонениями  до
до  включительно. Для них установлено специальное правило
включительно. Для них установлено специальное правило ,
, - поправочный коэффициент, который выбирается из таблиц ГОСТ 25346-89.
- поправочный коэффициент, который выбирается из таблиц ГОСТ 25346-89.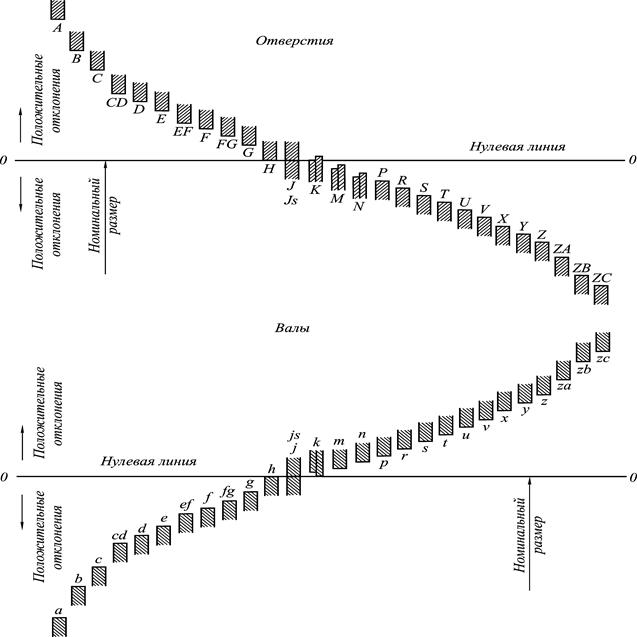
 ,
,  ,
,  ,
,  ;
; ,
,  ,
,  ,
,  .
.
 ;
;  .
. ;
;  .
.


