
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Допуски и посадки шлицевых соединений
Шлицевое соединение можно представить как многошпоночное соединение, у которого шпонки составляют одно целое с валом. По сравнению со шпоночным соединением оно является более прочным, нагрузка на вал и втулку распределяется равномернее, обеспечивая меньшую концентрацию напряжений. В тоже время шлицевое соединение обеспечивает лучшее центрирование и направление втулки на валу. Шлицевые соединения подразделяются: – по форме шлицевых поверхностей – на прямобочные, эвольвентные, треугольные и трапециидальные; – по условиям эксплуатации – на подвижные и неподвижные; – по условиям нагружения – на тяжелые, средние и легкие. Наибольшее применение находят шлицевые соединения с прямобочным и эвольвентным профилем. Соединения с эвольвентным профилем более прочны, обеспечивают лучшее центрирование вала и втулки и, кроме того, имеют ряд технологических преимуществ. Однако в тех случаях, когда вал и втулка подвергаются закалке и возникает необходимость шлифования эвольвентных профилей, применение этих соединений экономически невыгодно. Прямобочные шлицевые соединения регламентирует ГОСТ 1139–80. В соответствии с выше упомянутым ГОСТом существует три способа центрирования шлицевых соединений (рис. 20): по боковым поверхностям шлиц; по внутреннему диаметру и по наружному диаметру.
Метод центрирования по боковым сторонам зубьев обеспечивает достаточно точные поля допусков и посадки только по размеру Методы центрирования по внутреннему
Посадки выбирают в зависимости от характера соединения из числа посадок предусмотренных для гладких цилиндрических соединений. Для подвижных шлицевых соединений используют следующие посадки: 1) для сопряжения по центрирующему диаметру (либо по
2) для сопряжения по боковым сторонам шлиц
Для неподвижных соединений, передающих умеренные нагрузки, и при необходимости частой разборки применяют следующие посадки: 1) для сопряжения по центрирующему диаметру
2) для сопряжения по боковым сторонам шлиц
Для неподвижных шлицевых соединений, передающих значительные, в том числе ударные нагрузки: 1) для сопряжения по центрирующему диаметру
2) для сопряжения по боковым сторонам шлиц
Шлицевые прямобочные соединения на чертежах обозначаются следующим образом: - при центрировании по внутреннему диаметру
- при центрировании по наружному диаметру
- при центрировании по боковым сторонам шлиц
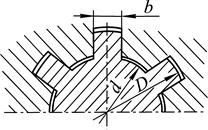
Допуски и посадки эвольвентных шлицевых соединений устанавливает ГОСТ 6033−80. В шлицевых эвольвентных соединениях втулку относительно вала центрируют по боковым поверхностям зубьев (рис. 21, наиболее часто) или по наружному диаметру. Центрирование по внутреннему диаметру не рекомендуется из-за малых размеров опорных площадок во впадинах зубьев. При центрировании по боковым поверхностям шлиц установлено два вида допусков для ширины Суммарный допуск
Рис. 22. Расположение полей допусков ширины
впадины втулки и толщины шлицевых соединениях
Отклонения размеров Для ширины
При центрировании по наружному диаметру рекомендуется использовать следующие посадки
При этом на боковые поверхности зубьев втулки и вала предусмотрены следующие поля допусков: - для втулки - для вала Эвольвентные шлицевые соединения на чертежах обозначаются следующим образом: - при центрировании по боковым поверхностям шлиц
(с наружным диаметром - при центрировании по наружному диаметр
ЛЕКЦИЯ№8
|
|||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 128; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.10.9 (0.008 с.) |


 . Данный метод центрирования самый простой и дешевый. Он назначается при невысоких требованиях к соосности сопрягаемых деталей, когда главное требование состоит в надежной передаче крутящего момента и отсутствии ударов при реверсе.
. Данный метод центрирования самый простой и дешевый. Он назначается при невысоких требованиях к соосности сопрягаемых деталей, когда главное требование состоит в надежной передаче крутящего момента и отсутствии ударов при реверсе. и наружному
и наружному  диаметрам примерно равноценны. Оба регламентируют точность и вид сопряжения по двум элементам: центрирующему диаметру и боковым сторонам зубьев. По не центрирующему диаметру обеспечивается гарантированный зазор, что исключает его влияние на собираемость шлицевого соединения.
диаметрам примерно равноценны. Оба регламентируют точность и вид сопряжения по двум элементам: центрирующему диаметру и боковым сторонам зубьев. По не центрирующему диаметру обеспечивается гарантированный зазор, что исключает его влияние на собираемость шлицевого соединения. ;
;  ;
;  ,
, ;
;  ;
;  .
. ;
;  и др.,
и др., ;
;  .
. ;
;  ,
, ;
;  ;
;  .
. ;
; ;
; .
.
 впадины втулки и толщины
впадины втулки и толщины  зуба вала (рис. 22).
зуба вала (рис. 22).  – допуск собственно на ширину впадины втулки (толщину зуба вала), а
– допуск собственно на ширину впадины втулки (толщину зуба вала), а  – суммарный допуск, включающий отклонения формы и расположения элементов профиля впадины (зуба).
– суммарный допуск, включающий отклонения формы и расположения элементов профиля впадины (зуба). и
и  контролируют, когда не применяют комплексные калибры. При одинаковой степени точности допуски на ширину впадины и толщину зуба равны.
контролируют, когда не применяют комплексные калибры. При одинаковой степени точности допуски на ширину впадины и толщину зуба равны.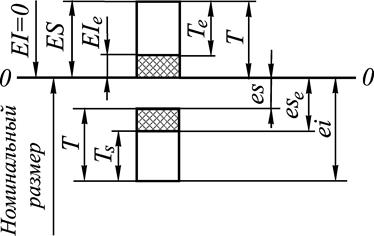
 и степени точности 7, 9, 11, для толщины
и степени точности 7, 9, 11, для толщины 
 ;
;  ,
,  ;
; ,
,  ,
,  ,
,  ,
,  .
.
 50 мм и модулем
50 мм и модулем  2 мм);
2 мм); .
.


