Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Станочная система координат и направления перемещенийСодержание книги
Поиск на нашем сайте
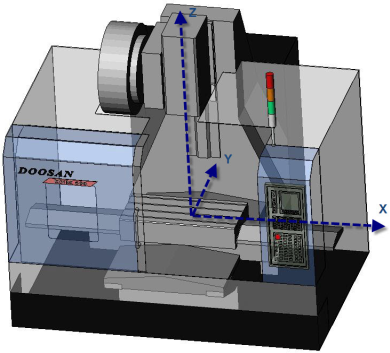
Система координат станка с ЧПУ является главной расчетной системой, определяющей перемещения исполнительных органов. Оси координат располагают параллельно направляющим станка, что позволяет при создании УП легко задавать направления и расстояния перемещений.
Рис. 3.1а. Оси координатной системы
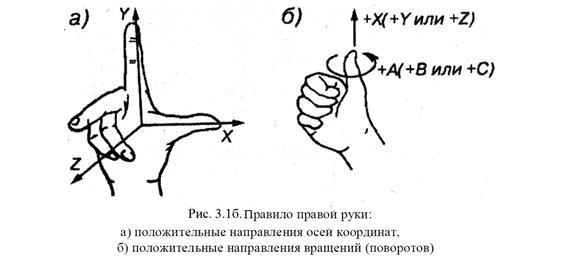
Стандартом для всех станков с ЧПУ является правая система координат. В этой системе положительные направления координатных осей определяются по правилу «правой руки».
В качестве положительного направления оси Z принимают вертикальное направление вывода инструмента из заготовки. То есть ось Z всегда связана со шпинделем станка. Как правило, за X принимают ось, вдоль которой возможно наибольшее перемещение исполнительного органа станка. При этом ось X перпендикулярна оси Z и параллельна плоскости рабочего стола. При создании УП программист сталкивается с проблемой неоднозначности организации перемещений в станках. Дело в том, что в одних станках перемещается шпиндель и инструмент относительно неподвижной заготовки. В других станках перемещается рабочий стол с заготовкой. Отсюда возникает противоположность направлений перемещения. Чтобы избежать ошибок, для программиста существует следующее правило: инструмент перемещается относительно неподвижной заготовки. С учетом этого правила система ЧПУ сама определяет, в каком направлении нужно переместить тот или иной узел станка. Положения исполнительных органов характеризуют их базовые точки, которые выбираются с учетом конструкции станка. Например, базовой точкой для шпинделя фрезерного станка с ЧПУ является точка пересечения его торца с собственной осью вращения. Для рабочего стола – точка пересечения его диагоналей или один из углов. Положение базовой точки относительно начала координат станка с ЧПУ (нулевой точки станка) называется позицией исполнительного органа в системе координат станка или машинной позицией. Нулевая точка станка – это позиция, установленная производителем станка (используются концевые датчики). После включения станка необходимо переместить исполнительные органы в его нулевую точку, для того чтобы СЧПУ смогла определить или «обнулить» их машинную позицию. Это делается для синхронизации СЧПУ со станком. Дело в том, что в момент включения станка СЧПУ еще не знает реального положения исполнительных органов, и если не выполнить возврата в нуль, то станок просто «откажется» работать. Когда исполнительный орган приходит в нулевую точку станка, то СЧПУ получает электрический сигнал и машинная позиция обнуляется. Процедура возврата в нуль станка является стандартной. Для ее осуществления любой станок имеет специальный режим и соответствующие клавиши на панели УЧПУ.
3.2. Система координат при двумерном программировании
Двумерное программирование применяется, например, при токарной обработке. Главное движение (движение резания) совершает шпиндель станка. Движения формообразования совершает суппорт станка по двум координатам (оси X и Z). В двумерной системе координат используются следующие основные специальные точки: - "0" станка; - "0" детали.
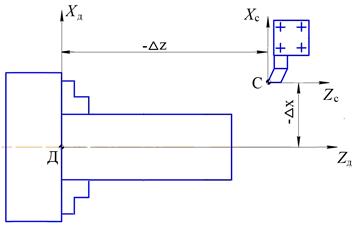
Рис. 3.2. Специальные нулевые точки: Д - нуль детали; С - нуль станка; -DX, -DZ - смещения системы координат детали в системе координат станка
Нуль станка удобно смещать в вершину инструмента, а нуль детали располагается на торце патрона и на оси его вращения. Нуль детали должен быть привязан к нулю станка через смещения -DX и -DZ.
|
||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 235; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.217.145.189 (0.005 с.) |