Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Дискретные (шаговые) приводы подачСодержание книги
Поиск на нашем сайте
Привод подач с шаговыми двигателями (ШД) можно разделить на группы: привод с силовым ШД, соединенным через кинематическую цепь с исполнительным механизмом; привод с управляющим ШД и промежуточным усилителем момента, выполненным в виде автономной следящей системы (обычно гидравлической); привод с линейным ШД. В первой и третьей группе динамические и статические характеристики привода определяются параметрами ШД, во второй — зависят от параметров следящей системы, которой управляет ШД. Преимущества шагового привода по сравнению с приводом следящим имеют значение лишь при малых мощностях приводов. К таким преимуществам относятся отсутствие датчика обратной связи по пути и тахогенератора, а также отсутствие коллектора со щетками. Именно это обусловило применение ШД в приводе подач малых токарных и шлифовальных станков, а также для управления различными вспомогательными механизмами (поворот и смещение плансуппортов, резцедержателей и т. п.) станков и гибких производственных модулей. Современные быстродействующие ШД являются модифицированными синхронными электрическими машинами, обмотки которых возбуждаются несинусоидальными сигналами, т. е. прямоугольными или ступенчатыми импульсами напряжения с изменяющейся в широких пределах частотой. Ступенчатому характеру напряжений на фазах ШД соответствует дискретное вращение электромагнитного поля в воздушном зазоре двигателя. Вследствие этого движение ротора на низкой частоте слагается из последовательности элементарных перемещений, совершаемых по апериодическому или колебательному закону. При возрастании управляющей частоты неравномерность частоты вращения ротора ШД сглаживается. Шаговые двигатели с электронным коммутатором осуществляют преобразование последовательности управляющих импульсов (унитарного кода) в угол поворота вала. Каждому импульсу управления соответствует поворот вала на фиксированный угол (шаг двигателя), величина которого однозначно определена конструкцией ШД и способом переключения его обмоток. Частота вращения и суммарный угол поворота вала пропорциональны частоте и числу поданных импульсов управления соответственно. В отличие от синхронных двигателей в ШД переход в синхронное движение из состояния покоя осуществляется без скольжения, а торможение – без выбега ротора. Благодаря этому ШД (в рабочем диапазоне частот) обеспечивают внезапный пуск, остановку и реверсирование без потери информации, т.е. без пропуска. Отдельную нишу занимают приводы с линейными ШД (рис. 1.5).
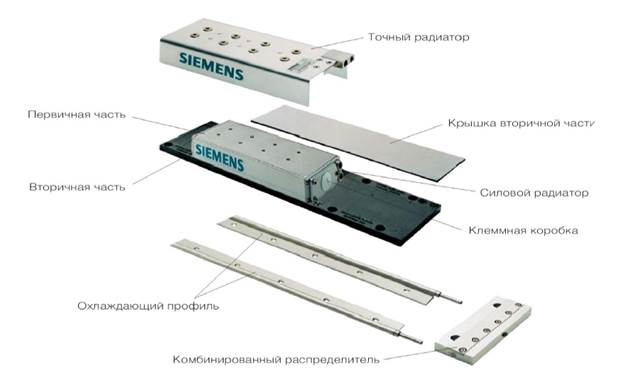
Рис. 1.5. Конструктивное исполнение линейного ШД Siemens
Привод включает в себя первичную часть, представляющую собой статор, и вторичную часть – основание с наклеенными редкоземельными магнитами. Рабочий зазор между первичной и вторичной частями составляет 0,3 мм. В процессе работы на первичную часть подаются управляющие импульсы электрического тока, периодически изменяя намагниченность полюсов статора, которые, взаимодействуя с магнитами вторичной части, вызывают ее линейное смещение в заданном направлении. При этом осуществляется преобразование электрических импульсов в непосредственно линейное перемещение исполнительного органа.
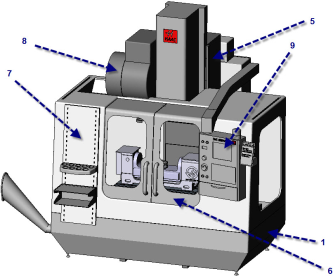
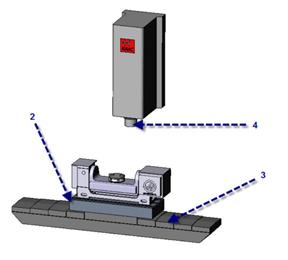
1.6. Особенности устройства и конструкции фрезерного станка с ЧПУ Рассмотрим конструкцию вертикально-фрезерного станка с ЧПУ (рис. 1.6). Станина (1) предназначена для крепления всех узлов и механизмов станка. Рабочий стол (2) может перемещаться в продольном (влево/вправо) и поперечном (вперед/назад) направлениях по направляющим (3). Пульт управления (9) закреплен на кронштейне и может быть перемещен в удобное для оператора положение. Он носит, также, название стойка ЧПУ. На рабочем столе закрепляют заготовки и различные технологические приспособления. Шпиндель (4) предназначен для зажима режущего инструмента и придания ему вращения. Шпиндель закреплен на колонне (5), которая может перемещаться в вертикальном направлении (вверх/вниз). От точности вращения шпинделя, его жесткости и виброустойчивости в значительной мере зависят точность и качество обработки. Рассматриваемый станок является трехосевым. Дверцы (6) и з ащитные кожухи (7) обеспечивают безопасность оператора. В магазине инструментов (8) барабанного типа находится набор режущих инструментов. При этом взятие необходимого инструмента и фиксация его в шпинделе обеспечиваются устройством автоматической смены инструмента и производятся по определенной команде управляющей программы.
Рис. 1.6. Конструктивная схема вертикально-фрезерного станка с ЧПУ
|
||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 120; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.141.192.174 (0.006 с.) |