Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Классификация шпоночных соединений
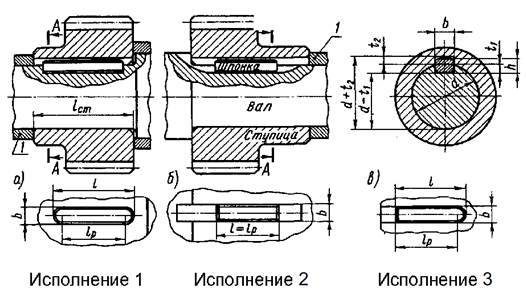
По степени подвижности шпонки подразделяют на: - подвижное - с направляющей шпонкой; со скользящей шпонкой; - неподвижное; По усилиям, действующим в соединении шпонки подразделяют на: - напряжённые, такие, в которых напряжения создаются при сборке и существуют независимо от наличия рабочей нагрузки, все напряжённые соединения являются неподвижными; - ненапряжённые, в которых напряжения возникают только при воздействии рабочей нагрузки; По конструкции шпонки подразделяют на: - призматические выполняют прямоугольного сечения с соотношением сторон h: b ≈1:1 для валов малых диаметров и 1:2 для больших диаметров вала со скругленными исполнение 1 (рис. 3, а, в, ирис. 4 ) и плоскими торцами исполнение 2 (рис. 3, б, г ирис. 4 ); с одним плоским, а другим скругленным торцом исполнение 3 (рис. 4); эти шпонки не имеют уклона и их закладывают в паз, выполненный на валу (рис. 3, в, г — шпонки имеют отверстия для их закрепления). Шпонки исполнения 1 рекомендуются для более точных соединений. В зависимости от диаметра вала ширина шпонки (в номинальном значении равная ширине пазов вала и ступицы) b ≈ (0,2…0,3) d, где d - диаметр вала, причём, чем больше диаметр вала, тем меньше отношение b / d. Глубина шпоночного паза на валу обычно составляет t 1 = 0,6 h, а глубина паза ступицы - t 2 = 0,5 h, таким образом, радиальный зазор между дном паза ступицы и верхней гранью шпонки с= 0,1 h. Призматические шпонки изготовляют следующих трех типов: - обыкновенные (закладные) (ГОСТ 23360-78) и высокие (ГОСТ 10748-79); их используют для неподвижных соединений ступиц с валами; - направляющие с креплением на валу (ГОСТ 8790-79), применяемые в том случае, когда ступицы должны иметь возможность перемещения вдоль валов; - скользящие сборные (ГОСТ 12208-66), соединяющиеся со ступицей выступом (пальцем) цилиндрической формы и перемещающиеся вдоль вала вместе со ступицей. Рабочими у призматической шпонки являются более узкие, боковые грани. Призматические направляющие шпонки с креплением на валу применяют в подвижных соединениях для перемещения ступицы вдоль вала. Рабочими являются боковые, более узкие грани шпонок высотой h. Размеры сечения шпонки и глубины пазов принимают в зависимости от диаметра d вала. Шпонку запрессовывают в паз вала. Шпонку с плоскими торцами кроме того помещают вблизи деталей (концевых шайб, колец и др.), препятствующих ее возможному осевому перемещению. Призматические шпонки не удерживают детали от осевого смещения вдоль вала. Для фиксации зубчатого колеса от осевого смещения применяют распорные втулки, установочные винты и др.
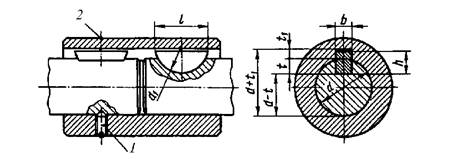
Одним из главных недостатков призматических шпонок является необходимость их индивидуальной подгонки к размерам пазов вала и ступицы, то есть трудность обеспечения взаимозаменяемости, что ограничивает их применение в крупносерийном производстве. В качестве другого недостатка следует назвать способность призматической шпонки к опрокидыванию в процессе износа и смятия боковых рабочих поверхностей, так как силы, действующие на шпонку, образуют моментную пару, а по высоте шпонки в пазу всегда имеется некоторый зазор. От последнего недостатка свободны сегментные шпонки, поскольку они существенно глубже сидят в пазу вала. Такое заглубление сегментной шпонки и её форма в виде сегмента прямого кругового цилиндра позволяет устанавливать шпонку в паз вала без натяга, что, в свою очередь, облегчает сборку соединения и обеспечивает выполнение условий взаимозаменяемости, то есть позволяет использовать шпонку без предварительной подгонки. - сегментные (рис. 3, д ирис. 5 и 6 ); представляют собой сегментную пластину, заложенную закругленной стороной в паз соответствующей формы, профрезерованный на валу (рис. 6). Сегментные шпонки, как и призматические, работают боковыми гранями. Их применяют при передаче относительно небольших вращающих моментов и часто применяют для конических концов валов, на валах небольших диаметров (до 38 мм) и при короткой ступице. Сегментные шпонки (ГОСТ 24071-80) и пазы для них просты в изготовлении, удобны при монтаже и демонтаже (шпонки свободно вставляют в паз и вынимают), однако вал ослабляется глубоким пазом под шпонку. Широко применяют в серийном и массовом производстве. Недостатком сегментных шпонок является более сильное в сравнении с призматическими ослабление сечения вала. Поэтому сегментные шпонки применяются, как правило, на малонагруженных изгибающими моментами участках валов. Такими участками чаще всего являются концевые участки валов.
Сегментные шпонки так же, как и призматические, стандартизованы, причём в обоих случаях стандарт составлен так, что прочность шпонки на срез по границе прилегания вала и ступицы всегда выше прочности боковых поверхностей шпонок по напряжениям смятия. Это обусловливает главенство расчёта на смятие боковых поверхностей шпонки.
Рис. 1. Соединение шпонкой: 1 — вал; 2 — ступица; 3 — шпонка
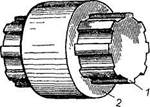
Рис. 2. Зубчатое (шлицевое) соедине ние: 1 — вал; 2 — ступица колеса
Рис. 3. Конструкции шпонок: а, в — шпонки со скругленными торцами: б, г — шпонки с плоскими торцами; д — сегментная шпонка; е, ж, з — клиновые шпонки
Рис. 4. Соединение призматическими шпонками
Рис. 5. Соединение сегментной шпонкой: 1 - винт установочный; 2 – кольцо замковое пружинное
Рис. 6. Соединение сег ментной шпонкой
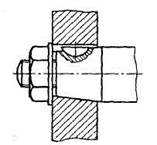
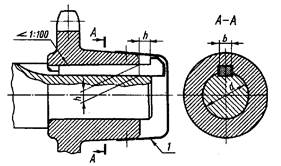
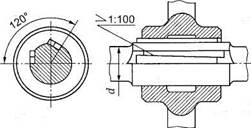
Рис. 7. Соединение клиновой шпонкой - цилиндрические используют для закрепления деталей на конце вала. Отверстие под шпонку сверлят и обрабатывают разверткой после посадки ступицы на вал. При больших нагрузках ставят две или три цилиндрические шпонки, располагая их под углом 180° или 120°. Цилиндрическую шпонку устанавливают в отверстие с натягом. В некоторых случаях шпонке придают коническую форму. Круглые цилиндрические или конические шпонки не стандартизованы. Их используют в том случае, если втулку необходимо установить на конец вала. При диаметре вала D диаметр шпонки d =(0,16-0,17) D, длина l =(3-4) d. Отверстия под эти шпонки получают при сборке с обеспечением в сопряжении посадки с натягом Н 7/ r 6. Центр отверстия должен быть смещен в сторону центра вала (оси) на расстояние е =0,5[ D -(D 2- d 2)0,5]. Гнездо под установку цилиндрической шпонки засверливают и развёртывают в соединяемых деталях совместно. Такая технология изготовления соединения требует, чтобы материалы вала и ступицы не сильно отличались по показателям прочности и твёрдости, с одной стороны, а с другой неудобна к применению в массовом производстве, поскольку не обеспечивает условий взаимозаменяемости. По этой причине в массовом производстве цилиндрические шпонки почти не применяются. - клиновые шпонки без головки (рис. 3, е, ж ирис. 7)и с головкой (рис. 3, з); Условия работы этих шпонок одинаковы. Клиновые шпонки имеют форму односкосных самотормозящих клиньев с уклоном 1:100. Такой же уклон имеют и пазы в ступицах. Головка служит для выбивания шпонки из паза. По нормам безопасности выступающая головка должна иметь ограждение (1 на рис. 7). В этих соединениях ступицу устанавливают на валу с небольшим зазором. Клиновую шпонку забивают в пазы вала и ступицы, в результате на рабочих широких гранях шпонки создаются силы трения, которые могут передавать не только вращающий момент, но и осевую силу. Эти шпонки не требуют стопорения ступицы от продольного перемещения вдоль вала. При забивании клиновой шпонки в соединении возникают распорные радиальные усилия, которые нарушают центрирование детали на валу, вызывая биение. Клиновые шпонки работают широкими гранями. По боковым граням имеется зазор. Соединения клиновыми шпонками применяют в тихоходных передачах. Они хорошо воспринимают ударные и знакопеременные нагрузки. Клиновая форма шпонки может вызвать перекос детали, при котором ее торцевая плоскость не будет перпендикулярна к оси вала, а также затруднена разборка при ремонте. Эти недостатки послужили причиной того, что применение клиновых шпонок резко сократилось в условиях современного машиностроения.
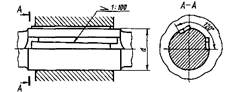
- тангенциальные шпонки (рис.8). Тангенциальная шпонка состоит из двух односкосных клиньев с уклоном 1:100 каждый. Работает узкими боковыми гранями. Клинья вводятся в пазы вала и ступицы ударом; образуют напряженное соединение. Распорная сила между валом и ступицей создается в касательном (тангенциальном) направлении. Применяют для валов диаметром свыше 60 мм при передаче больших вращающих моментов с переменным режимом работы (крепление маховика на валу двигателя внутреннего сгорания и др.). Изготавливаются по стандартам (ГОСТ 24069-80 и 24070-80), охватывающим два вида соединений: шпонки тангенциальные, нормальные для валов диаметром 60–1000 мм и усиленные для валов диаметром 100–1000 мм. Работают узкими гранями. Вводятся в пазы ударом. Создают напряженное соединение. Натяг между валом и ступицей создается в касательном (тангенциальном) направлении. При реверсивной работе ставят две пары тангенциальных шпонок под углом 120°. В современном производстве имеют ограниченное применение. Достоинства тангенциальных шпонок: - материал тангенциальной шпонки работает на сжатие; - более благоприятная форма шпоночного паза в отношении концентрации напряжений. Недостатком тангенциальной шпонки можно считать её конструктивную сложность.
Рис.8. Соединение тангенциальными шпонками
- специальные шпонки. Шпонки всех основных типов стандартизованы и их размеры выбираются по ГОСТ 23360-78 (призматические); ГОСТ 24071-80 (сегментные); ГОСТ 24068-80 (клиновые).
Материал шпонок Стандартные шпонки изготовляют из специального сортамента среднеуглеродистой чистотянутой стали с σв≥600 Мпа чаще всего из сталей 45, Ст6. В нагруженных соединениях применяют шпонки из легированных сталей (например, из стали 40Х с термической обработкой до 37-47 HRCЭ). С целью повышения прочности шпонок заготовки для их изготовления подвергаются улучшающей термической обработке. Однако твердость поверхности шпонок должна быть ниже таковой для соединяемых деталей. Термически обработанные шпонки шлифуют по рабочим граням.
Целесообразно, чтобы материал шпонки был менее прочным, чем материал вала и ступицы. Допускаемые напряжения для шпоночных соединений обуславливаются характером нагрузки. Причиной разрушения этих соединений чаще всего бывает деформация смятия, на которую следует обращать особое внимание при выборе допускаемых напряжений. Для закладки шпонок соединяемые детали, вал и ступица должны иметь шпоночные канавки. Шпоночные канавки выполняются: на валу под сегментную шпонку дисковой шпоночной фрезой, под остальные виды шпонок, кроме цилиндрической, либо дисковой, либо концевой (торцовой, пальцевой) шпоночными фрезами; паз в ступице выполняется либо протягиванием (инструмент – шпоночная протяжка, точность и качество изготовления паза высокие) либо долблением (точность на 1…2 квалитета ниже, чем при протягивании). Поэтому протягивание применяют в массовом и крупносерийном производстве, долбление – в индивидуальном, поскольку оно не требует специализированного инструмента (протяжки). Допускаемые напряжения смятия в неподвижных шпоночных соединениях находят по формуле [σ]см=σт/ n, где σт - предел текучести наиболее слабого материала деталей - вала, шпонки или ступицы; n - коэффициент безопасности. При точном учете нагрузок n =1,25; в остальных случаях n =1,5-2. Допускаемое напряжение на срез определяют из соотношения [τ]cp=(0,1-0,2)σт. В связи с более точной расчетной схемой допускаемые напряжения для круглых и конических шпонок можно увеличить на 25-30% по сравнению с допускаемыми напряжениями для призматических шпонок. Примерные допускаемые напряжения смятия для шпоночных соединений: - при стальной ступице [σ]см = 130...200 Мпа; - при чугунной [σ]см = 80... 110 Мпа. Большие значения принимают при постоянной нагрузке, меньшие при переменной и работе с ударами. При реверсивной нагрузке [σ]см снижают в 1,5раза. Так для призматических шпонок, выполненных из стали 45, при постоянной нагрузке и непрерывной работе соединения принимают [σ]см = (50…70) МПа, при периодической работе соединения с 50% загрузкой по времени - [σ]см = (130…180) МПа, при проверке соединения на работоспособность при предельных статических нагрузках (например, при запуске механизма) - [σ]см = 200 МПа. Для подвижных соединений с целью предупреждения образования задиров и заедания при осевом перемещении ступицы под нагрузкой допускаемые напряжения снижают ещё в 2…4 раза. При незакалённых поверхностях соединяемых деталей подвижного соединения принимают [σ]см = (10…30) МПа. Допускаемое напряжение на срез шпонок [τ]ср= 70... 100 Мпа. Большее значение принимают при постоянной нагрузке. Более точные значения допускаемых напряжений приведены в табл. 1.
Таблица 1. Допускаемые напряжения смятия [σ]см МПа
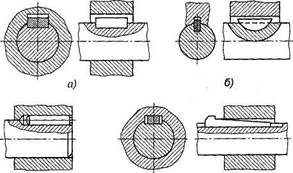
Все основные виды шпоночных соединений можно разделить на две группы: ненапряженные и напряженные. К ненапряженным относят соединения с призматическими (рис. 9, а),сегментными (рис. 9, б)и круглыми (рис. 9, в)шпонками. Шпоночные пазы на всех валах выполняют дисковыми (рис. 10, а)или торцовыми (рис. 10, б)фрезами. В этих случаях при сборке соединений в деталях не возникает предварительных напряжений для обеспечения центрирования и исключения контактной коррозии ступицы устанавливают на валы с натягом. В ступицах деталей шпоночные пазы можно получить как на фрезерных, так и на долбежных станках. Размеры пазов определяют расчетным путем с учетом требований стандарта. Сборка и разработка ненапряжённого соединения (с призматической шпонкой) не требует приложения значительного усилия к сопрягаемым деталям. Детали, посаженные на призматическую шпонку, должны иметь крепления, предупреждающие их осевое перемещение. Для сегментных шпонок пазы выполняют, как показано на рис. 6 и 9, б; для клиновых — паз на втулке обрабатывают с уклоном, равным углу наклона шпонки (рис. 9, г); для цилиндрических — получают сверлением (рис. 9, в).
Рис. 9. Виды шпоночных соединений: а, б, в — нена пряженные соединения; г — напряженные соединения
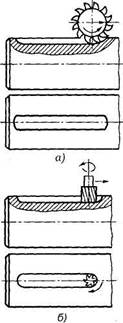
Рис. 10. Изготовление пазов под установку шпонок
Рис. 11
Рис. 12. Соединения клиновыми шпонками
Рис. 13
Соединения, в которых применяют клиновые шпонки, относят к напряженным соединениям. В напряженных соединениях клином, вводимым между валом и ступицей, создаются значительные нормальные силы. Эти силы обеспечивают достаточное трение для передачи вращающего момента. Такое соединение может передавать не только крутящий момент, но и осевую силу (в одном направлении). Для создания фрикционной связи между валом и ступицей используют клиновые шпонки, показанные на рис. 3, е—з (паз выполняют только во втулке). С нижней стороны шпонку (рис. 12, а)обрабатывают в виде вогнутой цилиндрической поверхности с радиусом, равным радиусу вала. Во втулке выполняют уклон. Вращающий момент передается за счет сил трения. Клиновые фрикционные шпонки применяют для передачи незначительного вращающего момента, а также в тех случаях, когда необходимы частые перестановки деталей на валу в осевом направлении. Шпонки на лыске (рис. 9, б)устанавливают в пазу втулки с уклоном 1:100. На валу фрезеруют плоскость (вал с лыской). Такая обработка ослабляет вал значительно меньше, чем прямобочные пазы, однако эта шпонка может передать меньший момент, чем врезная. Основное применение имеют ненапряженные соединения.
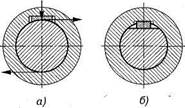
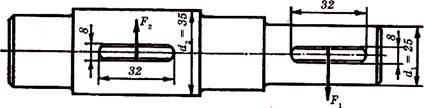
Рекомендации по конструированию шпоночных соединений 1. Перепад диаметров ступеней вала с призматическими шпонками назначают из условия свободного прохода детали без удаления шпонок из пазов. 2. При наличии нескольких шпоночных пазов на валу их располагают на одной образующей (рис.14). 3. Из удобства изготовления рекомендуется для разных ступеней одного и того же вала назначать одинаковые по сечению шпонки, исходя из ступени меньшего диаметра (рис.14).
Рис.14
Прочность шпоночных соединений при этом оказывается вполне достаточной, так как силы F 1 и F 2 действующие на шпонки, составляют:
но d 2 > d 1 ,следовательно, F 2 < F 1. Это доказывает, что, чем больше диаметр ступени вала, тем меньше усилие F передает шпонка этой ступени при одном и том же вращающем моменте Т. 4. При необходимости двух сегментных шпонок их ставят вдоль вала в одном пазу ступицы. Постановка нескольких шпонок в одном соединении сильно ослабляет вал, поэтому рекомендуется перейти на шлицевое соединение.
|
|||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 234; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.87.156 (0.05 с.) |
|||||||||||||||||||||||||||