
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Гост 24853-81 Калибры гладкие для размеров до 500 мм. Допуски (если среди стандартных калибров нет требуемого).Содержание книги
Поиск на нашем сайте
3.5.3 Разработка заключения Обращаем Ваше внимание, что по окончанию исследования подводятся итоги по теме. Заключение носит форму синтеза полученных в работе результатов. Его основное назначение - резюмировать содержание работы, подвести итоги проведенного исследования. В заключении излагаются полученные выводы и их соотношение с целью исследования, конкретными задачами, сформулированными во введении. Здесь необходимо дать развернутую структуру курсовой работы и кратко изложить выводы Вашей практической деятельности, отраженные в пояснительной записке и перечислить разработанные Вами чертежи, комплект технологической документации. Проведенное исследование должно подтвердить создание вами готового продукта, которое можно применить на практике, или даются рекомендации по возможному совершенствованию деятельности в свете исследуемой проблемы. Необходимо указать на практическую значимость-отразить применение результатов исследования в практике, привести результаты практического использования полученных результатов или рекомендации по их использованию. Рекомендуется в заключении привести примеры экономической и социальной эффективности. Экономическая эффективность определяется возможностью экономии людских, материальных или финансовых ресурсов. Социальная эффективность определяется улучшением условий труда и жизни населения, усовершенствование образования и здравоохранения, охраны окружающей среды. 3.5.4 Составление списка использованных источников В список источников и литературы включаются источники, изученные Вами в процессе подготовки работы, в т.ч. те, на которые Вы ссылаетесь в тексте курсовой работы. Список используемой литературы оформляется в соответствии с правилами, предусмотренными государственными стандартами (Методические указания по оформлению курсовых и дипломных проектов). Список используемой литературы должен содержать не менее 20 источников, с которыми работал автор курсового проекта: литературу по разрабатываемой теме; стандарты ЕСКД, ЕСДП, ЕСТД, справочники машиностроителя и др. Источники размещаются в алфавитном порядке. Для всей литературы применяется сквозная нумерация. При ссылке на литературу в тексте курсовой работы следует записывать не название книги (статьи), а присвоенный ей в указателе “Список использованных источников” порядковый номер в квадратных скобках. Ссылки на литературу нумеруются по ходу появления их в тексте записки.
4.Требования к оформлению курсового проекта 4.1 Оформление комплекта технологических документов Виды документов для различных технологических процессов изготовления или ремонта изделий машиностроения установлены ГОСТ 3.1102-81."Стадии разработки и виды документов" и ГОСТ 3.1119-83 "Общие требования к комплектности и оформлению комплектов документов на единичные технологические процессы", а их комплектность зависит от вида описания технологического процесса. Вид описания технологического процесса определяется типом и характером производства, а также стадией разработки. Различают следующие виды описания технологических процессов: маршрутное; маршрутно-операционное; операционное. Для серийного и крупносерийного производств применяется операционное описание. В комплект документации для операционного описания технологических процессов, разрабатываемых при курсовом и дипломном проектировании входят: титульный лист (ТЛ), ГОСТ З.1105-84, форма 2; маршрутная карта (МК), ГОСТ З.1118-82, форма 1 и 1б; операционные карты (ОК), ГОСТ 3.1406-86, форма 3 и 2а; карты эскизов (КЭ), ГОСТ З.1105-84, форма 7а; операционная карта технического контроля (КТК), ГОСТ 3.1502-85,форма 2 и 2а. Состав и правила выполнения технологической документации определяется ГОСТ 3.1001—2011 Единая система технологической документации. Общие положения. ЕСТД представляет собой комплекс государственных стандартов и руководящих нормативных документов, устанавливающих взаимосвязанные правила и положения по порядку разработки, комплектации, оформления и обращения технологической документации, применяемой при изготовлении и ремонте изделий (контроль, испытания и перемещения). - ГОСТ 3.1118-82 ЕСТД. Формы и правила оформления маршрутных карт
- ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием. Настоящий стандарт устанавливает формы и правила оформления технологических документов (далее - документов), проектируемых с применением различных методов, на процессы и операции обработки резанием, выполняемых с применением универсального, специализированного и специального оборудования - ГОСТ 3.1901-74 Нормативно-техническая информация общего назначения, включаемая в формы технологических документов.-устанавливает основной состав и область использования нормативно-технической информации общего назначения, включаемой в формы технологических документов, используемой при решении инженерно-технических задач с применением или без применения средств вычислительной техники, исходя из требований производства. - ГОСТ 3.1102-2011 Единая система технологической документации (ЕСТД). Стадии разработки и виды документов. Общие положения.Настоящий стандарт устанавливает стадии разработки и виды документов, применяемых для технологических процессов изготовления или ремонта изделий машиностроения и приборостроения - ГОСТ 3.1129-93 Общие правила записи технологической информации в технологических документах на технологические процессы и операции. Настоящий стандарт устанавливает общие правила записи технологической информации в документах на технологические процессы (ТП) и операции машиностроения и приборостроения. - ГОСТ 3.1702-79 Правила записи операций и переходов. Обработка резанием.Настоящий стандарт устанавливает правила записи технологических операций и переходов обработки резанием. - ГОСТ 2.104-2006 ЕСКД. Основные надписи.-устанавливает формы, размеры, номенклатуру реквизитов и порядок заполнения основной надписи и дополнительных граф к ней в конструкторских документах, предусмотренных стандартами Единой системы конструкторской документации, согласно которому необходимо правильное заполнение атрибутов и реквизитов: наименование изделия, наименование документа, обозначение и код документа, обозначение документа, код документа, обозначение материала, масса изделия, масштаб, порядковый номер листа, общее количество листов документа, наименование или код организации, сведения о подписании документа, характер работы, выполняемой лицом, подписывающим документ, фамилия лица, подписавшего документ и т.п
4.1.1 Оформление м аршрутн ой карт ы МК— является обязательным документом, предназначена для маршрутного описания технологического процесса или полного указания состава технологической операции, включая контроль и перемещения по всем операциям в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах. Ниже приведены правила ее заполнения и пояснения к составу информации, указываемой в графах (рисунки 2-4).
КУРТ |
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Пров. | Шиллинг |
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Зав. Каф.
|
|
|
|
Диск |
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Н.Конт. | Маковская |
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М01 | Сталь 40Х ГОСТ 4543-71 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М02 | Код | ЕВ | МД | ЕН | Н. Расх. | КИМ | Код заготовки | Профиль и размеры | КД | МЗ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| - | 166 | 0,834 | 1 | 0,77 | Штамповка | Æ107х30 | 1 | 1,08 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Рисунок 2 - Пример заполнения основной надписи МК
Строка М01 -наименование, сортамент, размер, марка материала, номер стандарта
Код (материала)-ставится прочерк
ЕВ -код единицы измерения величины по классификатору: масса в килограммах-код 166; в граммах-163; в тоннах-168
ЕН -единица нормирования, на которую установлена норма расхода материала, например: 1; 10; 100.
Н.расх- Норма расхода материала, определяется как масса заготовки с учетом неизбежных потерь.
КД -количество деталей, изготавляемых из одной заготовки (пруток)
Код заготовки - Код заготовки по классификатору. Допускается указать вид заготовки (отливка, прокат, поковка и т.д.)
Профиль и размеры исходной заготовки, информацию по размерам следует указать, исходя из имеющихся габаритов, например, лист 1,0х710х1420, 150х270х390 (для отливки). Допускается профиль не указывать.
|
|
| |||||||||||||||||||||||
| М02 | Код | ЕВ | МД | ЕН | Н. Расх. | КИМ | Код заготовки | Профиль и размеры | КД | МЗ | ||||||||||||||
| - |
| 0,834 | 1 | 0,77 | Штамповка | Æ107х30 | 1 | 1,08 | ||||||||||||||||
| А | Цех | Уч | Опер. | Код. Наименование операции |
| |||||||||||||||||||
| Б | Код. Наименование оборудования | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт | Тпз | Тшт | ||||||||||||
Рисунок 3 - Пример заполнения основной надписи МК
СМ -код степени механизации труда: Указывается цифрой:
1 - наблюдение за работой автоматов; 2 - работа с помощью машин и автоматов;
3 - вручную на машинах и автоматах; 4 - вручную без машин и автоматов;
5 - вручную при наладке машин
Проф -код профессии по классификатору
Р -разряд работы необходимый для выполнения операции, обозначение из трех цифр. первая - разряд работы, две следующие - код формы и системы оплаты труда:
10 - сдельная форма оплаты труда; 11 -сдельная система оплаты труда прямая;
12 - сдельная система оплаты труда премиальная; 13 - сдельная система оплаты труда прогрессивная; 20 - повременная форма оплаты труда; 21 - повременная система оплаты труда простая; 22 - повременная система оплаты труда премиальная
|
|
УТ -код условий труда, Включает в себя цифру, обозначающую - условия труда и букву, указывающую вид нормы времени.
Условия труда:
1 - нормальные; 2 - тяжелые и вредные; 3 - особо тяжелые, особо вредные;
Вид нормы времени:
Р - аналитически-расчетная; И – аналитически - исследовательская; X - хронометражная; О - опытно-статистическая (табличным методом)
КР - число работников, занятых на операции
КОИД -количество одновременно обрабатываемых заготовок
ЕН -единица нормирования, на которую установлена норма времени (1,10,100 шт.)
ОП -объем производственной партии в штуках
|
|
| |||||||||||||||||||||||
| М02 | Код | ЕВ | МД | ЕН | Н. Расх. | КИМ | Код заготовки | Профиль и размеры | КД | МЗ | ||||||||||||||
| - |
| 0,834 | 1 | 0,77 | Штамповка | Æ107х30 | 1 | 1,08 | ||||||||||||||||
| А | Цех | Уч | Опер. | Код. Наименование операции |
| |||||||||||||||||||
| Б | Код. Наименование оборудования | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт | Тпз | Тшт | ||||||||||||
Рисунок 4 - Пример заполнения основной надписи МК
Кшт -коэффициент штучного времени, зависящий от числа обслуживаемых станков:
1 станок-1, 2 станка-0,65, 3-0,48; 4-0,39; 5-0,35 и т.д.
Тпз -коэффициент подготовительно-заключительного времени на операцию
Тшт. -норма штучного времени на операцию
Операции следует нумеровать числами ряда арифметической прогрессии (5, 20, 15 и т.п.). Допускается к числам добавлять нули (005, 010, 015 и т.д.).Заготовительную операцию нумеровать — "05" или "005".
4.1.2 Оформление операционн ой карт ы
ОК имеет описание ТО с указанием переходов, режимов обработки и данных о средствах технологического оснащения. Она используется на рабочем месте. Переходы следует нумеровать числами натурального ряда (1, 2, 3 и т.д.).Установы следует нумеровать прописными буквами русского алфавита (А, Б, В и т.д.). Для обозначения позиций и осей допускается применять римские цифры.
Графы операционной карты механической обработки (ГОСТ 3.1404-86 форма 3 и 2а) следует заполнять в соответствии с рекомендациями, изложенными для заполнения маршрутной карты ниже (по рисунку 5).
№ графы Содержание графы
4.1 Наименование операции
4.2 Материал детали (краткая запись наименования и марки материала по ГОСТ 3.1104-81), например Сталь 40 ГОСТ 1050-2013
4.3 Твердость материала заготовки, поступившей для обработки
4.4 Код единицы величины (массы), кг
4.5 Масса детали по конструкторскому документу
4.6 Профиль и размеры исходной заготовки. Информацию следует указывать исходя из условий имеющихся размеров заготовки (длины, ширины, высоты)
4.7 Масса заготовки
4.8 Количество одновременно обрабатываемых деталей
4.9 Краткое наименование или модель оборудования
4.10 Обозначение программы (для станков с ЧПУ)
4.11 Норма основного времени
4.12 Норма вспомогательного времени
4.13 Норма подготовительно-заключительного времени на операцию
4.14 Норма штучного времени на операцию
4.15 Информация по применяемой СОЖ
4.16 Обозначение служебного символа и порядковый номер строки. Запись выполнять в одну строку. Например, M01, A08
|
|
4.17 Особые указания
4.18 Номер позиции инструментальной наладки. Графу следует заполнять для станков с ЧПУ
4.19 Расчетный размер обрабатываемого диаметра (ширины) детали
4.20 Расчетный размер длины рабочего хода.
Примечание. Данные в графах 4.19 и 4.20 следует указать с учетом величины врезания и перебега
4.21 Глубина резания
4.22 Число ходов
4.23 Подача, мм/мин
4.24 Частота вращения, 1/мин
4.25 Скорость резания, м/мин
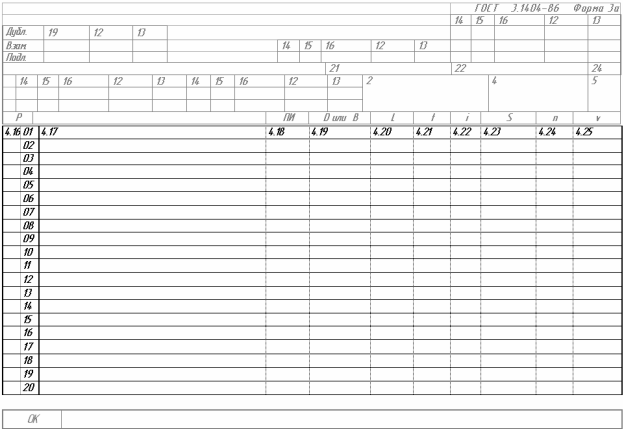
Рисунок 5- Правила заполнения операционной карты
Для изложения технологических переходов в ОК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ (0, Т,Р).Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки ОК. Простановка символов является
обязательной.
В строке «О» пишется содержание операции. В содержании операции должны быть отражены все необходимые действия, выполняемые в технологической последовательности исполнителем или исполнителями, по обработке изделия или его составных частей на одном рабочем месте. В содержание операции (перехода) должно быть включено:
- ключевое слово, характеризующее метод обработки, выраженное глаголом в неопределенной форме (например, точить, сверлить, фрезеровать и т. п.);
- наименование обрабатываемой поверхности конструктивных элементов или предметов производства (например, цилиндр, галтель, заготовка и т. п.);
- информация по размерам или их условным обозначениям;
- дополнительная информация, характеризующая количество одновременно или последовательно обрабатываемых поверхностей, характер обработки (например, предварительно, одновременно, по копиру и т. п.).
При записи содержания операции допускается полная или сокращенная форма записи.
Полную запись следует выполнять при отсутствии графических изображений и для комплексного отражения всех действий, выполняемых исполнителем или исполнителями.
Сокращенную запись следует выполнять при наличии графических изображений, которые достаточно полно отражают всю необходимую информацию по обработке резанием. В этом случае в записи содержания операции дополнительную информацию не указывают.
При записи содержания перехода так же допускается полная или сокращенная форма записи.
Полную запись следует выполнять при необходимости перечисления всех выдерживаемых размеров. Данная запись характерна для промежуточных переходов, не имеющих графических иллюстраций. В этом случае в записи содержания перехода следует указывать исполнительные размеры с их предельными отклонениями.
Например, «Точить поверхность, выдерживая d = 40 - 0,34 и l = 100 ± 0,6».
Сокращенную запись следует выполнять при условии ссылки на условное обозначение конструктивного элемента обрабатываемого изделия. Данную запись выполняют при достаточной графической информации.
Например, «Точить канавку 1».
Дополнительную информацию (приложение 4, ч. 1 ГОСТ 3.1702-79) применяют только при необходимости указания количества последовательно или одновременно обрабатываемых поверхностей или конструктивных элементов.
Например, «Точить две канавки, согласно эскизу».
Дополнительную информацию (приложение 4 ГОСТ 3.1702-79, ч. 2) применяют при уточнении названия обрабатываемой поверхности или конструктивного элемента, выбранных по приложению 5 этого документа.
Например, «Фрезеровать криволинейную поверхность 1».
Дополнительную информацию (приложение 4, ч. 3) применяют при маршрутном описании операции для указания заключительных действий.
Например, «Точить поверхность, выдерживая размеры d = 40 - 0,34; d2 = 20 - 0,24; l1 = 40 ± 0,2; l2 = 60 ± 0,4; r = 1,5.
Допускается для действий исполнителя, связанных с окончательной обработкой изделия и получением соответствующих размеров согласно документов, термин «Окончательно» не указывать.
«Точить поверхности 1, 2, 3 и 4 предварительно»; «Точить поверхности 1, 2, 3 и 4»;
«Последовательно» или «Одновременно» - при последовательной или одновременной обработке поверхностей или конструктивных элементов;
«По копиру»;«По программе»;«С подрезкой торца»; «С подрезкой торцев»; «По разметке» - при маршрутном изложении технологических операций.
При машинописном (или с применением других печатающих устройств) заполнении документов предельные отклонения размеров записывают в одну строку после записи размера с заключением в скобки. Например: 40 (+0,2; -0,2).
Т — информация о применяемой при выполнении операции технологической оснастке. В строке «Т» информацию по применяемой на операции технологической оснастке записывают в следующей последовательности: приспособления; вспомогательный инструмент; режущий инструмент; слесарно-монтажный инструмент; средства измерения.
Запись следует выполнять по всей длине строки с возможностью при необходимости переноса на последующие строки. Разделение информации по каждому средству технологической оснастки следует выполнять через знак ";".
Запись каждого средства технологического оснащения следует выполнять согласно обозначению по стандарту.
Например, сверло 2301—1389 ГОСТ 22736-77.
- Праворежущая фреза типа 1 диаметром D=16 мм, оснащенная твердосплавными пластинами, обозначается: Фреза 2234-0141 ГОСТ 6396-78.
- Правый резец типа 1, размерами Н х В = 12 х 12 с режущей пластинкой ВК8 обозначается: Резец 2110-0281 ВК8 ГОСТ 23076-78.
- Сверло спиральное Æ20 мм из быстрорежущей стали с коническим хвостовиком с конусом Морзе 2: Сверло 2301-0439 ГОСТ 2092-77
- Сверло диаметром 6 мм, общего назначения, правого исполнения I из твердого сплава ВК8:
Сверло 2309-0067 ВК8 ГОСТ 17275-71;
- Фреза цилиндрическая тип I, диаметром D=80 мм, L=125 мм, правая: фреза 2200-0157 ГОСТ 3752-71;
-Фреза торцовая D=200 мм со вставными ножами, оснащенными пластинками из твердого сплава ВК8, праворежущая: фреза 2214-0159 ГОСТ 9473-80;
- Фреза червячная для чистовой обработки, однозаходная для цилиндрических зубчатых колес с эвольвентным профилем, правая с m 6 мм, длина L=112 мм, тип I, класса АА:
фреза 2510-4098 АА ГОСТ 9324-80
-Фреза дисковая зуборезная модульная с m 3 № 5: фреза m 3М № 5 ГОСТ 10996-64;
- Хвостовой прямозубый долбяк с m 0,5 мм, номинальным делительным диаметром 25 мм, класса А, с конусом Морзе 6:
Долбяк хвостовой прямозубый 0,5х25А=16 ГОСТ 10059-80Е,
- Резец строгальный проходной с пластинкой из твердого сплава, тип I, исполнение I, сечением НхВ=20 16 мм, с пластинкой твердого сплава Т15К6:
Резец 2171-0001 Т15К6 ГОСТ 18891-73.
Количество одновременно применяемых единиц технологической оснастки следует указывать после кода (обозначения) оснастки, заключая в скобки, например, фреза 2245—0003 T15K6 (2) ГОСТ 6460-69
Необходимо также указывать наименование приспособлений и вспомогательного инструмента, его обозначение по ГОСТу и номер ГОСТа. Например, тиски станочные винтовые самоцентрирующие с призматическими губками для круглых профилей с шириной губок В=100 мм обозначаются: тиски 7200-0251 ГОСТ 21268-75.
Средства измерения: штангенциркуль ЩЦ-II-250-0,05 ГОСТ 166-89.
Р — информация о режимах резания. Записывается отдельной строкой после окончания записи информации о технологической оснастке.
При проектировании операции для станков с ЧПУ в графу «вспомогательное время» включают сумму машинно-вспомогательного и вспомогательного времени, связанного с операцией, но не вошедшего в управляющую программу.
В ОК указывается выполнение вспомогательных переходов, связанных с установкой заготовки (установить, переустановить, повернуть заготовку). При этом в понятие "установить заготовку" включают установку, закрепление, открепление и снятие заготовки.
Количество одновременно обрабатываемых заготовок и порядок выполнения работы указывается в тексте перехода. Например, " Установить 6 заготовок". "Одновременно: сверлить отв. 1, точить поверхность 2 и фаску 3 ".
При записи контрольного перехода устанавливается процент контроля.
Оформление операционной карты технического контроля
Операционная карта разрабатывается и на операцию контроля. В ней указываются все параметры изделия, подлежащие контролю, средства измерения с обозначением по ГОСТ, дающим представление и диапазоне измерения и точности контрольного инструмента(приспособления). Контрольной операции присваивается очередной порядковый номер. Пример заполнения ОКТК представлен на рисунке 6.
|
|
|
| |||||||||||||||||||||||||
| Дубл. |
|
|
|
| |||||||||||||||||||||||
| Взам. |
|
|
|
| 5 | 1 | |||||||||||||||||||||
| Подл. |
|
|
| Изм. | Лист | № док. | Подпись | Дата | |||||||||||||||||||
|
|
|
| |||||||||||||||||||||||||
| Разраб. |
|
| |||||||||||||||||||||||||
КУРТ
Пров.
Зав. Каф.
Диск
085
Н. Конт.
Наименование операции
Наименование, марки материала
МД
контрольная
Сталь 40Х ГОСТ 4543-71
0,834
Наименования оборудования
ТО
ТВ
Стол контрольный
Р
Контролируемые параметры
Код средств ТО
Наименование средств То
Объем и ПК
ТО/ТВ
01
Æ74(-0.03)
ККалибр-скоба 74h7 ГОСТ 18360-93
30%
02
Æ74 (-0,74)
Калибр-скоба 74 h14ГОСТ 18360-93
10%
03
Æ22 (+0,021)
Калибр-пробка Æ22 Н7)ГОСТ 14823-69
30%
04
М6-7Н
Калибр-пробка резьбовой М6-7Н ГОСТ 14823-69
30%
05
Æ5 (+0,3),
Калибр-пробка.Æ5h14 ГОСТ 14823-69
10%
06
Канавка 14 h14
Шаблон специальный
30%
07
Æ 13 h14 конус 45 град.
Калибр-пробка конусный
10%
08
30 (-0,21)
Калибр-скоба 30 h12
ГОСТ 18360-93
10%
09
Æ7h (+0,36)
Калибр-пробка Æ7h14ГОСТ 14810-69
10%
Технический контроль
Рисунок 6 - Пример заполнения ОКТК.
Оформление карт эскизов
Карты эскизов - основной графический документ, дающий наглядную информацию о выполняемой технологической операции и оформляется по ГОСТ 3.1105–2011, Формы и правила оформления документов общего назначения, форма 1.
Операционные эскизы разрабатываются для большинства технологических операций и переходов для наглядности. При разработке технологической операции необходимо сначала разработать и полностью оформить операционный эскиз на карте эскизов, а только потом заполняется текстовая операционная карта.
На эскизах изображения заготовок (деталей, сборочных единиц и т.п.) в основном должны быть представлены в их рабочем положении. На главной проекции заготовка должна быть показана в положении, которое она имеет, если на нее смотреть со стороны рабочего места у станка.
Число дополнительных проекций, сечений, разрезов должно быть достаточным, чтобы показать все поверхности и их размеры, которые должны быть обработаны и получены на данной операции.
Эскизы на изображения изделий и их составные части следует выполнять:
• с соблюдением масштаба;
• без соблюдения масштаба, но с примерным выдерживанием пропорций (графических элементов, составных частей и т.п.).
Изображение изделия (его составной части) на поле документа следует располагать таким образом, чтобы можно было комплексно разместить следующую информацию:
размеры и их предельные отклонения; обозначение шероховатости; обозначения опор, зажимов и установочных устройств; допуски формы и расположения поверхностей; таблицы и технические требования к эскизам (при необходимости);обозначения позиций составных частей изделия (для процессов и операций сборки, разборки).
На каждом операционном эскизе заготовку показывают в рабочем положении, причем ее контур изображают в таком виде, в каком она получается в конце данной операции или установа.
Если операция выполняется за несколько установов, то эскиз выполняется на каждый установ отдельно.
В этом случае каждому операционному эскизу присваивается номер операции и через черточку – номер вспомогательного перехода на перезакрепление заготовки. Например, 020–1, 020–2.
Обрабатываемые поверхности заготовки на эскизе следует обводить линии толщиной 2Sпо ГОСТ 2.303–68.Линии
Размеры и предельные отклонения следует наносить на изображения по ГОСТ 2.307–2011 Нанесение размеров и предельных отклонений и ГОСТ 2.308–2011. Указания допусков формы и расположения поверхностей.
Обозначение шероховатости обрабатываемых поверхностей следует наносить по ГОСТ 2.309–73 Обозначения шероховатости поверхностей.
Условные обозначения опор, зажимов, обозначения технологических баз на операционных эскизах производится согласно ГОСТ 3.1107–81. Опоры, зажимы и установочные устройства. Графические обозначения.
Приведенный на рисунке 7 пример базирования и крепления детали типа «вал» позволяет не включать в текст описания операции следующую запись вспомогательных переходов:
«1 Установить и закрепить на поверхн. 1 поводковый хомутик.
2 Установить дет. с поводковым хомутиком в центрах (в передней бабке – неподвижный центр, в задней бабке – вращающийся центр) и поджать задней бабкой.
3 Указывать дет. по поверхн. 2 в люнет и закрепить».
Для упрощения выполнения на КЭ графических элементов (сложных громоздких изображений корпусов, оснований и т.п.) их следует показывать с применением обрывов в соответствии с рисунком 8.
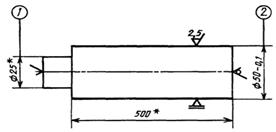
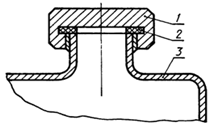
Рисунок 7 - Обозначение опор Рисунок 8 - Упрощенное изображение
|
| Поделиться: |



