Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Техническое нормирование всех операцийСодержание книги
Поиск на нашем сайте
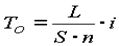
Технологическое нормирование - Установление технически обоснованных норм расхода производственных ресурсов. (ГОСТ 3.1109 —82). При этом под производственными ресурсами понимаются энергия, сырье, материалы, инструмент, рабочее время и т.д. Под нормированием технологических процессов понимают назначение технически обоснованных норм времени на продолжительность выполнения операций. Технически обоснованной нормой времени называют время выполнения технологической операции в определённых организационно - технических условиях, наиболее благоприятных для данного типа производства. На основе технически обоснованных норм времени устанавливают расценки, определяют производительность труда, осуществляют планирование производства и т. п. В данном разделе рассчитываются: Основное (технологическое) время – время, затрачиваемое непосредственно на изготовление изделия, то есть на изменения формы, размеров, состояния заготовки. Основное время То вычисляется на основании принятых режимов резания
где L - ход инструмента (длина обработки), мм; S - подача мм/об; n - частота вращения шпинделя, мин-1; i - число рабочих ходов (проходов). L=l0+l1+l2, мм где lo - длина обрабатываемой поверхности в направлении обработки, мм l1 - длина врезания инструмента, мм l2 - длина перебега инструмента, мм При точении и обработке осевым режущим инструментом длина врезания определяется по формуле, мм
где: t - глубина резания, мм; φ - главный угол в плане. При фрезеровании цилиндрическими, дисковыми и фасонными фрезами длина врезания, мм
Для торцовых фрез при симметричном резании длина врезания, мм
Перебег инструмента при обработке глухих отверстий равен нулю, в остальных случаях перебег, мм
Подготовительно – заключительное время – время, затрачиваемое на подготовку к работе, на ознакомление с работой, а так же на выполнение действий связанных с окончанием данной работы. Определяется по нормативам. Вспомогательное время – часть штучного времени, затрачиваемая на выполнение приемов, необходимых для обеспечения изменения и последующего определения состояния предмета труда.Вспомогательное время состоит из затрат времени на отдельные приемы:
где Т уст - вспомогательное время на установку и снятие детали, мин Т пер - вспомогательное время, связанное с переходом, мин Т изм - вспомогательное время на контрольные измерения, мин Например, для перехода растачивание на токарном станке: Время связанное с переходом - 0,14 мин Время на смену инструмента - 0,12 мин Время на изменение величины подачи - 0,07 мин Время на изменение числа оборотов - 0,08 мин Время связанное с подводом и отводом задней бабки -0,20 мин Время на установку и снятие щитка - 0,03 мин Время на контрольные измерения - 0,11 мин [ карта 87, стр 183, 2] Тшт — штучное время - продолжительность выполнения технологической операции, не учитывающее время на подготовку исполнителя (рабочего) к выполнению данной операции.
где Твсп — вспомогательное время, затраченное на управление станком, установку, закрепление и снятие детали, подвод и отвод режущего инструмента, измерение детали, мин. Торм — время на организацию рабочего места, затраченное на смазывание станка, удаление стружки, уборку рабочего места, установку и снятие режущего инструмента, мин. Тотд — время на отдых, мин То - основное время, мин аобс - время на техническое обслуживание рабочего места аотд - время перерывов на отдых и личные надобности
Подготовительно-заключительное время Тп.з. —, необходимое на ознакомление исполнителя с чертежом, получение консультаций у мастера, настройку станка и приспособлений. Это время распределяется не на одну деталь, а на всю партию деталей (n), подлежащих изготовлению. Штучно-калькуляционное время на обработку . где Тшт — штучное время ТПЗ - подготовительно-заключительное время, мин n - количество деталей в партии, шт
Штучно-калькуляционное время Тш. к. — это и есть технически обоснованная норма времени на выполнение операции.
Все нормы времени связаны между собой следующими приблизительными соотношениями:
Сокращение времени на обработку детали — Тшт. повышает производительность труда. Это сокращение возможно только за счёт уменьшения To (уменьшение припусков на обработку, применение многоинструментной обработки, применение режущего инструмента повышенной стойкости и соответствующей интенсификацией режимов обработки) и Твсп. (применение станочных быстродействующих приспособлений, фасонного и комбинированного режущего инструмента, и т. п.). В единичном производстве подготовительно-заключительное время имеет наибольший удельный вес и, как правило, полностью расходуется на одно изделие; поэтому норма на него включается в штучную норму времени. В серийном производстве затраты на подготовительно-заключительную работу нормируются особо и включаются в полную норму в соответствующей доле на единицу. В отдельных случаях, когда затраты времени на подготовительно-заключительную работу невелики, они могут не выделяться, а включаться в состав нормы штучного времени. В массовом производстве категория подготовительно-заключительного времени отсутствует, так как свойственные массовому производству повторяемость операций и специализация рабочих мест делают излишним переналадку оборудования и другие работы, время выполнения которых составляет подготовительно-заключительное время. Вспомогательное время может быть не перекрываемым и перекрываемым. Многие элементы вспомогательного времени перекрываются машинным временем. В течение этого периода рабочий имеет возможность выполнять различные действия как вспомогательные, так и связанные с обслуживанием рабочего места. В технически обоснованную норму времени включается та часть времени, которая не перекрывается машинным временем. Вспомогательное время рассчитывается в соответствии с установленными для данного предприятия нормативами, на основании хронометражных наблюдений или по эмпирическим формулам, отражающим зависимости изменения затрат времени на вспомогательные приемы от основных производственных факторов. Суммой основного и вспомогательного перекрываемого времени является оперативное время – главная часть технически обоснованной нормы. Время обслуживания рабочего места устанавливается на основании нормативов и во многих случаях определяется в процентном отношении к оперативному времени. Время перерывов на отдых, производственную гимнастику и личные надобности регламентируется законодательством и выражается в процентах к оперативному времени. Этот норматив дифференцируется в зависимости от сложности и тяжести работы с обязательным учётом возможности использования времени на отдых в течение технологических перерывов. Если одновременно обрабатывают несколько заготовок, (за одну установку), рекомендуется весь расчёт производить на установочную партию, т.е. на операцию, а штучное время на 1 деталь определять в конце расчёта делением времени на операцию на количество заготовок, обрабатываемых одновременно. При многоинструментальной обработке принимают лимитирующими те инструменты, которые обрабатывают наибольший размер ил работают в неблагоприятных условиях(например, канавочный резец). Расчитывается мощность, потребная на резание каждым резцом. Определяется суммарная мощность по всем резцам продольного суппорта. Данные по мощности на резание для канавочных резцов и фасонных резцов из-за их небольших значений в нормативах отсутствуют, поэтому при определении суммарной мощности их в расчёт не при нимают. В приложении Г приведены некоторые нормативы на вспомогательное время. Рекомендуемый источник: http://files.stroyinf.ru/data2/1/4293850/4293850531.htm Межотраслевые укрупненные нормативы времени на работы, выполняемые на фрезерных станках (Среднесерийное производство) http://www.alppp.ru/law/trud-i-zanjatost-naselenija/trud/18/obschemashinostroitelnye-normativy-vremeni-vspomogatelnogo-na-obsluzhivanie-rabochego-mest.html Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного при работе на металлорежущих станках. мелкосерийное и единичное производство. Дифференцированные. http://lib.susu.ru/ftd?base=SUSU_METHOD&key=000305206&dtype=F&etype=.pdf Техническое нормирование операций механической обработки деталей. Учебное пособие. Компьютерная версия.
|
||||
|
|
Последнее изменение этой страницы: 2021-03-09; просмотров: 214; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.219.209.144 (0.009 с.) |

 (20)
(20) (21)
(21) (22)
(22) (23)
(23) (24)
(24) (25)
(25) или (26)
или (26)
 (27)
(27) (28)
(28) ,
,  ,
,