Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Рекомендуемые для шпинделей марки стали и методы упрочненияСодержание книги
Поиск на нашем сайте
Для изготовления полых шпинделей большого диаметра иногда применяют серый чугун СЧ20. На рис. 5.3 представлены рекомендуемые компоновочные схемы шпиндельных узлов, расположенных по мере возрастания параметра d n.
Рис. 5.3. Компоновочные схемы шпиндельных узлов
Все компоновочные схемы разбиты на три группы. Низкоскоростные обладают наибольшей радиальной и осевой жесткостью. Их рекомендуется применять в тяжело нагруженных фрезерных, токарных, сверлильных станках. Схема 1 выполнена на игольчатых подшипниках, имеет наибольшую радиальную и осевую жесткости, но при этом она самая низкоскоростная.
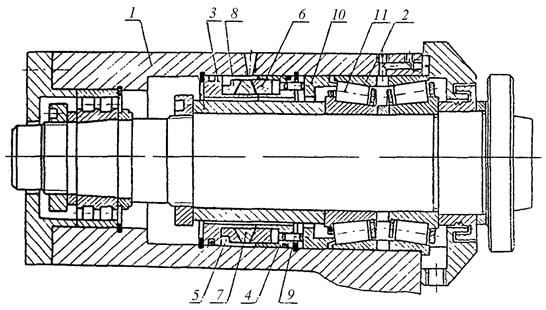
Для шпиндельных узлов, выполненных на радиально-упорных шарикоподшипниках из керамических материалов и системой принудительного охлаждения корпуса и шпинделя, параметр d n повышается до 30%-40%. Более точное значение параметра d n зависит от выбранного типа системы смазки, класса точности подшипников, радиального зазора-натяга роликоподшипников, предварительного натяга шарикоподшипников, количества подшипников в опоре, серии подшипников и их предельной частоты вращения, указанной в справочнике. На рис. 5.4 показана конструкция шпиндельного узла, соответствующая компоновке 2 (см. рис. 5.3).
Рис. 5.4. Конструкция низкоскоростного шпиндельного узла
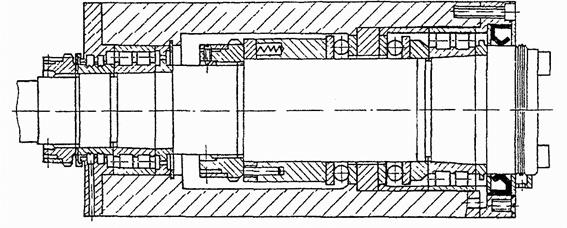
Конструкция шпиндельного узла, выполненная по компоновке 3, представлена на рис. 5.5.
Рис. 5.5. Конструкция шпиндельного узла на роликовом подшипнике
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-11-11; просмотров: 383; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.239.247 (0.007 с.) |

 Увеличение быстроходности
Увеличение быстроходности