Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Статистичний контроль якості технологічних процесів
Статистичний контроль якості технологічних процесів є дуже важливий для подальшого зростання продуктивності праці та ефективності функціонування організації, оскільки від його результатів залежить те, яку продукцію і якої якості ми будемо випускати. Тому попереджувальний статистичний контроль здійснюється на основі вибірок суцільного контролю та контрольних проб і дозволяє систематично перевіряти хід виробничого процесу з можливістю попередження випуску неякісних деталей або деталей з численними браками. Для визначення близькості фактичного розподілу до нормального необхідно використати елементарні способи: взяти до уваги особливості нормального розподілу або використати числа Вестергарда. Здійснюємо статистичний контроль якості технологічного процесу, спочатку згрупувавши вихідні дані результатів суцільного розподілу. Таблиця 3.1- Результати суцільного контролю виготовлених виробів, проведеного перед постановкою попереджувального контролю
Таблиця 3.2- Результати контрольної проби
Продовження таблиці 3.2
Згрупуємо дані таблиці 3.1. 1.для генеральної сукупності m=7
Xmax=103-найбільша варіанта значень ознаки Xmin=100- найменша варіанта значень ознаки h = (Xmax -Xmin)/m=0, 43- величина інтервалу Отримаємо інтервали:
Таблиця 3.3 - Групування і аналіз даних суцільного контролю:
Тепер шукаємо середнє арифметичне значення, середнє квадратичне відхилення, медіану, дисперсію. Дисперсія: d 2 = S (Х-Х сер)2*f/ S f=26,759/50=0,53 Медіана: Ме=Х0+h* Отже, хсер=5072,3/50=101,45 d =0,73 Обчислюємо медіану, де медіанним інтервалом вважається той,в якого нагромаджена частота(S) більша, чи рівна півсуми частот,тобто це інтервал: 101,29-102,72 Ме = 101,29+0, 43*(25-20)/12=101,46 (мм) Для проведення контролю технічного процесу нам треба підтвердити гіпотезу про нормальний розподіл вибірки суцільного контролю. Перевіряємо гіпотезу про нормальний розподіл сукупності, застосовуючи числа Вестергарда (0,3;0,7;1,1;3). Так як в інтервалі Хсер-0,3*d; Хсер+0,3*d (101,23;101,67) розміщено 25% (10-20%) елементів сукупності; Хсер-0,7*d; Хсер+0,7*d (101,6;102,6) – 50% (46%); Хсер-1,1*d; Хсер+1,1*d (100,65;102,25) – 75% (71%) та в інтервалі Хсер-3*d; Хсер+3*d (99,3;103,6) розміщено 99% (100%) елементів сукупності. Отже, такий розподіл слід вважати близьким до нормального. Тепер встановлюємо так звані "контрольні межі" для медіани і крайніх значень. Для медіани контрольні межі визначаються за формулою:
с-середина поля допуску, d- середнє квадратичне відхилення; t - значення від 2,9 до 3,9; n-обсяг вибірки контрольної проби Верхня - 101,45+3,9*0,73/5=102,02 (мм.); нижня - 101,45-2,9*0,73/5=101,03 (мм.) Встановимо контрольні межі для крайніх значень за формулою Верхня - 101,45+3*0,54=103,07 (мм.); нижня - 101,45-2*,53=100,4(мм.)
Проведемо групування для контрольної проби. Знайдемо середню арифметичну, медіану, дисперсію та середнє квадратичне відхилення для 25 деталей: Таблиця 3.4-Результати групування даних
Отже, хсер=101,7 d2=8,84/25=0,35; d =0,6 Обчислюємо медіану: медіанний інтервал -101,29-101,72 Ме = 101,29+0, 43*(12,5-6)/8=101,4 (мм) "Контрольні межі" для медіани і крайніх значень. Для медіани: верхня 101,7+3,9*0,6/5=102,2 (мм.); нижня 101,7-2,9*0,6/5=101,35(мм.) Встановимо контрольні межі для крайніх значень: верхня -103,22(мм.), нижня - 101,2(мм.) На основі отриманих результатів будуємо карту технічного процесу.
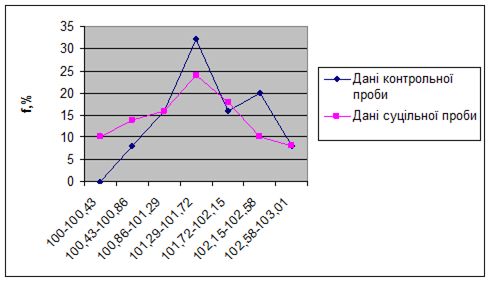
Рисунок 3.1- Карта контролю технічного процесу Помітно незначне відхилення показників за межі критичних значень,, що свідчить про розлад технологічного процесу. Зобразимо на одному графіку результати групування даних суцільного контролю і контрольних проб.
Рисунок 3.2 - Вплив заміщення положення центру групування та розсіювання на ймовірність одержання браку.
Отже помічаємо деяке зміщення центру розподілу на величину D. Наявний деякий розлад технологічного процесу, проте він є незначний. Даний технологічний процес не є сильно розбалансований. Треба відмітити, що попереджувальний статичний контроль якості дозволяє тримати під контролем хід виробничого процесу з метою попередження можливих порушень, що створюють загрозу одержання необхідної якості продукції. Необхідний попереджувальний статистичний контроль якості продукції, треба проводити систематично. 4. Статистичні методи прогнозування результатів господарської діяльності Прогнозування являє собою ряд методів, що дозволяють визначити майбутній очікуваний рівень показника, і на основі одержаних даних приймати ефективні управлінські рішення. Метод проектування тренду Трендові криві використовують при вивченні закономірностей розвитку окремих явищ і представляють собою математичні функції, за допомогою яких описується основна тенденція, тобто певний напрям розвитку,тривала еволюція, що набула більш-менш плавної траєкторії. Темп трендових функцій залежить від специфіки процесу, що вивчається і характерної йому динаміки, а саме рівномірної, прискореної чи уповільненої. Зазвичай перевага надається функціям, параметри яких мають чіткий економічний зміст, означають абсолютну чи відносну швидкість. Трендові криві знайшли застосування в менеджменті. Їх використовують для оцінки попиту на товари та послуги, для оцінки потреби в запасах, прогнозувати структуру збуту, які характеризуються сезонними коливаннями, для прогнозування потреби в кадрах.Вивчення поступального розвитку і змін суспільних явищ - одне з основних завдань статистики. Вирішується воно на основі аналізу динамічних рядів. При вивченні закономірностей соціально-економічного розвитку статистика вирішує такі завдання: визначає інтенсивність розвитку, виявляє і описує його тенденції, оцінює структурні зрушення, сталість і коливання рядів, виявляє фактори економічного зростання.
Згідно непарного варіанту побудуємо динамічний ряд обсягу продукції і вивчимо тенденцію загального обсягу продаж. Таблиця 4.1- Спосіб аналітичного вирівнювання
Оскільки рівні динамічного ряду змінюються в арифметичній прогресії, то здійснюємо аналітичне вирівнювання за функцією параболи другого порядку. При вирівнюванні за параболою другого порядку рівняння тренду знаходиться: Y=a+ b*t+c*t2 А параметри а,b і с визначаємо з системи нормальних рівнянь:
a* Σ t +b*Σt2+c*Σt3 =Σ t *y; a* Σt2+b*Σt3+c*Σt4 =Σt2*y.
3*a+2*c=17435; 2*b=-411; 2*a+2*c=11121; a+c=5560.5 a=5560.5-c a=6314
b=Σ t*y/Σt2=-205,5
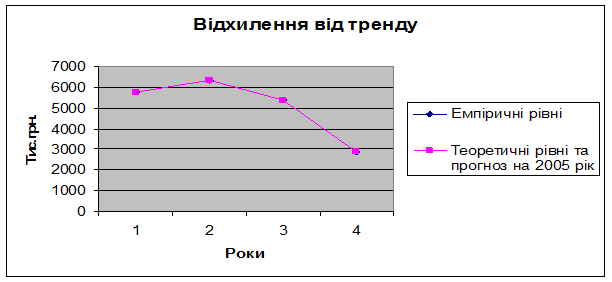
c=-753,5 Загальний вигляд рівняння: Y=6314-205,5*t-753,5t2 Визначимо теоретичні значення обсягу продукції з 2002 по 2004 роки. Y2002= 6314+205,5-753,5=5766(тис.грн) Y2003=6314(тис.грн) Y2004=6314-205,5-753,5=5355 (тис.грн) Для динамічних рядів крім тенденції характерні коливання навколо тренду. Аналізують ці коливання при допомозі амплітуди коливань, середніх лінійних та квадратичних відхилень коефіцієнтів варіації та сталості. Таблиця 4.2- Відхилення фактичних рівнів ряду від тренду
Розраховуємо обсяг реалізації на наступний рік:
Yt=6314-205,5*t -753,5 *t2
Для 2005р. t=2, Y4=6314-205,5*2-4*753,5=2889 (тис.грн.)
З даних розрахунків бачимо, що існує тенденція до спадання обсягу реалізованої продукції у 2005 році Нанесемо на графік криву емпіричних рівнів динамічного ряду і трендову криву.
Рисунок 4.1—Відхилення значень емпіричних рівнів ряду від їх теоретичних значень. Обчислимо наступні показники: Амплітуда коливань вираховується за формулою: Rt=Etmax – Etmin, де Еt=Y-Yi; Rt=0; Yi – емпіричні рівні динамічного ряду. Y – теоретичні рівні динамічного ряду. Середнє лінійне відхилення - lt=(1/n)*Σ│Et │, lt =0/3=0; де n-кількість відхилень Середнє квадратичне відхилення :δt=((1/n)*Σ│(Et)2│)1/2; δt=((1/3)*0)1/2=0 Коефіцієнт варіації :Vt=δt/ý=0 Коефіцієнт сталості: Кст=1-Vt ;Кст=1-0=1 Оскільки Кст = 1, то даний ряд є сталим. Таким чином для виявлення тенденцій розвитку певного економічного показника потрібна інформація про зміну цього показника у попередніх роках, але цієї інформації недостатньо, оскільки вона не враховує вплив таких факторів як: зміна економічного і політичного середовища; зміна попиту на продукцію підприємства і т. д. Тому результати прогнозу не слід сприймати як достовірну і незмінну інформацію, оскільки вони відображають лише загальну тенденцію розвитку явища.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-03-02; просмотров: 125; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.93.210 (0.049 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 t
t  , де
, де  ;
; ,де t- значення від 2 до 3.
,де t- значення від 2 до 3.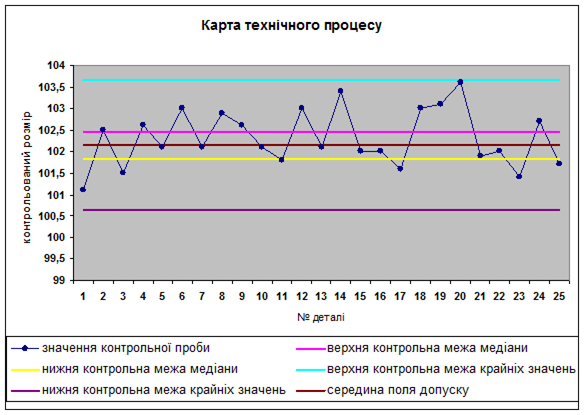
 Δ = xcеp(50)-xcеp(25)= 101,45-101,7=-0,25
Δ = xcеp(50)-xcеp(25)= 101,45-101,7=-0,25 n * a+ b*Σ t +c*Σt2 =Σ y;
n * a+ b*Σ t +c*Σt2 =Σ y;