
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обозначение термической обработкиСодержание книги
Поиск на нашем сайте
Если всю деталь подвергают термообработке одного вида, то в технических требованиях чертежа указывают требуемые показатели свойств материала, например 269…302 НВ. Если большую часть детали подвергают одному виду термообработки, а меньшую ее часть другому, то на чертеже детали последний участок обводят утолщенной штрихпунктирной линией, на полке – выноске указывают показатели свойств материала
Рис. 7.6. Обозначение термической обработки
Шероховатость поверхностей В результате обработки поверхности детали образуются неровности, представляющие собой чередующиеся выступы и впадины разной высоты и формы. Под шероховатостью поверхности понимают совокупность микронеровностей с относительно малыми шагами, образующих рельеф поверхности и рассматриваемых в пределах участка, длина которого l. Всего установлено 14 классов шероховатости поверхностей, для которых определены базовые длины. На рис. 7.7 представлен в увеличенном виде микрорельеф поверхности в нормальном сечении. Отсчет высот неровностей проводится от средней линии профиля – базовой линии, имеющей форму номинального профиля и проведенной так, что в пределах базовой длины среднее квадратичное отклонение профиля до этой линии минимально.
Рис. 7.7. Микрорельеф поверхности в нормальном сечении
Для задания шероховатости поверхностей в машиностроении наиболее часто используют: – Ra – среднее арифметическое отклонение профиля; – Rz – высота неровностей профиля по десяти точкам. Среднее арифметическое отклонение профиля определяется как среднее арифметическое абсолютных значений отклонений у профиля от средней линии в пределах базовой длины:
Его назначают на все обработанные поверхности. Высота неровностей профиля по десяти точкам равна средней арифметической суммы абсолютных отклонений точек пяти наибольших максимумов
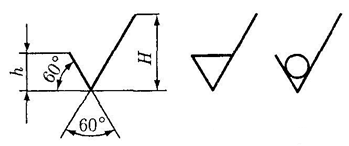
Этот параметр назначают для поверхностей, получаемых литьем, ковкой, чеканкой и др. Для обозначения на чертежах шероховатости поверхности применяют знаки, представленные на рис. 7.8. Высоту h принимают равной высоте размерных чисел на чертеже, высоту Н – в зависимости от объема записи: Н = (1,5…5) h. Если вид обработки не устанавливается, то применяют знак, изображенный на рис. 7.8, а. Если требуется, чтобы поверхность была образована обязательно удалением слоя материала (шлифованием, точением и т. п.) применяют знак по рис. 7.8, б. В противном случае применяют знак по рис. 7.8, в. Этот же знак применяют для указания шероховатости поверхностей, не обрабатываемых по данному чертежу.
а б в Рис. 7.8. Знаки шероховатостей поверхностей: а – вид обработки не устанавливается; б – с удалением слоя материала; в – без удаления слоя материала
Если необходимо указать параметрические данные, то знак изображают с полкой. Над полкой записывают способ обработки, под полкой – параметр шероховатости и его числовое значение в мкм, например: Обозначение преобладающей поверхности, обычно наиболее грубой, указывают в правом верхнем углу поля чертежа (рис. 7.9). Толщина линий и высота знака, заключенного в скобки, такая же, как в изображении на чертеже, а перед скобкой – в 1,5 раза больше. Знак в скобках означает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости, должны иметь шероховатость, указанную перед условным обозначением знака в скобках. Если знак в скобках отсутствует, то все поверхности должны иметь указанную шероховатость.
Рис. 7.9. Обозначение преобладающей шероховатости
Числовые значения параметров шероховатости
|
||||
|
|
Последнее изменение этой страницы: 2019-11-02; просмотров: 349; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.152.189 (0.008 с.) |




 и пяти наибольших минимумов
и пяти наибольших минимумов  профиля в пределах базовой длины:
профиля в пределах базовой длины:
 .
.
 можно принимать по табл. 7.7.
можно принимать по табл. 7.7.


