Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Шпоночные и шлицевые разъемные соединения.Содержание книги
Поиск на нашем сайте
Шпоночные соединения. Шпоночные соединения служат для передачи вращающего (крутящего) момента от вала к ступице насаженной на него детали (зубчатого колеса, шкива, муфты и др.) или наоборот – от ступицы к валу. Шпоночные соединения осуществляют с помощью вспомогательных деталей – шпонок, устанавливаемых в пазах между валом и ступицей. В приборостроении применяют в основном соединения призматическими, сегментными и цилиндрическими шпонками. Достоинства: простота, надежность конструкции, невысокая стоимость, удобство сборки и разборки, возможность передавать значительные вращательные моменты, возможность осевого вращения, применяют для передачи значительных моментов dв >6 mm Недостатки: ослабление вала и ступицы шпоночными пазами, неустойчивость положения шпонки в пазах и трудность обеспечения взаимозаменяемости, повышенные требования к точности изготовления, отсутствие фиксации деталей в осевом направлении. Изготавливают из среднеуглеродистых сталей СТ5. Шлицевые соединения
Точность взаимного расположения могут обеспечивать посадкой по внутреннему диаметру, по наружному по боковой поверхности шлица. Достоинства: возможность передавать больших вращательных моментов, возможность осевого перемещения, высокая точность центрирования. Недостаток: сложность в изготовления
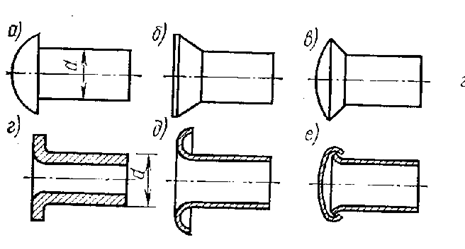
38. Соединения пайкой Пайкой называют процесс соединения металлических или металлизированных деталей с помощью дополнительного связующего материала – припоя, температура плавления которого ниже температуры плавления материала соединяемых деталей. Прочность паяного соединения определяется прочностью припоя и сцепления припоя с поверхностями соединяемых деталей. В расплавленном состоянии припой смачивает поверхности соединяемых деталей. Соединение происходит путем межатомного сцепления, растворения и диффузии материала деталей и припоя. В качестве припоя применяют как чистые металлы, так и сплавы. В зависимости от температуры плавления припои бывают: легкоплавкие (мягкие) и среднетугоплавкие (твердые). К легкоплавким мягким припоям с температурой плавления до 450 ˚С относятся оловянисто-свинцовые сплавы с содержанием олова от 18 до 90%. Твердые припои содержат в своем составе медь, цинк, никель, серебро и имеют температуру плавления выше 450 ˚С. Хорошее соединение пайкой можно получить только при чистых поверхностях спаиваемых деталей, свободных от окислов и загрязнений и при заполнении зазора между деталями припоем. Для очистки и защиты соединяемых поверхностей и припоя от окисления, улучшения смачиваемости и лучшего растекания припоя применяют флюсы. Достоинства: возможность механизировать процесс, Т припоя меньше Т сварки, структура материала не меняется. Недостатки: их невысокая механическая и термическая прочность, герметическое соединение. Различают паяные соединения внахлестку и встык. Наибольшую прочность имеет соединение внахлестку, но при этом увеличиваются габариты соединения. Соединение встык имеет малые габариты, но невысокую прочность. 39.Заклепочные соединения Заклепочные соединения выполняют с помощью специальных крепежных деталей – заклепок или непосредственным расклепыванием цапф деталей. Заклепка представляет собой цилиндрический стержень с двумя головками, одна из которых, называемая закладной, выполнена заранее, а вторая, замыкающая, получается в процессе сборки под ударами инструмента. Соединяемые детали при этом сильно сжимаются.
Форма и размеры заклепок стандартизированы. Стержень заклепки может быть сплошным или полым; головки по форме бывают полукруглые, потайные, полупотайные, плоские. Заклепочные соединения применяют для соединения трудносвариваемых металлов и разнородных материалов; в конструкциях, подверженных действию вибрационных и ударных нагрузок; для соединения металлических деталей с неметаллическими. Выбор формы заклепки зависит от материала и толщины соединяемых деталей. Заклепки изготавливают из пластичных материалов: низкоуглеродистых сталей (Ст2, Ст3, 08, 10), меди (М1), латуни (Л62), алюминиевых сплавов. Заклепочные соединения выполняют внахлестку или встык с одной или двумя накладками и расположением заклепок в один, два или более параллельных. Заклепки с полукруглой головкой – самые распространенные и применяются везде, где допустима выступающая головка. Достоинства: возможность соединения различных материалов, хорошая сопротивляемость вибрационным и ударным нагрузкам, удобство и надежность контроля качества соединения. Недостатки: трудоемкость (разметка, сверление отверстий, закладка и клепка заклепок) и высокая стоимость, ослабление соединяемых деталей отверстиями, дополнительный расход материала на накладки.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 611; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.5 (0.006 с.) |

 Шлицевые соединения служат для передачи вращающего момента между валами и установленными на них деталями. Шлицевое соединение можно представить, как многошпоночное, шпонки которого выполнены вместе с валом. По форме поперечного сечения шлицев различают прямобочные, эвольвентные и треугольные.
Шлицевые соединения служат для передачи вращающего момента между валами и установленными на них деталями. Шлицевое соединение можно представить, как многошпоночное, шпонки которого выполнены вместе с валом. По форме поперечного сечения шлицев различают прямобочные, эвольвентные и треугольные.