
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Ошибки механизмов и причины их возникновенияСодержание книги
Поиск на нашем сайте
Точностью механизмов называют их свойство обеспечивать в допустимых пределах погрешности расположения и движения рабочих (выходных) звеньев при заданных движениях ведущих (входных) звеньев. Критериями точности являются величины отклонений, перемещений, положений, размеров, формы и других параметров звеньев действительных механизмов от параметров звеньев идеальных механизмов. Ошибки. При определении точности механизмов нужно уметь определять ошибки положения, перемещения, «мертвого» хода и передаточного отношения механизма. Ошибка положения механизма - разность положений рабочих ведомых звеньев действительного и идеального механизмов при одинаковых положениях их ведущих звеньев. Ошибка перемещения механизма - разность перемещений рабочих звеньев действительного и идеального механизмов при одинаковых перемещениях их ведущих звеньев. Ошибка мертвого хода механизма - отставание движения ведомого звена при изменении на противоположное направления движения ведущего звена, т.е. при его реверсе. Ошибка передаточного отношения - разность передаточного отношения действительного и теоретического механизмов. Причинами возникновения ошибок механизмов являются теоретические и первичные ошибки. Теоретические ошибки возникают, когда с целью упрощения конструкции механизма применяют кинематическую схему, лишь приближенно осуществляющую требуемый закон движения рабочего звена. Первичными ошибками называют погрешности размеров, геометрической формы и взаимного расположения поверхностей звеньев. Первичные ошибки делят на скалярные и векторные; систематические, случайные и грубые. Причинами ошибок механизмов: · Погрешности размеров, геометрической формы и взаимного расположения поверхностей звеньев. Они возникают при изготовлении и сборке, в процессе эксплуатации механизмов · Силовые нагрузки · Температуры. 12. Допуски линейных размеров Различают: номинальный, действительный и предельный размеры. Номинальный - размер, устанавливаемый по конструктивным соображениям (расчет). Действительный - размер, полученный путём измерения. Он зависит от точности измерительных приборов. Предельные – 2 размера, между которыми может находиться или который может быть равен действительному размеру. На чертеже вместо предельных размеров проставляют верхнее и нижнее предельные отклонения номинального размера – алгебраическую разность между соответственно наибольшим или наименьшим предельными и номинальным размерами. Числовые значения предельных отклонений на чертеже проставляют рядом с номинальным размером в мм Предел отклонения -разность между предельным и номинальным размером. Допуск - разность между наибольшим и наименьшим предельными размерами. Допуск – мера точности размера: чем он меньше, тем выше точность. Установлено 20 уровней точности размеров (0,1;0;1;2;3… 18). Квалитет – совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. Квалитеты от 1 до 4 применяются для измерительных приборов, для соединений 5-12, с 12 по 17-й – для несопрягаемых (свободных) размеров Самый распространённый 7 квалитет. Величина допуска устанавливается в зависимости от номинального размера и уровня точности(квалитета). Охватываемый размер называется валом, охватывающий – отверстием. Каждое отклонение обозначают латинской буквой – малой, если отклонение относится к валу, и большой, если – к отверстию. Отверстие, нижнее отклонение которого равно нулю, называют основным отверстием. Основное отклонение основного отверстия обозначают буквой Н. Вал, верхнее отклонение которого равно нулю, называют основным валом. Основное отклонение основного вала обозначают буквой h. 13. Посадки деталей (виды соединений, обозначение) Посадка – характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Зазор – если размер отверстия больше размера вала. Натяг – если размер вала больше размера отверстия. Системы: В системе отверстия различные зазоры и натяги, которые получаются вследствие изменения отклонений вала при неизменном отклонении Н основного отверстия. В системе вала неизменным является вал с отклонением h, а различные посадки образуются в результате изменения отклонений отверстий. В зависимости от сочетания полей допусков отверстия и вала различают посадки: С зазором, при которых обеспечивается зазор в соединении; С натягом, при которых обеспечивается натяг в соединении Переходные, при которых возможно получение в зависимости от действительного размера как зазора, так и натяга. Посадки с зазором предназначены для подвижных соединений. В системе отверстия это основные отклонения вала от а до h; в системе вала – отклонения отверстия от А до Н. Посадки с натягом применяются для неподвижных, как правило, неразъемных соединений без дополнительного крепления деталей. В системе отверстия - отклонения вала от p до z;в системе вала – отклонения отверстия от P до Z. Переходные посадки предназначены для получения неподвижных соединений, которые по условиям эксплуатации подлежат периодической разборке и сборке. В системе отверстия – основные отклонения j, k, m, n; в системе вала – J, K, M, N. 14. Шероховатость поверхности (параметры, обозначение) Шероховатость –совокупность микронеровностей поверхности. Они влияют на износ, на прочность при действии переменных нагрузок, на прочность посадок с натягом. Измерения проводят на участке – базовой длине Lб =0,8…8 мм. Ra - среднее арифметическое отклонение профиля; yi - величина отклонения i-ой точки профиля от средней линии Rz - высота неровностей профиля по десяти точкам.(берутся 5 наиб. высоких выступов и 5 наиб. глубоких впадин) Ypmi -высота i-ого наибольшего выступа профиля. Yvmi- глубина i-го наибольшей впадины профиля.
Rmax - наибольшая высота профиля – расстояние между линией выступов и линией впадин профиля в пределах базовой длины; Sm -средний шаг неровностей профиля. Smi – шаг неровностей, под которым понимается длина i-го отрезка средней линии, ограниченного точками ее пересечения с двумя соседними одноименными сторонами неровностей.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 595; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.36.168 (0.009 с.) |

 .
.




 Средний шаг местных выступов S профиля- среднее значение шага местных выступов профиля Si в пределах базовой длины (формула как у Sm тока без m). Стандартом устанавливаются для обозначения шероховатости три знака, над которыми указываются значения параметров шероховатости. Знак применяется в случаях, когда конструктор не оговаривает вид обработки поверхности, этот способ обозначения предпочтителен. Знаком обозначают шероховатость поверхности, которая должна быть получена удалением материала, например, точением, фрезерованием, травлением. Знак применяют в случае, когда шероховатость поверхности должна быть получена без удаления материала, например, литьём, ковкой, волочением.
Средний шаг местных выступов S профиля- среднее значение шага местных выступов профиля Si в пределах базовой длины (формула как у Sm тока без m). Стандартом устанавливаются для обозначения шероховатости три знака, над которыми указываются значения параметров шероховатости. Знак применяется в случаях, когда конструктор не оговаривает вид обработки поверхности, этот способ обозначения предпочтителен. Знаком обозначают шероховатость поверхности, которая должна быть получена удалением материала, например, точением, фрезерованием, травлением. Знак применяют в случае, когда шероховатость поверхности должна быть получена без удаления материала, например, литьём, ковкой, волочением.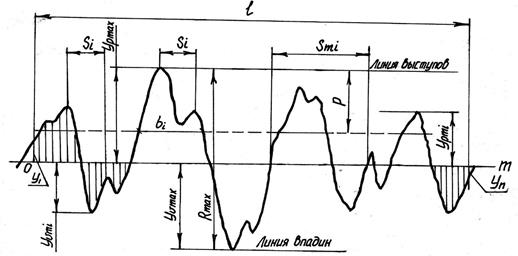 Обозначение шероховатости, одинаковой для всех или части поверхностей, указывают в правом верхнем углу чертежа. Предпочтительно нормировать параметр Ra, который более точно, по сравнению с Rz и Rmax, отражает отклонения профиля, так как определяется по значительному числу точек. Наибольшие значения Ra и Rz могут быть выражены через допуск Tp размера с помощью соотношений Ra ≤ (0,025 … 0,05) Тр; Rz ≤ (0,1 … 0,2) Тр
Обозначение шероховатости, одинаковой для всех или части поверхностей, указывают в правом верхнем углу чертежа. Предпочтительно нормировать параметр Ra, который более точно, по сравнению с Rz и Rmax, отражает отклонения профиля, так как определяется по значительному числу точек. Наибольшие значения Ra и Rz могут быть выражены через допуск Tp размера с помощью соотношений Ra ≤ (0,025 … 0,05) Тр; Rz ≤ (0,1 … 0,2) Тр


