Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Проектирование основного потока швейного цехаСтр 1 из 7Следующая ⇒
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ Учреждение образования «ВИТЕБСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ»
Факультет Конструкторско-технологический Кафедра «Конструирование и технология одежды»
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА КУРСОВОГО ПРОЕКТА по «Проектированию швейных потоков»
«Проект швейного цеха, специализированного по изготовлению женского пальто».
Исполнитель: студ. гр. Шт-161 Лошкевич А.М Руководитель: Филимоненкова Р.Н
Допущен к защите____________________ «_____» 2011 г.
Витебск СОДЕРЖАНИЕ Введение………………………………………………………………………….. 1 Проектирование основного потока швейного цеха…………………………. 1.1 Характеристика моделей для проектируемого потока……………………. 1.2 Выбор и характеристика материалов, применяемых для изготовления изделия и их режимы обработки………………………. 1.3 Выбор методов обработки и оборудования………………………………. 1.4 Расчет экономической эффективности…………………………………… 1.5 Выбор и характеристика типа основного потока………………………… 1.6 Расчет потока………………………………………………………………. 1.7 Разработка технологической схемы потока………………………………. 1.8 Анализ технологической схемы секции потока…………………………. 2. Планировка потока в цехе………………………………………… 2.1 Выбор типов и размеров рабочих мест, транспортных средств………… 2.2 Размещение рабочих мест в потоке………………………………………... 2.3 Расчет дополнительного потока…………………………………………… 3. Характеристика системы качества контроля в швейном цехе…………… ЗАКЛЮЧЕНИЕ…………………………………………………………………. Литература……………………………………………………………………….
ВВЕДЕНИЕ Среди отраслей, изготавливающих товары для населения, ведущее место занимает швейная промышленность, которая производит различную одежду на предприятиях, включённых в состав организационных структур: концернов, ассоциаций, акционерных обществ и так далее. Изготовление одежды – сложный процесс. Качество изделий зависит от квалификации специалистов и рабочих. Предприятия, выпускающие одежду массового производства, характеризуются высоким уровнем техники, технологии и организации производства, что предъявляет особые требования к работающим на этих предприятиях.
Быстро растёт потребность в высококвалифицированных кадрах, способных трудиться творчески и высокопроизводительно, умело использовать новейшую технику. Сегодня производство все в большой степени нуждается в специалистах, практически и теоретически хорошо подготовленных, обладающих глубокими знаниями по общеобразовательным и специальным дисциплинам, имеющих высокую техническую культуру. Важнейшим направлением повышения эффективности работы предприятий швейной промышленности является активная инновация деятельности, главной задачей которой является использование результатов научных исследований и разработок на предприятиях отрасли с целью создания конкурентоспособной продукции для последующей эффективной ёё реализации на внутреннем и внешним рынках. Основными направлениями в сфере швейной промышленности являются: - совершенствование производственного процесса за счет внедрения новых технологических средств, автоматических способов обработки при помощи программного управления, - тщательное изучение внутренних и внешних рынков сбыта, - проведение ежегодных ярмарок и выставок, заключение соглашений с поставщиками, потребителями о предварительных заказах, - маркетинговая деятельность предприятий, направленная на изучение требований потребителей различных возрастных групп и социальных статусов, - организация рекламных компаний для реализации производимой продукции и получения прибыли от продаж, - изучение современных основных тенденций модной линии, характерной для вида товаров выпускаемых предприятием, - четкая налаженная система экономических коммуникационных и информационных связей между предприятиями. Что касается технологии швейного производства, то она приобретает механизированный характер, ее эффективность обуславливается применением специальных машин и оборудования, способствующих совершенствованию технологического процесса изготовления одежды. Изменяются организационные формы производства, повышается уровень автоматизации предприятий, особенно при разработке моделей, подготовке производства, раскрое, пошиве и на отделочных операциях[1].
Целью курсового проекта является разработка женского пальто с применением современного оборудования, прогрессивных методов обработки и новейших технологий, а также планировка швейного цеха по его изготовлению.
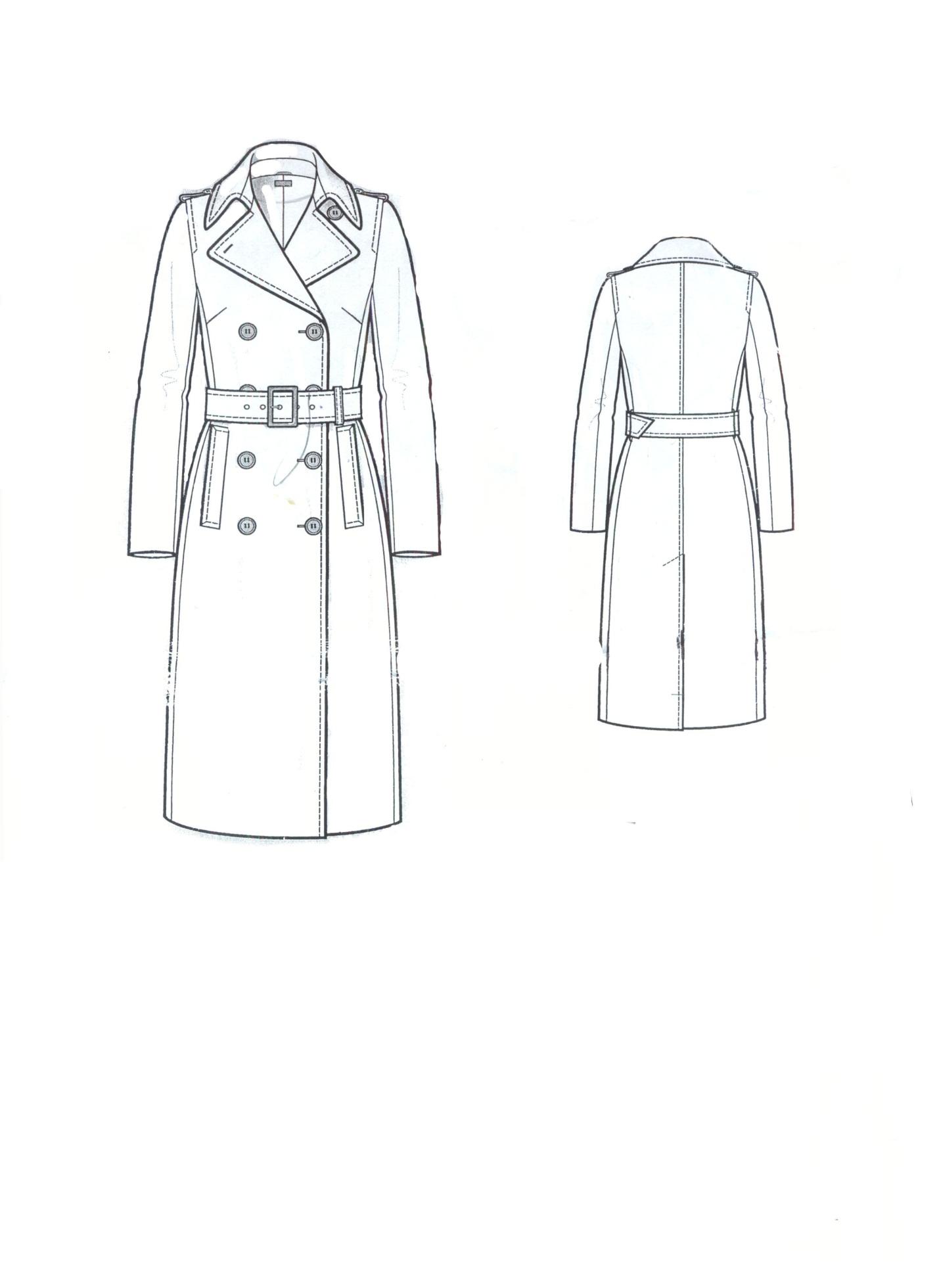
Описание внешнего вида. Пальто женское демисезонное из полушерстяной ткани, полуприлегающего силуэта, с втачными рукавами, длиной ниже колена Пальто со смещенной застёжкой на 5 петель и 5 пуговиц На переде обработаны прорезные карманы с листочками с настрочными концами Спинка со средним швом, переходящим в шлицу На плечах располагаются притачные погоны, застегивающиеся на 1 петлю и 1 пуговицу Рукава втачные двухшовные Воротник втачной пиджачного типа Плащ завязывается поясом который вдевается на навесную шлевку По краю борта, воротника, пояса, навесной шлевки, по шву втачивания рукава, листочек, по среднему шву спинки и шлицы проложены отделочные строчки Ш.ш 5мм Рекомендуемые размеры Обхват груди 84-100 Рост 164 -176
Рисунок 1.1- Эскиз модели
Таблица 1.1– Спецификация деталей кроя и лекал
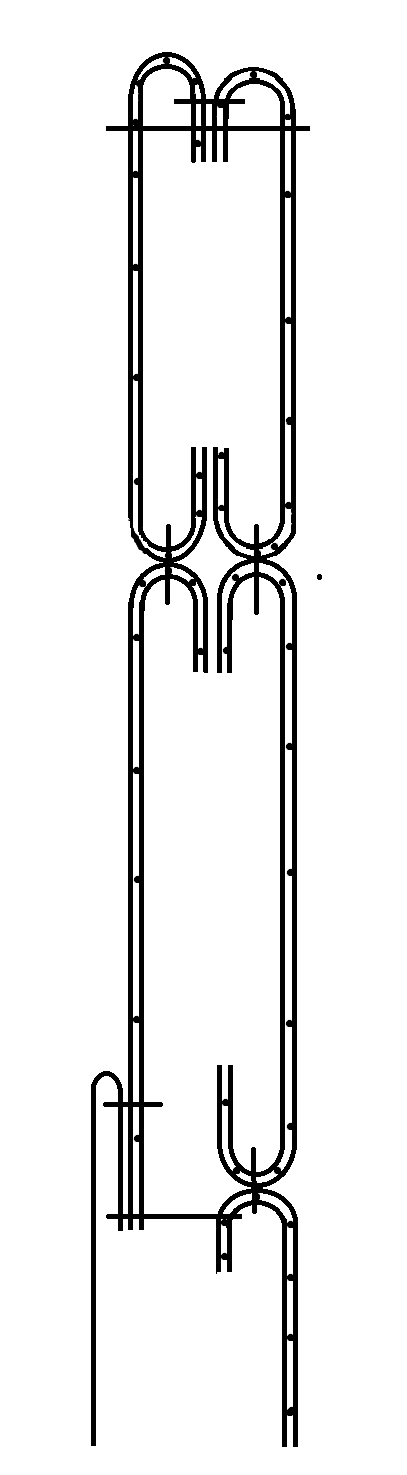
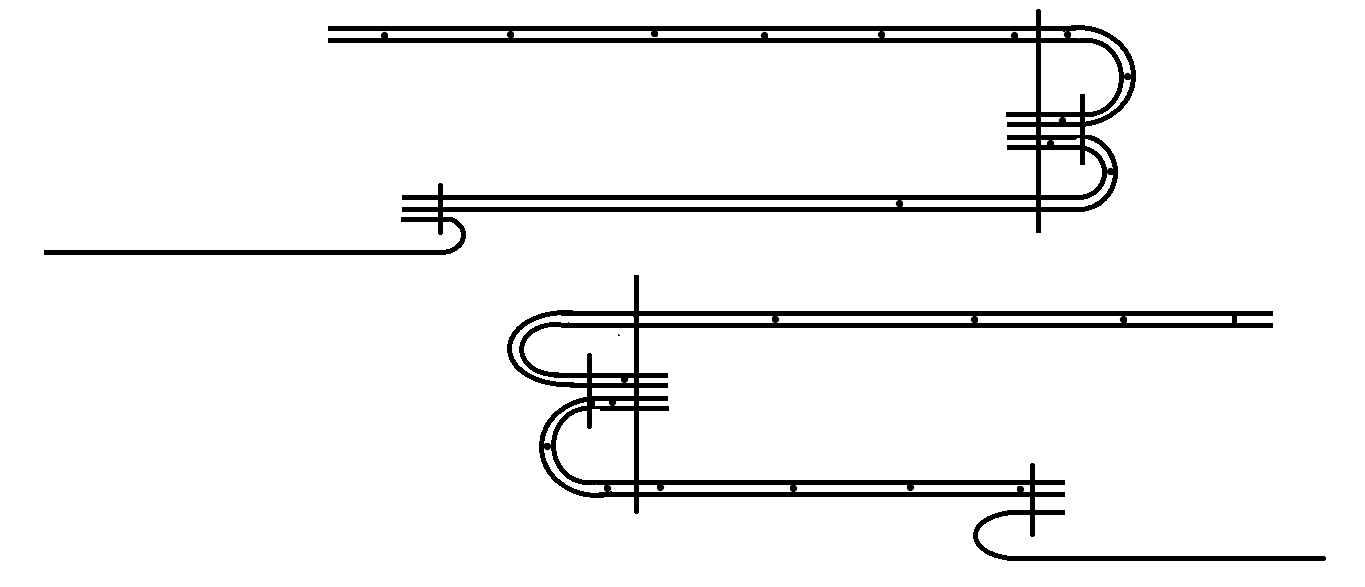
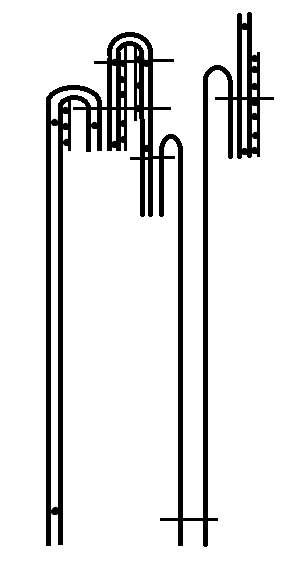
Рисунок 1.2 Детали кроя
Рисунок 1.3 Детали кроя
Таблица 1.2 – Характеристика выбранных материалов
Окончание таблицы 1.2
Таблица 1.3 –Технологические режимы машинных стежков и строчек
Таблица 1.4 - Параметры влажно-тепловой обработки материалов
Таблица 1.5 – Характеристика швейного оборудования
Таблица 1.6 - Характеристика утюжильного оборудования
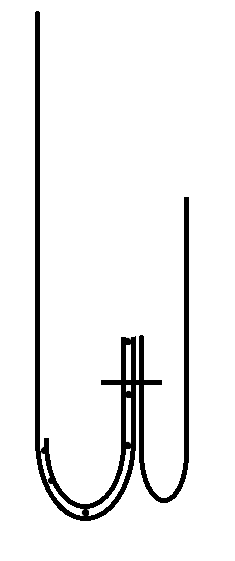
Рисунок 1.3 – Обработка воротника
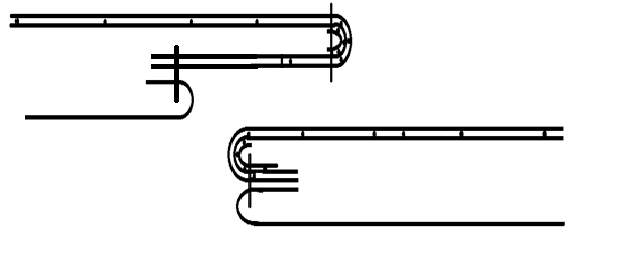
Рисунок 1.4 – Обработка борта
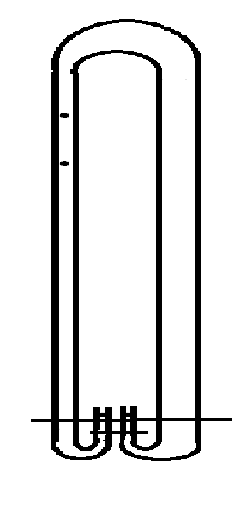
Рисунок 1.5- Обработка погон
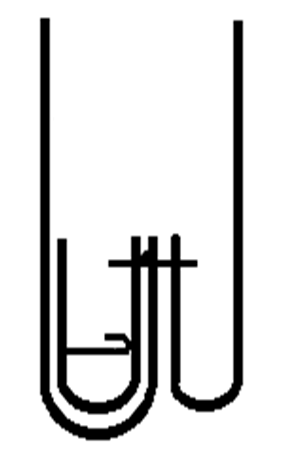
Рисунок 1.6 Обработка прорезного кармана с листочкой с настрочными боковыми сторонами
Рисунок 1.7– Обработка шлицы
Рисунок 1.7 Обработка пояса
Рисунок 1.8 Обработка низа изделия, низа рукава Таблица 1.10- Характеристика типа потока
Расчет потока Расчет потока включает: · Выбор оптимального такта графическим способом. · Расчет мощности потока. · Расчет количества рабочих потока. · Расчет основного условия согласования. Выбор оптимального такта осуществляется графическим способом и представлен в приложение Б. Результаты расчетов сводятся в таблицу 1.11
Таблица 1.11- Выбор оптимального такта потока
Выбранный такт потока составляет 82 с и является оптимальным для проектируемого изделия, т. к. суммарная продолжительность технологических неделимых операций, входящих в допускаемые отклонения максимальная. Мощность потока определяют по формуле М = R/ τ = 28800/82=351 ед. (4) где τ - такт потока, с; R - продолжительность смены, с; М- выпуск изделий в смену, ед; Количество рабочих в потоке определяется по формул N р = Т/ τ = 64,24 (5) где N –расчетное количество рабочих в потоке, чел;
Т-трудоемкость изготовления изделия, с. Основное условие согласования для потоков со свободным режимом определяется по формуле tо.о = τ *(0,9 – 1,15) * К, (6) где tо.о - расчетная затрата времени на выполнение организационной операции, с; К- количество рабочих, занятых на выполнении одной организационной операции. Значение tо.о рассчитывается при разных значениях К. Таблица 1.12 - Тарифные разряды и секундные тарифные ставки рабочих сдельщиков.
Таблица 1.14 Техническая схема потока. Наименование изделия: пальто женское демисезонное Такт потока, с.: 82 Выпуск потока в смену, ед.: 351 Количество рабочих в потоке расчетное, чел.: 64,24
Таблица 1.14 Сводка расчетной рабочей силы. Наименование изделия: пальто женское демисезонное Такт потока, с.: 82 Выпуск потока в смену, ед.: 351 Количество рабочих в потоке расчетное, чел.: 64,24
Таблица 1.15 – Сводка фактической рабочей силы.
В результате сопоставления итоговых данных о расчетном и фактическом количестве рабочих по каждому разряду можно сделать вывод о том, что квалификация рабочих 2 и 3 разрядов используется недостаточно, то есть, рабочие с более низким разрядом, а рабочие с 4 и 5 разрядами используются хорошо. Количество резервных рабочих мест принимается 5-8% от основных. Количество основного оборудования определяется выборным путем по технологической схеме потока. Сводка оборудования представляется в форме таблицы 1.16
Таблица 1.16 – Сводка оборудования потока
По основным параметрам потока и сводке рабочей силы рассчитываются технико-экономические показатели потока.
Производственный цикл ПЦ = НП * τ = 1301 * 82= 106682 с (21)
Планировка потока в цехе ВЫВОДЫ ПО ПРОЕКТУ При массовом производстве швейных изделий решающая роль принадлежит технологическому процессу, который представляет собой экономически и технологически целесообразную совокупность технологических операций по обработке и сборке деталей и узлов. В курсовом проекте проектируется пальто женское из полушерстяной ткани, соответствующее тенденциям моды, отвечающей современным требованиям, предъявляемым к одежде, пользующийся спросом у населения. Выбранные методы обработки и применяемое оборудование способствует значительному повышению экономической эффективности потока. Организационная форма потока, применение транспортных средств передачи и другие мероприятия позволяют достичь достаточно высоких технико-экономических показателей. Применение унифицированных деталей, использование специальных машин, приспособление малой механизации обеспечивают высокое качество продукции и повышение производительности труда. Для повышения качества продукции используются такие меры,как раннее выявление брака, самоконтроль, взаимоконтроль, межоперационный контроль. При планировании швейного цеха были разработаны технико-экономические показатели производства продукции, где большое внимание было уделено созданию и организации производства продукции, пользующейся спросом, обеспечению высокого дохода квалифицированным работникам, проблемам прибыли, нормированию труда. В результате снижение затрат времени составляет 4.0 %, а рост производительности труда составляет 4.17 %.
Приложение
А б в Рисунок 2.1- Карта образцов основного материала а- Арт.CL-2001 б- Арт.CL-2002 в- Арт.CL-2003
А б в Рисунок 2.2- Карта образцов подкладочного материала а-Арт.8с55КВ б-Арт.8с56КВ в-Арт.8с57КВ
А б Рисунок 2.3- Карта образцов прокладочного материала а-Арт. Р-163 Б-Арт. Р-163
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ Учреждение образования «ВИТЕБСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ»
Факультет Конструкторско-технологический Кафедра «Конструирование и технология одежды»
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА КУРСОВОГО ПРОЕКТА по «Проектированию швейных потоков»
«Проект швейного цеха, специализированного по изготовлению женского пальто».
Исполнитель: студ. гр. Шт-161 Лошкевич А.М Руководитель: Филимоненкова Р.Н
Допущен к защите____________________ «_____» 2011 г.
Витебск СОДЕРЖАНИЕ Введение………………………………………………………………………….. 1 Проектирование основного потока швейного цеха…………………………. 1.1 Характеристика моделей для проектируемого потока……………………. 1.2 Выбор и характеристика материалов, применяемых для изготовления изделия и их режимы обработки………………………. 1.3 Выбор методов обработки и оборудования………………………………. 1.4 Расчет экономической эффективности…………………………………… 1.5 Выбор и характеристика типа основного потока………………………… 1.6 Расчет потока………………………………………………………………. 1.7 Разработка технологической схемы потока………………………………. 1.8 Анализ технологической схемы секции потока…………………………. 2. Планировка потока в цехе………………………………………… 2.1 Выбор типов и размеров рабочих мест, транспортных средств………… 2.2 Размещение рабочих мест в потоке………………………………………... 2.3 Расчет дополнительного потока…………………………………………… 3. Характеристика системы качества контроля в швейном цехе…………… ЗАКЛЮЧЕНИЕ…………………………………………………………………. Литература……………………………………………………………………….
ВВЕДЕНИЕ Среди отраслей, изготавливающих товары для населения, ведущее место занимает швейная промышленность, которая производит различную одежду на предприятиях, включённых в состав организационных структур: концернов, ассоциаций, акционерных обществ и так далее. Изготовление одежды – сложный процесс. Качество изделий зависит от квалификации специалистов и рабочих. Предприятия, выпускающие одежду массового производства, характеризуются высоким уровнем техники, технологии и организации производства, что предъявляет особые требования к работающим на этих предприятиях. Быстро растёт потребность в высококвалифицированных кадрах, способных трудиться творчески и высокопроизводительно, умело использовать новейшую технику. Сегодня производство все в большой степени нуждается в специалистах, практически и теоретически хорошо подготовленных, обладающих глубокими знаниями по общеобразовательным и специальным дисциплинам, имеющих высокую техническую культуру. Важнейшим направлением повышения эффективности работы предприятий швейной промышленности является активная инновация деятельности, главной задачей которой является использование результатов научных исследований и разработок на предприятиях отрасли с целью создания конкурентоспособной продукции для последующей эффективной ёё реализации на внутреннем и внешним рынках. Основными направлениями в сфере швейной промышленности являются: - совершенствование производственного процесса за счет внедрения новых технологических средств, автоматических способов обработки при помощи программного управления, - тщательное изучение внутренних и внешних рынков сбыта, - проведение ежегодных ярмарок и выставок, заключение соглашений с поставщиками, потребителями о предварительных заказах, - маркетинговая деятельность предприятий, направленная на изучение требований потребителей различных возрастных групп и социальных статусов, - организация рекламных компаний для реализации производимой продукции и получения прибыли от продаж, - изучение современных основных тенденций модной линии, характерной для вида товаров выпускаемых предприятием, - четкая налаженная система экономических коммуникационных и информационных связей между предприятиями. Что касается технологии швейного производства, то она приобретает механизированный характер, ее эффективность обуславливается применением специальных машин и оборудования, способствующих совершенствованию технологического процесса изготовления одежды. Изменяются организационные формы производства, повышается уровень автоматизации предприятий, особенно при разработке моделей, подготовке производства, раскрое, пошиве и на отделочных операциях[1]. Целью курсового проекта является разработка женского пальто с применением современного оборудования, прогрессивных методов обработки и новейших технологий, а также планировка швейного цеха по его изготовлению.
Проектирование основного потока швейного цеха
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-19; просмотров: 646; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.117.81.240 (0.157 с.) |