
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Построение карт размаха по второй выборкеСодержание книги Поиск на нашем сайте
25,392 мм 25,402 мм 25,400 мм 25,394 мм 25,404 мм 25,402 мм 25,400 мм 25,402 мм 25,405 мм 25,394 мм 25,403 мм 25,407 мм 25,400 мм 25,402 мм 25,402 мм 25,399 мм 25,400 мм 25,402 мм 25,400 мм 25,403 мм 25,407 мм 25,394 мм 25,400 мм 25,405 мм 25,400 мм 25,403 мм 25,405 мм 25,402 мм 25,400 мм 25,405 мм
Построение среднего размаха Выбираем для расчетов первый столбик выборки. Находим среднюю линию процесса
Находим средний размах процесса
Находим верхнюю и нижнюю контрольные границы по формулам (13) и (14):
ВКГ = 25,397 + 0,373 × 0,01 =25,403 (мм); НКГ = 25,397 – 0,373 × 0,01 = 25,391 (мм).
Строим карту размаха (рисунок 15).
Рисунок 15
Вывод: точки на графике не выходят за верхнюю и нижнюю контрольные границы, означающее, что технологический процесс налажен, и изготовление деталей можно продолжать дальше.
Построение общего размаха Для расчетов принимаем весь объем выборки. Находим значения среднеквадратичных отклонений каждого столбца по формуле (12): R1 = 0,010 мм;
R2 = R3 =
Находим среднюю линию процесса
Находим верхнюю и нижнюю контрольные границы по формулам (16) и (17):
ВКГR = 1,864 × 0,007 = 0,013 (мм); НКГR = 0,136 × 0,007 = 0,001(мм).
Строим карту размаха (рисунок 16).
Рисунок 16
Вывод: точки на графике не выходят за верхнюю и нижнюю контрольные границы, означающее, что технологический процесс налажен, и изготовление деталей можно продолжать дальше.
Построение карт размаха по третьей выборке 25,392 мм 25,400 мм 25,402 мм 25,398 мм 25,401 мм 25,405 мм 25,396 мм 25,400 мм 25,402 мм 25,393 мм 25,401 мм 25,405 мм 25,398 мм 25,400 мм 25,402 мм 25,394 мм 25,401 мм 25,406 мм 25,398 мм 25,400 мм 25,407 мм 25,396 мм 25,402 мм 25,405 мм 25,399 мм 25,400 мм 25,402 мм 25,398 мм 25,401 мм 25,407 мм
Построение среднего размаха Выбираем для расчетов второй столбик выборки. Находим среднюю линию процесса
Находим средний размах процесса
Находим верхнюю и нижнюю контрольные границы по формулам (13) и (14):
ВКГ = 25,401 + 0,373 × 0,002 =25,403 (мм); НКГ = 25,401 – 0,373 × 0,002 = 25,399 (мм).
Строим карту размаха (рисунок 17).
Рисунок 17
Вывод: точки на графике не выходят за верхнюю и нижнюю контрольные границы, означающее, что технологический процесс налажен, и изготовление деталей можно продолжать дальше.
Построение общего размаха Для расчетов принимаем весь объем выборки. Находим значения среднеквадратичных отклонений каждого столбца по формуле (12): R2 = 0,002 мм;
R1 = R3 =
Находим среднюю линию процесса
Находим верхнюю и нижнюю контрольные границы по формулам (16) и (17):
ВКГR = 1,864 × 0,005 = 0,009 (мм); НКГR = 0,136 × 0,005 = 0,001(мм).
Строим карту размаха (рисунок 18).
Рисунок 18
Вывод: точки на графике не выходят за верхнюю и нижнюю контрольные границы, означающее, что технологический процесс налажен, и изготовление деталей можно продолжать дальше.
Заключение
Качество продукции – совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответветствии с ее назначением. Контроль качества продукции – контроль количественных и качественных характеристик продукции. В процедуру контроля качества могут входить операции измерения, анализа, испытания. Качество продукции в первую очередь напрямую зависит от технологического процесса ее изготовления. В курсовом проекте рассмотрен контроль качества детали «Фланец». В первом разделе описывается назначение детали, состав и свойства сплава из которого изготовлена деталь, от чего в первую очередь зависит надежность детали. Во втором разделе перечислен технологический процесс изготовления детали «Фланец». В третьем разделе указаны основные параметры детали, подлежащие контролю. Четвертый раздел содержит применяемые средства контроля. В пятом разделе рассмотрена обработка результатов измерения. В шестом разделе показан характер изменения показателя качества во времени. По полученным данным можно судить о том, что технологический процесс налажен и изготавливается качественная продукция.
Список литературы
1 Лифиц И.М, Стандартизация, метрология и сертификация, - М.: Юрайт-Издат, 2004; 2 Марков, Н.Н., Осипов, В.В., Шабалина, Н.Б., Нормирование точности в машиностроении/Ю.Н. Соломенцева, - М.: Высш. шк., 2001.
|
|||||
|
|
Последнее изменение этой страницы: 2017-02-10; просмотров: 223; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.142.123.254 (0.008 с.) |

 по формуле (1):
по формуле (1): (мм).
(мм). , вычисляемый по формуле (12):
, вычисляемый по формуле (12): (мм).
(мм).
 (мм);
(мм); (мм).
(мм). , по формуле (15):
, по формуле (15): (мм).
(мм).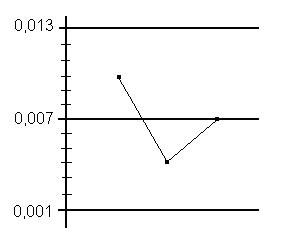
 (мм).
(мм). (мм).
(мм).
 (мм);
(мм); (мм).
(мм). (мм).
(мм).



