
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема 6. 4 станки токарной группы. Точение
В группу токарных станков входят токарно-винторезные, токарно-револьверные, многорезцовые токарные, карусельно-токарные, лобовые, токарные автоматы и полуавтоматы, сверлильно-отрезные (при вращающейся заготовке) и специальные токарные станки. Основным инструментом для токарных станков являются резцы различных типов, а также сверла, зенкеры, зенковки, развертки, метчики, плашки и др. В машинах и механизмах наибольшее число деталей представляют собой тела вращения, поэтому естественно, что станки токарной группы, на которых получают такие детали, являются основным станочным оборудованием и составляют в механических цехах машиностроительных заводов часто больше половины всех станков. ¶ Токарно-винторезные станки Токарно-винторезные станки универсальны, на них обрабатывают самые разнообразные детали. Эти станки используют в единичном, мелкосерийном производстве и при ремонте машин, в экспериментальных цехах заводов, в отделениях сельхозтехники, в учебных и передвижных мастерских. Токарно-винторезные станки характеризуются широкими технологическими возможностями и служат для черновой и чистовой обработки цилиндрических, конических и фасонных наружных, внутренних и торцовых поверхностей, нарезания резьбы различных видов, накатывания рифлений и т.д. В крупносерийном и массовом производстве вместо токарно-винторезных станков применяют автоматы, многорезцовые и специальные станки. Размеры токарно-винторезных станков колеблются в широком диапазоне: от настольных для обработки деталей часовых и других мелких механизмов до тяжелых для обработки заготовок массой в несколько десятков тонн. Основными размерами у токарно-винторезных станков являются высота оси шпинделя над станиной и наибольшее расстояние между центрами передней и задней бабок.
На станине устанавливаются остальные части станка. Станина отливается из чугуна и имеет коробчатую форму. В верхней части станины расположены направляющие для передвижения по ним суппорта и задней бабки.
Передняя бабка неподвижно крепится на станке и снимается только при капитальном ремонте станка. Шпиндель является конечным звеном цепи главного движения, которое от него с помощью различных приспособлений сообщается заготовке.
· Револьверные станки Револьверные (токарно-револьверные) станки применяют в серийном производстве при изготовлении деталей из штучной (кованой, литой) заготовки и из прутка. Эти станки имеют револьверный суппорт, на котором установлена револьверная головки; ее можно поворачивать и фиксировать в том или ином положении. Число позиций у головок с вертикальной осью равно шести, с горизонтальной – до шестнадцати. Обработка заготовок производится последовательно инструментами, закрепленными по позиции в гнездах револьверной головки. К этим инструментам относятся резцы, сверла, зенкеры, развертка, а также метчики, плашки, резьбонарезные гребенки (ходового винта револьверные станки не имеют). Выключение подачи осуществляется автоматически по упорам.
¸ Токарные автоматы и полуавтоматы Токарные автоматы и полуавтоматы применяют для изготовления различных деталей из калиброванных (холоднотянутых) прутков круглого или многогранного сечения, а также из штучной (литой, кованой) заготовки. Работа настроенного автомата – установка и закрепление заготовки и ее обработка – выполняются без участия станочника; его обязанности состоят в периодическом контроле готовых деталей, зарядке автомата заготовками.
¹ Карусельно-токарные станки Карусельно-токарные станки применяют для обработки средних и крупных заготовок, диаметр которых, как правило, превышает их высоту; ось вращения заготовки при обработке вертикальна. На таких станках можно обтачивать и растачивать цилиндрические, конические и фасонные поверхности, обтачивать и подрезать торцы, отрезать части заготовки, нарезать резьбу, сверлить, зенкеровать и развертывать отверстия (последние три вида обработки не могут производиться на станках, не имеющих револьверной головки). Заготовка закрепляется на планшайбе 2, установленной на круговых направляющих станины 1 (рисунок 60) Планшайба закреплена на шпинделе, который опирается на подпятник и приводится в движение от главного электродвигателя через коробку скоростей. На направляющих стойки 5 имеется поперечина 6, несущая вертикальный суппорт 4 с револьверной головкой 3. На тех же направляющих установлен боковой суппорт 7. Карусельные станки бывают одно- и двухстоечные.
ТОЧЕНИЕ Точение производят на станках токарной группы, а также на расточных, агрегатных и комбинированных станках. Понятие «точение» объединяет следующие основные виды работ: обтачивание цилиндрических, конических и фасонных поверхностей; обтачивание и подрезание торцовых поверхностей; протачивание канавок, отрезание; растачивание цилиндрических, конических и фасонных отверстий; нарезание резьбы резцами. Обтачивание разделяют на черновое и чистовое. При черновом обтачивании (рисунок 61, а-г) снимается значительное количество стружки; в результате чернового обтачивания получают поверхности 12-14-го квалитетов точности и с параметром шероховатости Ra = 20¸80 мкм. Обтачивание производят проходными резцами, которые разделяют на черновые и чистовые. Черновые прямые правые (а) и левые (б), отогнутые правые (в) и левые (г) используют для чернового обтачивания заготовок. Углы черновых резцов и радиус при вершине выбирают такими, чтобы обеспечивалась большая стойкость их и возможно более легкое резание.
|
||||||
|
|
Последнее изменение этой страницы: 2017-02-08; просмотров: 516; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.137.183.14 (0.011 с.) |
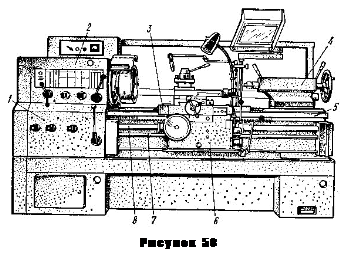 На рисунке 58 приведен средний токарно-винторезный станок модели 16К20 завода «Красный пролетарий». Главными узлами токарно-винторезного станка являются станина 5, передняя бабка 2 с коробкой скоростей, суппорт 3 с фартуком 6, задняя бабка 4 и механизм для передачи движения от шпинделя к суппорту, в который входит коробка подач 1, ходовой винт, ходовой валик 7,
На рисунке 58 приведен средний токарно-винторезный станок модели 16К20 завода «Красный пролетарий». Главными узлами токарно-винторезного станка являются станина 5, передняя бабка 2 с коробкой скоростей, суппорт 3 с фартуком 6, задняя бабка 4 и механизм для передачи движения от шпинделя к суппорту, в который входит коробка подач 1, ходовой винт, ходовой валик 7,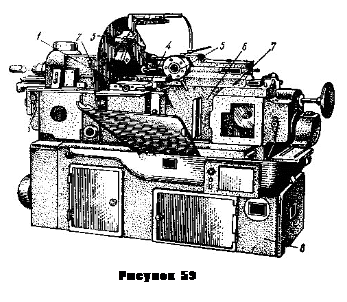 Задняя бабка служит для поддержания валов при их обработке, для установки сверл, зенкеров, разверток и других инструментов. Корпус задней бабки смещают в поперечном направлении при обточке конусов с небольшими углами. Суппорт предназначен для крепления инструментов (главным образом резцов) и сообщения им движения подачи.
Задняя бабка служит для поддержания валов при их обработке, для установки сверл, зенкеров, разверток и других инструментов. Корпус задней бабки смещают в поперечном направлении при обточке конусов с небольшими углами. Суппорт предназначен для крепления инструментов (главным образом резцов) и сообщения им движения подачи.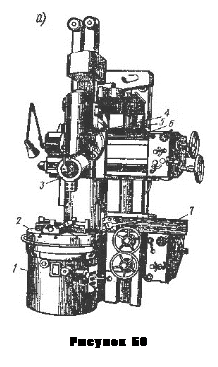 Настройку автомата выполняют высококвалифицированные наладчики. Токарные автоматы делятся на одно- и многошпиндельные. Одношпиндельные автоматы применяют в крупносерийном и массовом производстве, многошпиндельные – только в массовом. На рисунке 59 приведен общий вид одношпиндельного токарно-револьверного автомата модели 1Б140.
Настройку автомата выполняют высококвалифицированные наладчики. Токарные автоматы делятся на одно- и многошпиндельные. Одношпиндельные автоматы применяют в крупносерийном и массовом производстве, многошпиндельные – только в массовом. На рисунке 59 приведен общий вид одношпиндельного токарно-револьверного автомата модели 1Б140. При чистовом обтачивании получают поверхности 7-11-го квалитетов точности, параметр Ra = 0,6¸5 мкм. Различают чистовые резцы с большим радиусом закругления при вершине (д, е) и широкие резцы (ж). Припуски на чистовое обтачивание колеблются в пределах 1-2 мм на сторону и меньше. Подача при чистовом обтачивании резцами с закругленной кром-кой должна быть небольшой (s = 0,2 мм/об), а при обтачивании широкими резцами составляет от 3 до 30 мм/об.
При чистовом обтачивании получают поверхности 7-11-го квалитетов точности, параметр Ra = 0,6¸5 мкм. Различают чистовые резцы с большим радиусом закругления при вершине (д, е) и широкие резцы (ж). Припуски на чистовое обтачивание колеблются в пределах 1-2 мм на сторону и меньше. Подача при чистовом обтачивании резцами с закругленной кром-кой должна быть небольшой (s = 0,2 мм/об), а при обтачивании широкими резцами составляет от 3 до 30 мм/об.


