
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Конструирование оснастки на основные штамповочные операцииСодержание книги
Поиск на нашем сайте 3.1. Конструирование и расчет ручьев Наборные ручьи Применяется наборный ручей в пуансоне с направлением в матрице; Диаметр пуансона
где Тогда Диаметр матрицы больше диаметра пуансона на величину двух стороннего зазора
Глубина матрицы
где Длина пуансона
Формовочные ручьи Формовочные ручьи служат для предварительного или окончательного формообразования поковки. В данной технологии применяется формовочный ручей закрытого типа в матрице и пуансоне. Конфигурация и поперечные размеры окончательного ручья
Диаметр пуансона
Ручьи для пробивки отверстия Пробивные ручьи служат для открытия сквозного отверстия в глухой наметке. Оно производится на последнем переходе, с одновременным отделением поковки от заготовки (прутка). В данной технологии применяется пробивной ручей для поковки, штампуемой в закрытом штампе с пережимом прутка. Диаметры передней направляющей части
3.2. Конструирование оснастки на завершающие и отделочные операции К завершающим и отделочным операциям при горячей объемной штамповке относятся: обрезка облоя и пробивка отверстия, горячая правка. термическая обработка, очистка от окалины, холодная правка и калибровка. Из выше перечисленных операций при высадке поковок на ГКМ применяются термическая обработки и очистка от окалины. Применяемое оборудование и режимы обработки приведены в технологической карте.
Пример 2. Разработка технологического процесса горячей объемной штамповки поковок удлиненной формы в плане типа "вилка вала рулевого управления" Аналитический обзор
|
|||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-17; просмотров: 333; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.007 с.) |

 , имеющего направление в матрице
, имеющего направление в матрице  , определяется выражением
, определяется выражением ,
,
 и
и  - наибольший диаметр и длина конической полости пуансона.
- наибольший диаметр и длина конической полости пуансона. и определяется выражением
и определяется выражением должна обеспечивать направление пуансона в матрице в момент его касания заготовки. Ее величина определяется выражением
должна обеспечивать направление пуансона в матрице в момент его касания заготовки. Ее величина определяется выражением + 0,5
+ 0,5  ,
,
 определяется выражением
определяется выражением ,
где
,
где 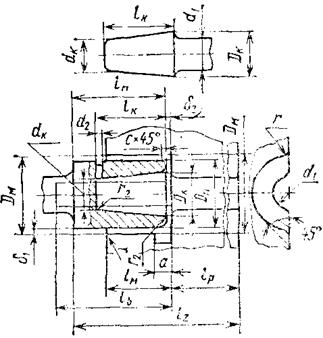
 с горячими размерами. Длина ручья
с горячими размерами. Длина ручья 
 ,
,
 - глубина прошивки;
- глубина прошивки; 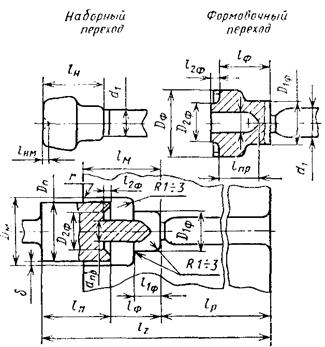

 , режущей части пуансона
, режущей части пуансона  , просечной части матрицы
, просечной части матрицы  , задней направляющей части
, задней направляющей части  определяются по выражениям:
определяются по выражениям: +0,5мм;
+0,5мм; 



