Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Ок-12 конструирование блока цилиндров. Силовая взаимосвязь элементов блока. Разновидности этой связи.
Блок-картер может быть отлит из силумина, чугуна. Масса чугунного блок-картера однорядного бензинового двигателя составляет 25-30% от массы двигателя, а у V-образных двигателей при S/D<1 не превышает 25%. Основное требование – жесткость. Жесткость может быть повышена: 1. Оребрением перегородок, лежащих в плоскости коренных подшипников, 2. Введением укрепляющих ребер, связывающих приливы для шпилек, крышек и гнезд для коренного подшипника со стенками картера. 3. Расположением плоскости разъема поддона ниже плоскости коренных шеек, 4. Расположением коренных подшипников после каждого цилиндра, 5. Использование блок-картера с сухими гильзами, 6. Применение туннельного картера, 7. Плотной посадкой бугелей в ложе. Ширина картера определяется траекторией внешней точки шатунного болта, min расстояние до стенки 10-15мм. Толщина стенок и перегородок чугунного картера 5-8 мм, а стенок водяной рубашки и перегородок блока 4-7мм. В алюминиевых картерах, отлитых в песчаную форму, толщина стенок увеличивается на 1-2мм. Применение литья под давлением позволяет создавать более прочные и тонкие стенки. Соотношение масс между чугунной и алюминиевой отливкой под давлением 4:1. Оси силовых шпилек располагают посередине толщины стенок, чтобы избежать внецентренного растяжения-сжатия. Наружный диаметр бобышек и длина ввертной части шпильки д.б. не менее 2-х диаметров шпильки. Необходимо стремиться, чтобы оси силовых шпилек совпадали с осями крепления бугелей. Чтобы избежать деформации при затяжке шпилек, ширина опорной поверхности д.б. 8-14мм. Жесткость опорной зоны блока повышают путем кольцевого пояса, связанного с продольными и поперечными стенками блока совместно с бобышками для шпилек крепления. Материалы блоков: СЧ44, СЧ1532, СЧ32, СЧ40, АСЛ4. СЗ26.
L0 - расстояние между цилиндрами.
В форсированных двигателях, как правило, применяют мокрые гильзы-втулки, обеспечивающие лучшую теплопередачу и легко заменяемые в случае повреждения. Кроме того, при их использовании упрощается литье блока цилиндров, появ-ся возм. Испольщвать более износостойкие материалы. Однако жесткость блока уменьшается, появляется дополнительная возможность для развития кавитационных(вскипания жидкости) явлений в полости охлаждения в результате повышенных вибраций мокрых втулок.
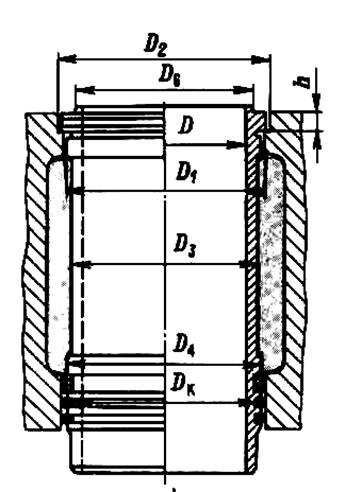
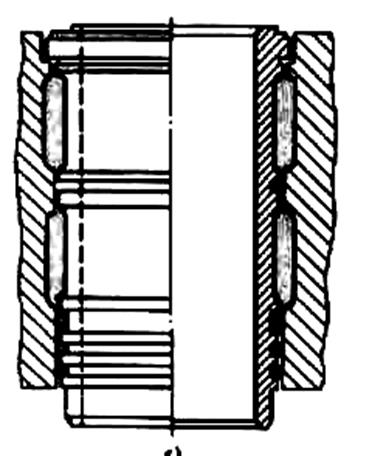
В автомобильных и тракторных дизелях применяют мокрые втулки, отливаемые из чугуна, с верхним опорным фланцем. Опорная площадь фланца составляет 8-15% площади поршня. Непосредственно под опорным фланцем делают проточку для того, чтобы при затяжке шпилек, усилие передавалось только на фланец, что позволяет снизить статическую деформацию гильзы. При этом давление от сил затяжки шпилек, крепящих головку цилиндра к блоку, на кольцевой поверхности не должно превышать 380-420 МПа для чугунных и 140-180 МПа для алюминиевых блоков. Опорные поверхности делают в кольцевых приливах блока, могут располагаться на разных уровнях. При более низком расположении опорной плоскости гильзы улучшается охлаждение её верхней части и поршневых колец, но при этом часть гильзы подвергается дополнительной нагрузке сжатия. Мах. деформация гильзы не должна превышать разности допусков на диаметр при её изготовлении. Для правильной установки в блоке и сохранения формы при работе втулку центрируют по двум направляющим поясам, при этом диаметр верхнего пояса несколько больше, чем нижнего, в котором для обеспечения удлинения втулки при работе предусматривается зазор 0,05-0,13 мм по свободной посадке. Для повышения герметичности газового стыка на фланце втулки выполняют кольцевой буртик шириной 2-5 мм, выступающий над плоскостью блока на величину δ, достигающую 0,15 мм. Основное усилие приходится на зону выступающего буртика. Уплотняют полости охлаждения специальными резиновыми кольцами обычно только по нижнему направляющему поясу. Выполненные из тепло-, масло- и водостойкой резины круглые или прямоугольные в сечении кольца вставляют в канавки, проточенные по наружной поверхности нижнего пояса. Обычно устанавливают два или три кольца.
|
|||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-06; просмотров: 376; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.137.192.3 (0.005 с.) |