
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Виды современных конструкционных материалов.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Виды современных конструкционных материалов. 3. Конструкционные материалы, используемые в химическом машиностроении, условно делятся на четыре класса: 4. - стали; 5. - чугуны; 6. - цветные металлы и сплавы; 7. - неметаллические материалы. 8. Стали. Сталь представляет собой сплав железа с углеродом, содержание которого не превышает 1-2%. Кроме того, в состав стали входят примеси кремния, марганца, а также серы и фосфора. 9. Стали по химическому составу делятся на несколько групп: 10. - углеродистые обыкновенного качества; 11. - углеродистые конструкционные; 12. - легированные конструкционные и др. 13. Сталь углеродистую обыкновенного качества изготавливают в зависимости от химического состава по ГОСТ 380—94 и ГОСТ 16523—97. Сталь углеродистая обыкновенная делится на несколько категорий - 1, 2, 3, 4, 5, 6 —чем больше номер, тем выше механическая прочность стали и ниже ее пластичность. 14. Для улучшения физико-механических характеристик сталей и придания им особых свойств (жаропрочность, кислотостойкость, и др.) в их состав вводят определенные легирующие добавки. 15. Наиболее распространенные легирующие добавки: 16. - хром (Х) - повышает твердость, прочность, химическую и коррозионную стойкость, термостойкость; 17. - никель (Н) - повышает прочность, пластичность и вязкость; 18. - вольфрам (В) - повышает твердость стали, обеспечивает ее самозакаливание; 19. - молибден (М) - повышает твердость, предел текучести при растяжении, вязкость, улучшает свариваемость; 20. - марганец (Г) - повышает твердость, увеличивает коррозионную стойкость, понижает теплопроводность; 21. - кремний (С) - повышает твердость, прочность, пределы текучести и упругости, кислотостойкость; 22. - ванадий (Ф) - повышает твердость, предел текучести при растяжении, вязкость, улучшает свариваемость стали и увеличивает стойкость к водородной коррозии; 23. - титан (Т) - увеличивает прочность и повышает коррозионную стойкость стали при высоких (>800 0С) температурах. 24. Обычно в состав легированных сталей входят несколько добавок. По общему содержанию легирующих добавок легированные стали делят на три группы: 25. - низколегированные - с содержанием добавок до 3%; 26. - среднелегированные - с содержанием добавок от З до 10%; 27. - высоколегированные - с содержанием добавок >10%. 28. Конструкционные материалы классифицируются по широкому кругу признаков: по применяемости — в машиностроении, в строительстве; по природе образования — металлические, неметаллические, композиционные; по реакции на внешние воздействия — горючие, коррозионно-устойчивые, жаростойкие, хладостойкие; по свойствам, проявляемым при различных методах обработки,— пластичные, тугоплавкие, свариваемые, склонные к образованию трещин, закаливаемые и т. д.; по способам получения — сплавы, прессованные, катаные, тканые, формованные, пленки Раскисление стали. Раскисление металлов — процесс удаления из расплавленных металлов (главным образом стали и других сплавов на основе железа) растворённого в них кислорода, который является вредной примесью, ухудшающей механические свойства металла. Для раскисления применяют элементы (или их сплавы, например ферросплавы), характеризующиеся большим сродством к кислороду, чем основной металл. Так, сталь раскисляют алюминием, который образует весьма прочный окисел Al2O3, выделяющийся в жидком металле в виде отдельной твёрдой фазы. Также используют углерод, ферросилиций и ферромарганец для раскисления стали. Раскисление является заключительной операцией перед заливкой, которая в значительной мере определяет свойства готового металла. Задачами раскисления являются: - снижение растворимости кислорода присадками элементов - раскислителей, характеризующихся большим сродством к кислороду, чем железо, до уровня, обеспечивающего получение плотного металла; - создание условий для возможно полного удаления образующихся продуктов раскисления из жидкой стали Способы разливки стали. Разливка стали. Процесс разливки стали и последующего ее охлаждения оказывает существенное влияние на получение высококачественного металла. Существует разливка стали в изложницы и непрерывная разливка. Изложницы — это металлические (обычно чугунные) формы с круглой, многоугольной или квадратной формой поперечного сечения. Форма сечения изложницы зависит от дальнейшего использования слитка; квадратные изложницы применяют для проката и поковок; Разливка стали в изложницы может производиться в каждую имеющую дно изложницу отдельно сверху или одновременно в несколько изложниц, не имеющих дна, снизу сифоном. Первый способ применяют при получении крупных слитков (до 100 т) и при разливке так называемой «спокойной стали», т. е. полностью раскисленной в печи или в ковше и застывающей в изложнице спокойно. «Кипящая» сталь, раскисленная неполностью в печи, при заливке в изложницы бурлит в результате выделения окиси углерода при охлаждении стали. Разливку «кипящей» стали производят сифонным способом, который применяют и при изготовлении мелких и средних слитков (до 100 шт.) одновременно. При разливке сверху усадочная раковина, образующаяся под коркой, получается меньше, так как горячий металл поступает в верхнюю часть слитка.При сифонном способе одной струей можно заливать несколько изложниц; поверхность слитков получается более чистой. Наиболее совершенный способ разливки стали (изобретенный в СССР) — непрерывная разливка, заключающаяся в том, что жидкий металл из ковша 1 (рис. 8) через промежуточную емкость 2 непрерывно поступает в кристаллизаторы 3, охлаждаемые водой. Далее затвердевающий металл формируется прокаткой между валками 4 и потом разрезается на куски газорезками 5. Куски стали кантователями укладываются на элеваторы.Рассмотренный способ разливки стали имеет следующие достоинства: 1) при получении заготовок небольшого сечения исключается необходимость применения дорогостоящих обжимных станов (блюмингов); 2) исключается необходимость в изложницах, поддонах и т. д.; 3) отсутствуют прибыльные части слитков, что позволит сэкономить до 20% металла. Таким образом, слитки из сталеплавильных цехов при применении непрерывной разливки стали могут направляться в горячем состоянии непосредственно в прокатку, что обусловливает значительную экономическую эффективность такого непрерывного цикла производства стали. Производство меди. Медь добывают из оксидных и сульфидных руд. Из сульфидных руд выплавляют 80% всей добываемой меди. Как правило, медные руды содержат много пустой породы. Поэтому для получения меди используется процесс обогащения. Медь получают методом ее выплавки из сульфидных руд. Процесс состоит из ряда операций: обжига, плавки, конвертирования, огневого и электролитического рафинирования. В процессе обжига большая часть примесных сульфидов превращается в оксиды. Так, главная примесь большинства медных руд пирит FeS2 превращается в Fe2O3. Газы, образующиеся при обжиге, содержат CO2, который используется для получения серной кислоты. Получающиеся в процессе обжига оксиды железа, цинка и других примесей отделяются в виде шлака при плавке. Жидкий медный штейн (Cu2S с примесью FeS) поступает в конвертор, где через него продувают воздух. В ходе конвертирования выделяется диоксид серы и получается черновая или сырая медь. Для извлечения ценных (Au, Ag, Te и т.д.) и для удаления вредных примесей черновая медь подвергается сначала огневому, а затем электролитическому рафинированию. В ходе огневого рафинирования жидкая медь насыщается кислородом. При этом примеси железа, цинка и кобальта окисляются, переходят в шлак и удаляются. А медь разливают в формы. Получающиеся отливки служат анодами при электролитическом рафинировании. Основным компонентом раствора при электролитическом рафинировании служит сульфат меди - наиболее распространенная и дешевая соль меди. Для увеличения низкой электропроводности сульфата меди в электролит добавляют серную кислоту. А для получения компактного осадка меди в раствор вводят небольшое количество добавок. Металлические примеси, содержащиеся в неочищенной ("черновой") меди, можно разделить на две группы. 1) Fe, Zn, Ni, Co. Эти металлы имеют значительно более отрицательные электродные потенциалы, чем медь. Поэтому они анодно растворяются вместе с медью, но не осаждаются на катоде, а накапливаются в электролите в виде сульфатов. Поэтому электролит необходимо периодически заменять. 2) Au, Ag, Pb, Sn. Благородные металлы (Au, Ag) не претерпевают анодного растворения, а в ходе процесса оседают у анода, образуя вместе с другими примесями анодный шлам, который периодически извлекается. Олово же и свинец растворяются вместе с медью, но в электролите образуют малорастворимые соединения, выпадающие в осадок и также удаляемые Производство титана. Промышленные способы получения титана и его основных соединений базируются на использовании в качестве исходного сырья титановых Концентрат титановых руд подвергают сернокислотной или пирометаллургической переработке. Продукт сернокислотной обработки — порошок диоксида титана TiO2. Пирометаллургическим методом руду спекают с коксом и обрабатывают хлором, получая пары тетрахлорида титана TiCl4: TiO2+ 2C + 2Cl2 =TiCl4 + 2CO Образующиеся пары TiCl4 при 850 °C восстанавливают магнием: TiCl4+ 2Mg = 2MgCl2+ Ti Полученную титановую «губку» переплавляют и очищают. Рафинируют титан иодидным способом или электролизом, выделяя Ti из TiCl4. Для получения титановых слитков применяют дуговую, электроннолучевую или плазменную переработку. Специальные способы литья. Все металлы и сплавы характеризуются физическими, химическими, механическими и технологическими свойствами. Технологические свойства характеризуются жидкотекучестью, прокаливаемостью, ковкостью, свариваемостью и обрабатываемостью резанием. Эти свойства металлов и сплавов играют важную роль в машиностроении.К технологическим свойствам металлов относятся также литейные свойства металлов и сплавов, характеризующие способность их хорошо заполнять все очертания формы и образовывать плотные отливки при затвердевании. При недостаточной жидкотекучести в отливке, особенно в тонких ее частях, образуются спаи и недоливы. При склонности металлов и сплавов к большой усадке во время затвердевания (кристаллизации) появляются усадочные раковины и большие внутренние напряжения.Все перечисленные свойства в необходимых случаях определяются испытанием металлов и сплавов в лабораториях с помощью специальных приборов и установок. Литейные свойства чугуна и стали и некоторых цветных металлов и сплавов определяют испытанием на жидкотекучесть. Жидкотекучесть зависит от природы чистых металлов, химического состава сплавов и температуры их нагрева. Величина жидкотекучести определяется по технологической пробе (рис. 108), т. е. по длине спирального канала трапециевидного сечения, заполненного сплавом в контрольной форме. Чем больше жидкотекучесть сплава, тем большей длины участок будет заполнен до затвердевания. Литьё металлов в кокиль — более качественный способ. Изготавливается кокиль — разборная форма (чаще всего металлическая), в которую производится литьё. После застывания и охлаждения, кокиль раскрывается и из него извлекается изделие. Затем кокиль можно повторно использовать для отливки такой же детали. кокильное литьё, способ получения фасонных отливок в металлических формах — кокилях. В отличие от других способов литья в металлические формы (литьё под давлением, центробежное литьё и др.), при Л. в к. заполнение формы жидким сплавом и его затвердевание происходят без какого-либо внешнего воздействия на жидкий металл, а лишь под действием силы тяжести. В кокилях получают отливки из чугуна, стали, алюминиевых, магниевых и др. сплавов. Особенно эффективно применение кокильного литья при изготовлении отливок из алюминиевых и магниевых сплавов. Данный метод широко применяется при серийном и крупносерийном производстве. Центробежный метод литья (центробежное литье) используется при получении отливок, имеющих форму тел вращения. Подобные отливки отливаются из чугуна, стали, бронзы и алюминия. При этом расплав заливают в металлическую форму, вращающуюся со скоростью 3000 об/мин.Под действием центробежной силы расплав распределяется по внутренней поверхности формы и, кристаллизуясь, образует отливку. Центробежным способом модно получить двухслойные заготовки, что достигается поочередной заливкой в форму различных сплавов. Кристаллизация расплава в металлической форме под действием центробежной силы обеспечивает получение плотных отливок.При этом, как правило, в отливках не бывает газовых раковин и шлаковых включений. Особыми преимуществами центробежного литья является получение внутренних полостей без применения стержней и большая экономия сплава в виду отсутствия литниковой системы. Выход годных отливок повышается до 95 %. Литье в оболочковые формы. Литье в оболочковые формы целесообразно применять при серийном и крупносерийном производстве отливок ограниченных размеров с повышенной чистотой поверхности, большей размерной точностью и меньшим объемом механической обработки, чем при литье в песчаные формы. Оболочковые формы изготавливают по горячей (250—300 °С) металлической (сталь, чугун) оснастке бункерным способом. Модельную оснастку выполняют по 4—5-му классам точности с формовочными уклонами от 0,5 до 1,5 %. Оболочки делают двухслойными: первый слой из смеси с 6—10 % термореактивной смолы, второй из смеси с 2 % смолы. Для лучшего съема оболочки модельную плиту перед засыпкой формовочной смеси покрывают тонким слоем разделительной эмульсии (5 % силиконовой жидкости № 5; 3 % хозяйственного мыла; 92 % воды). Для изготовления оболочковых форм применяют мелкозернистые кварцевые пески, содержащие не менее 96 % кремнезема. Соединение полуформ осуществляют склеиванием на специальных штыревых прессах. Состав клея: 40 % смолы МФ17; 60% маршалита и 1,5 % хлористого алюминия (катализатор твердения). Заливку со бранных форм производят в контейнерах. При литье в оболочковые формы применяют такие же литниковые системы и температурные режимы, как и при литье в песчаные формы. Малая скорость кристаллизации металла в оболочковых формах и меньшие возможности для создания направленной кристаллизации обусловливают получение отливок с более низкими свойствами, чем при литье в сырые песчаные формы. Электрошлаковое литье. Несмотря на то, что электрошлаковая технология литья была разработана ещё в 1970-х годах, современное производство фланцев во многом отличается от методов производства, бывшех ранее. За прошедшее с начала разработки метода время производственное оборудование менялось и улучшалось; и сейчас, в 21 веке, с появлением полностью автоматизированных линий, станков с програмируемыми логическими блоками изменили процесс производства фланцев и трубопроводной арматуры практически до неузнаваемости. В результате продукция ООО «Инженерный Союз» по своему качеству может соперничать с именитыми зарубежными брендами в области производства деталей и узлов из металла. Каждый процесс чётко разбит на производственные фазы и пошагово запрограммирован, а технологические операции обычно осуществляет встроенные операционные системы на базе Linux. Вмешательство человека минимально. Главным преимуществом технологии является отменное качество литья, которое достигается в процессе электрошлаковой плавки деталей. Полученные на выходе фланцы воротниковые, арматура и прочие детали трубопроводов далеко превосходят кованные аналоги по прочности и другим механическим характеристикам, в то же время сильно превосходя их по степени ударной вязкости и пластичности. Электрошлаковое литьё фланцев на ООО «Инженерный Союз» позволяет осуществлять операции обработки металла: модификация в тигле, легирование и пр. Во время плавки химический состав металла не меняется (за исключением полезного снижения уровня серы в 1,5-2 раза) – это и более высокая степень рафинирования являются заслугой электрошлаковых тигельных печей, которые «на голову» превосходят обычные сталеплавильные печные установки открытого типа, также в литейных цехах установленны печи индукционного нагрева промышленной частоты (тигельные и канальные). Они также используются для перегрева металлов и сплавов перед разливкой, выравнивания их химического состава, легирования и поддержания постоянных температурных условий при литье (миксеры), а также для последовательного выполнения плавильного и миксерного режимов. Листовая штамповка. Сущность способа заключается в процессе, где в качестве заготовки используют полученные прокаткой лист, полосу или ленту, свёрнутую в рулон. Листовой штамповкой изготовляют самые разнообразные плоские и пространственные детали массой от долей грамма и размерами, исчисляемыми долями миллиметра (например, секундная стрелка ручных часов), и детали массой в десятки килограммов и размерами, составляющими несколько метров (облицовка автомобиля, самолёта, ракеты). Для деталей, получаемых листовой штамповкой, характерно то, что толщина их стенок незначительно отличается от толщины исходной заготовки. При изготовлении листовой штамповкой пространственных деталей заготовка обычно испытывает значительные пластические деформации. Это обстоятельство вынуждает предъявлять к материалу заготовки достаточно высокие требования по пластичности. При листовой штамповке чаще всего используют низкоуглеродистую сталь, пластичные легированные стали, медь, латунь, содержащую более 60 % Cu, алюминий и его сплавы, магниевые сплавы, титан и др. Листовой штамповкой получают плоские и пространственные детали из листовых неметаллических материалов, таких, как кожа, целлулоид, органическое стекло, фетр, текстолит,гетинакс и др. Листовую штамповку широко применяют в различных отраслях промышленности, особенно в таких, как авто-, тракторо-, самолето-, ракето- и приборостроение, электротехническая промышленность и др. К преимуществам листовой штамповки относятся: § возможность получения деталей минимальной массы при заданной их прочности и жёсткости; § достаточно высокие точность размеров и качество поверхности, позволяющие до минимума сократить отделочные операции обработки резанием; § сравнительная простота механизации и автоматизации процессов штамповки, обеспечивающая высокую производительность (30—40 тыс. деталей в смену с одной машины); § хорошая приспособляемость к масштабам производства, при которой листовая штамповка может быть экономически целесообразной и в массовом, и в мелкосерийном производстве. Объемная штамповка. Горячая объёмная штамповка — это вид обработки металлов давлением, при которой формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента — штампа. Течение металла ограничивается поверхностями полостей (а также выступов), изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единую замкнутую полость (ручей) по конфигурации поковки. В качестве заготовок для горячей штамповки применяют прокат круглого, квадратного, прямоугольного профилей, а также периодический. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине. Применение объемной штамповки оправдано при серийном и массовом производстве. При использовании этого способа значительно повышается производительность труда, снижаются отходы металла, обеспечиваются высокие точность формы изделия и качество поверхности. Штамповкой можно получать очень сложные по форме изделия, которые невозможно получить приемами свободной ковки. Штамповка в открытых штампах характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает часть металла – облой, который закрывает выход из полости штампа и заставляет остальной металл заполнить всю полость. В конечный момент деформирования в облой выжимаются излишки металла, находящиеся в полости, что позволяет не предъявлять высокие требования к точности заготовок по массе. Штамповкой в открытых штампах можно получить поковки всех типов. Штамповка в закрытых штампах характеризуется тем, что полость штампа в процесс деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа постоянный и небольшой, образование в нем облоя не предусмотрено. Устройство таких штампов зависит от типа машины, на которой штампуют. Например, нижняя половина штампа может иметь полость, а верхняя – выступ (на прессах), или верхняя – полость, а нижняя – выступ (на молотах). Закрытый штамп может иметь две взаимно перпендикулярные плоскости разъема. При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Отрезка заготовок должна обеспечивать высокую точность. 34. Сущность процесса сварки, условия образования межатомных и межмолекулярных связей при сварке. Сварка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого. зависимости от вида энергии активации и по состоянию металла в зоне соединения все способы сварки можно разделить на две группы: сварка давлением и сварка плавлением (рисунок ниже). К сварке давлением относят способы, при которых применяют только механическую или тепловую и механическую энергию совместно. В последнем случае сварка может происходить с оплавлением металла или без его оплавления. К сварке давлением без нагрева относится холодная сварка, сварка взрывом, магнитно-импульсная сварка. Для этих способов характерно высокое давление на детали в зоне соединения, в несколько раз превышающее предел текучести и даже предел прочности свариваемого металла при комнатной температуре, что обеспечивает совместное пластическое реформирование соединяемых поверхностей. Сварка давлением с нагревом без оплавления происходит при высоких температурах, переводящих металл в пластическое состояние. Это снижает предел текучести металла и позволяет получить нужную для сварки деформацию при небольшом удельном осадочном давлении, в несколько раз меньшем предела текучести металла при комнатной температуре. Сварка давлением с нагревом и оплавлением характеризуется высокой температурой нагрева зоны соединения, превышающей температуру плавления свариваемого металла. На поверхности соединяемых деталей тонкий слой металла оплавляется. Под действием прилагаемого давления жидкий металл при некоторых способах сварки может выдавливаться из зоны соединения, например при сварке трением, контактной стыковой, сварке оплавлением. При сварке плавлением в зону соединения вводится только тепловая энергия. Металл в зоне сварки нагревается выше температуры его плавления. Здесь могут быть два способа: с плавлением основного металла и без плавления основного металла. При газопламенной (газовой) сварке источник тепла — это пламя от сжигания горючего газа или пара в кислороде. Общепринятые обозначения SAW – Submerged Arc Welding – сварка погруженной дугой Способы нанесения покрытий. В основу технологической концепции поверхностного воздействия на конструкционные материалы положены два основополагающих метода: · вакуумное осаждение покрытий из плазмы, для которого разработаны и предлагаются эффективные методы получения плазмы такие, как: вакуумные ионно-плазменные магнетронный и дуговой, а также комбинированные методы, позволяющие реализовывать современные способы получения различных пленочных материалов с заданными структурой и составом · воздействие на поверхность ускоренными пучками высокоэнергетических ионов, при котором происходит ионная имплантация в приповерхностные слои различных элементов, что позволяет воздействовать на кристаллическую структуру этого слоя, легировать его дополнительными элементами, меняя функциональные свойства поверхности Эти методы наиболее универсальны и технологичны и с их помощью можно наносить практически любые материалы: металлы, сплавы, химические соединения, композиты; получать пленки с ультрадисперсной структурой аморфного и аморфноподобного типов; наносить покрытия на изделия из разнообразных материалов: металлов, сплавов, керамики, пластмасс, стекла, углерода и углепластиков и т.д. Технологии и типы покрытий. На основе указанных технологических разработок созданы как различные методы нанесения покрытий так и типов покрытий, а именно: · металлов и сплавов, псевдосплавов (например, молибден-медь, вольфрам-медь, вольфрам-олово, вольфрам-свинец и др.; псевдосплавов типа интерметаллидов, например, никель-алюминий, никель-магний, титан-медь; · химических соединений тугоплавких металлов с азотом, углеродом, бором, кремнием, серой; · оксидов, в том числе, сложных, так называемых шпинелей и др. Рис. 1 Для размягчения пластической массы имеется электропечь, нагревательный элемент которой выполнен из нихрома При включении литьевого прибора в сеть температура в рабочей камере может достигать 700 °С, в результате чего любой термопласт сгорает. Для установления нужной температуры в рабочей камере в пределах от 65 до 450 °С используется соответствующей мощности бытовой светорегулятор, отградуированный через 50 градусов путем замеров температуры в цилиндре ртутным градусником через загрузочное окно. Контактор 7 для подключения светорегулятора располагается на конусной части пресс-цилиндра. Для безопасности работы корпус прибора необходимо заземлить. Пресс-формы, применяемые для заполнения пластмассой, могут быть различными по конфигурации и конструкции. Их лучше изготавливать из алюминиевых сплавов, как более доступных и легкообрабатываемых. При конструировании литьевой формы необходимо учитывать следующие особенности: конструкция должна быть разъемной, надежной в эксплуатации и не требовать больших усилий на раздвижение; в ней необходимо сделать отверстия для выхода воздуха во время заполнения ее массой. Эскиз одной из форм (винт) приведен на рис. 2. Она состоит из полуформ 1 с полостью 3, воспроизводящей конфигурацию винта пробки 5 с выступом для получения паза в головке винта, штифтов 2 для центровки и соединения полуформ. В одной из полуформ имеется отверстие 4 для выхода воздуха при заполнении пластмассой. Стрелкой на рисунке указано направление подачи пластмассы.
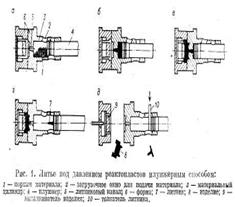
Рис. 2 В качестве сырья для получения изделий может быть использован любой термопласт: полиэтилен, капрон, полихлорвинил, полистирол и другие, а также отходы из них. Наиболее предпочтителен полиэтилен, имеющий ряд преимуществ: обладает достаточной прочностью и упругостью, хорошо заполняет форму, не токсичен (для вентиляции воздуха достаточно открытой форточки), широко распространен. 51. Способы изготовления изделий из реактопластов. Формообразование, горячее прессование, методы литья, обработка в твердом состоянии, сварка и склеивание. Изготовление изделий из реактопластов литьем под давлением осуществляется несколькими способами. Рассмотрим основные из них.Подача порции перерабатываемого материала 1 для
материал достигает 160 МПа, или 1600 кгс/см2)
каналу уплотняются, перемешиваются и равномерно прогреваются. Пластикация материала в цилиндре происходит не только за счет Виды современных конструкционных материалов. 3. Конструкционные материалы, используемые в химическом машиностроении, условно делятся на четыре класса: 4. - стали; 5. - чугуны; 6. - цветные металлы и сплавы; 7. - неметаллические материалы. 8. Стали. Сталь представляет собой сплав железа с углеродом, содержание которого не превышает 1-2%. Кроме того, в состав стали входят примеси кремния, марганца, а также серы и фосфора. 9. Стали по химическому составу делятся на несколько групп: 10. - углеродистые обыкновенного качества; 11. - углеродистые конструкционные; 12. - легированные конструкционные и др. 13. Сталь углеродистую обыкновенного качества изготавливают в зависимости от химического состава по ГОСТ 380—94 и ГОСТ 16523—97. Сталь углеродистая обыкновенная делится на несколько категорий - 1, 2, 3, 4, 5, 6 —чем больше номер, тем выше механическая прочность стали и ниже ее пластичность. 14. Для улучшения физико-механических характеристик сталей и придания им особых свойств (жаропрочность, кислотостойкость, и др.) в их состав вводят определенные легирующие добавки. 15. Наиболее распространенные легирующие добавки: 16. - хром (Х) - повышает твердость, прочность, химическую и коррозионную стойкость, термостойкость; 17. - никель (Н) - повышает прочность, пластичность и вязкость; 18. - вольфрам (В) - повышает твердость стали, обеспечивает ее самозакаливание; 19. - молибден (М) - повышает твердость, предел текучести при растяжении, вязкость, улучшает свариваемость; 20. - марганец (Г) - повышает твердость, увеличивает коррозионную стойкость, понижает теплопроводность; 21. - кремний (С) - повышает твердость, прочность, пределы текучести и упругости, кислотостойкость; 22. - ванадий (Ф) - повышает твердость, предел текучести при растяжении, вязкость, улучшает свариваемость стали и увеличивает стойкость к водородной коррозии; 23. - титан (Т) - увеличивает прочность и повышает коррозионную стойкость стали при высоких (>800 0С) температурах. 24. Обычно в состав легированных сталей входят несколько добавок. По общему содержанию легирующих добавок легированные стали делят на три группы: 25. - низколегированные - с содержанием добавок до 3%; 26. - среднелегированные - с содержанием добавок от З до 10%; 27. - высоколегированные - с содержанием добавок >10%. 28. Конструкционные материалы классифицируются по широкому кругу признаков: по применяемости — в машиностроении, в строительстве; по природе образования — металлические, неметаллические, композиционные; по реакции на внешние воздействия — горючие, коррозионно-устойчивые, жаростойкие, хладостойкие; по свойствам, проявляемым при различных методах обработки,— пластичные, тугоплавкие, свариваемые, склонные к образованию трещин, закаливаемые и т. д.; по способам получения — сплавы, прессованные, катаные, тканые, формованные, пленки
|
||||
|
|
Последнее изменение этой страницы: 2017-01-26; просмотров: 612; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.146.255.161 (0.02 с.) |

 0,4 мм, свитого в спираль 5
0,4 мм, свитого в спираль 5 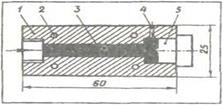
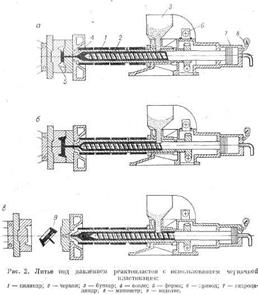 Описанный процесс осуществляется на реактопластавтоматах; он
Описанный процесс осуществляется на реактопластавтоматах; он


