
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Значения управляющих символов и знаковСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
1 2 3 4 5 6 7 8
Информационные слова в кадре рекомендуется записывать в такой последовательности:
В пределах одного кадра управляющей программы не должны повторяться слова «Размерные перемещения» и «Параметр интерполяции» или «Шаг резьбы»; не должны использоваться слова «Подготовительная функция», входящие в одну группу. После символа «Главный кадр» в управляющей программе должна быть записана вся информация, необходимая для начала или возобновления обработки. Этот символ используется для определения начала программы на носителе данных. При необходимости режима «Пропуск кадра», например для осуществления наладочных переходов при наладке станка и исключения этих переходов после окончания наладки, перед символами «Номер кадра» и «Главный кадр» должен записываться символ «Пропуск кадра». Каждое слово в кадре управляющей программы должно состоять из символа адреса (прописная буква латинского алфавита согласно табл. 7.1), математического знака «» или «-» (при необходимости), последовательности цифр. Слова в управляющей программе могут быть записаны одним из двух способов: без использования десятичного знака (подразумеваемое положение десятичной запятой) и с его использованием (явное положение десятичной запятой). Явная десятичная запятая обозначается символом «DS». Подразумеваемое положение десятичной запятой должно быть определено в характеристиках конкретного устройства ЧПУ. При записи слов с использованием десятичного знака слова, в которых десятичный знак отсутствует, должны рассматриваться устройством ЧПУ как целые числа. В этом случае могут быть опущены незначащие нули, стоящие до и (или) после знака: ^ Х,03 означает размер 0,03 мм по оси X; Х 1030 — размер 1030,0 мм по оси X. Размер, представленный только нулями, должен быть выражен по крайней мере одним нулем. При записи слов с подразумеваемой десятичной запятой с целью сокращения количества информации рекомендуется опускать нули, стоящие перед первой значащей цифрой (ведущие нули). Последние нули можно опускать (ведущие нули в этом случае опускать нельзя). При опускании как ведущих, так и последних нулей положение подразумеваемой десятичной запятой остается неизменным согласно характеристикам конкретного устройства ЧПУ. Слово «Номер кадра» должно состоять из цифр, количество которых указывается в формате конкретного устройства ЧПУ. Слово (или слова) «Подготовительная функция» должно быть выражено кодовым символом в соответствии с табл. 7.2 и 7.3. ^ Таблица 7.2 Подготовительные функции
Значения постоянных циклов
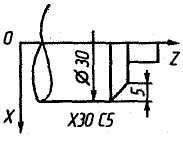
Все размерные перемещения должны задаваться в абсолютных значениях или приращениях. Способ управления должен выбираться одной из подготовительных функций: G 90 (абсолютный размер) или G 91 (размер в приращениях). За адресом каждого слова «Размерное перемещение» следуют две цифры, первая из которых показывает количество разрядов перед подразумеваемой десятичной запятой, отделяющей целую часть числа от дробной, вторая — количество разрядов после запятой. Если можно опустить нули, стоящие перед первой значащей цифрой и после последней в словах «Размерные перемещения», за адресом «Размерное перемещение» должны следовать три цифры. Если опускаются нули, стоящие перед первой значащей цифрой, то нулем должна быть первая цифра. Если опускаются нули, стоящие после значащей цифры, нулем должна быть последняя цифра. Все линейные перемещения должны быть выражены в миллиметрах и их десятичных долях. Все угловые размеры даются в радианах или градусах. Допускается выражение угловых размеров в десятичных долях оборота. Ряд устройств ЧПУ имеет специальные циклы, «привязанные» к конкретному станку. Например, токарные станки имеют циклы нарезания резьб и канавок с автоматическим разделением на проходы, цикл глубокого сверления с автоматическим разделением на проходы, цикл нарезания резьб метчиком или плашкой и др. Если устройство ЧПУ допускает задание размеров в абсолютных значениях (положительных или отрицательных) в зависимости от начала системы координат, то математический знак («» или «-») является составной частью слова «Размерное перемещение» и должен предшествовать первой цифре каждого размера. Если абсолютные размеры всегда положительны, то между адресом и следующим за ним числом не ставят никакого знака, а если они либо положительны, либо отрицательны, то между адресом и следующим за ним числом ставится знак. Если устройство ЧПУ допускает задание размеров в приращениях, то математический знак должен предшествовать первой цифре каждого размера, указывая направление перемещения. Движение инструмента по сложной траектории обеспечивается специальным устройством — интерполятором. Интерполяция линейных и дуговых отрезков производится отдельно по участкам заданной траектории. Каждый из участков может быть записан в одном или нескольких кадрах управляющей программы. Функциональный характер интерполируемого участка траектории (прямая, окружность, парабола или кривая более высокого порядка) определяется соответствующей подготовительной функцией (G 01 - G 03, G 06). Для задания параметров интерполяции применяют адреса I, J, К, используя их для определения геометрических характеристик кривых (например, центра дуги окружности, радиусов, углов и т.п.). В тех случаях, когда вместе с параметрами интерполяции необходимо записать математический знак («» или «—»), он должен следовать за адресным символом и перед цифровыми символами. Если знак отсутствует, подразумевается знак плюс. Начальная точка каждого участка интерполяции совпадает с конечной точкой предыдущего участка, поэтому в новом кадре она не повторяется. Каждой последующей точке, лежащей на этом участке интерполяции и имеющей определенные координаты, соответствует отдельный кадр информации с адресами перемещений X, Y или Z. Современные устройства ЧПУ в своем программном обеспечении имеют «встроенные» функции для выполнения простейшей интерполяции. Так, в токарных станках с ЧПУ фаска под углом 45° задается адресом С со знаком и конечным размером по той координате, по которой идет обработка детали перед фаской. Знак под адресом С должен совпадать со знаком обработки по координате X (рис. 7.1, а). Направление по координате Z задается только в отрицательную сторону.
Для задания дуги указываются координаты конечной точки дуги и радиус под адресом R с положительным знаком при обработке по ходу часовой стрелки и отрицательным при отработке против хода часовой стрелки (рис. 7.1, б). а б Рис. 7.1. Программирование фасок (а) и дуг (б) на токарном станке с ЧПУ Выбор типа главного движения должен осуществляться одной из подготовительных функций: ^ G 96 (постоянная скорость резания) или G 97 (обороты в минуту). В качестве основного метода кодирования подачи используется метод прямого обозначения, при котором должны применяться следующие единицы: миллиметр в минуту — подача не зависит от скорости главного движения; миллиметр на оборот — подача зависит от скорости главного движения; радиан в секунду (градус в минуту) — подача относится только к круговому перемещению. При прямом кодировании скорости главного движения число обозначает угловую скорость шпинделя (в радианах в секунду или оборотах в минуту) либо скорость резания (в метрах в минуту). Например, если в программе частота вращения шпинделя задана как S - 1000, это означает, что шпиндель вращается по ходу часовой стрелки с частотой вращения 1000 об/мин. (Если минус отсутствует, значит, вращение шпинделя происходит против хода часовой стрелки.) Для быстрого перемещения рекомендуется использовать подготовительную функцию G 00, но допускаются и другие варианты (см. табл. 7.2, 7.3). Для скорости векторного перемещения, не зависящей от скорости главного движения, подача может быть выражена значением, обратно пропорциональным времени (в минутах), необходимому для отработки соответствующего кадра. В этом случае подача равна отношению векторной скорости (в миллиметрах в минуту) к вектору перемещения (в миллиметрах) по траектории обработки. Слово «Функция инструмента» используется для выбора инструмента. Допускается применять его для коррекции (или компенсации) инструмента. В этом случае слово «Функция инструмента» будет состоять из двух групп цифр. Первая группа используется для выбора инструмента, вторая — для его коррекции. Если для записи коррекции (компенсации) инструмента используется другой адрес, рекомендуется использовать символ D или Н. Количество цифр, следующих за адресами Т, D и Н, указывается в формате конкретного устройства ЧПУ. Слово (или слова) «Вспомогательная функция» выражается кодовым числом в соответствии с табл. 7.4, В кадре управляющей программы, задающем режим резьбонарезания, должна быть следующая информация:
Слово «Функция подачи» при постоянном шаге резьбы программироваться не должно. Управляющую программу рекомендуется составлять таким образом, чтобы в кадре записывалась только та геометрическая, технологическая и вспомогательная информация, которая изменяется по сравнению с предыдущим кадром. Каждая управляющая программа должна начинаться символом «Начало программы», после которого должен стоять символ «Конец кадра», а затем кадр с соответствующим номером. Если необходимо обозначить управляющую программу, это обозначение (номер) должно находиться непосредственно за символом «Начало программы» перед символом «Конец кадра». Управляющая программа должна заканчиваться символом «Конец программы» или «Конец информации». Информация, помещенная после символа «Конец информации», не воспринимается устройством ЧПУ. Таблица 7.4 Вспомогательные функции
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 2557; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.33 (0.008 с.) |


 римечание. М 12, М 18, М 21 — М 29, М 32 — М 35, М 40 — М 47, М 52 — М 54, М 57, М 63 — М 67, М 70, М 73 — М 77, М 80 — М 99 — резервные коды.
римечание. М 12, М 18, М 21 — М 29, М 32 — М 35, М 40 — М 47, М 52 — М 54, М 57, М 63 — М 67, М 70, М 73 — М 77, М 80 — М 99 — резервные коды.


