Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Контроль размеров и шероховатости патронникаСодержание книги
Поиск на нашем сайте
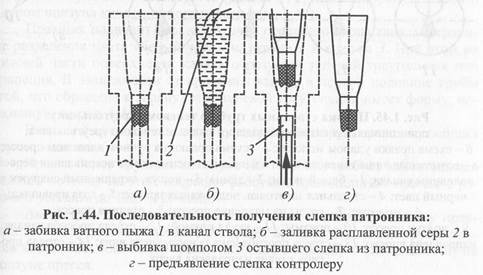
Контроль размеров патронников у малокалиберных систем производится жесткими калибрами. Принцип замера конусности конусов патронника состоит в том, что два диска строго определенного диаметра вводятся поочередно в обмеряемый конус до упора (см. рис. 1.39, в), и по рискам на калибре оценивается расстояние измерительного диаметра этих дисков до казенного среза ствола. При положении казенного торца в пределах рисок на обоих калибрах обмеряемый конус считается выполненным правильно, т.к. диски дают величины истинных диаметров патронника (d\, d2), а риски - базовую длину (L\-L2), на которой произведено измерение. Так же замеряются и другие конуса патронника. Оценка шероховатости патронника производится визуально или при помощи слепка, чаще всего из расплавленной серы. Слесарь, дорабатывающий патронник, затыкает канал ствола ватным пыжом 1 (рис. 1.44, а) и заливает в патронник расплавленную серу, дает ей застыть, выталкивает шомполом полученный слепок и предъявляет его вместе со стволом контролеру.
При оценке качества изготовления патронника применяется еще один калибр, практически воспроизводящий снаряженный патрон. Это - так называемый калибр «на вхожесть» (см. рис. 1.39, г). При правильном взаимном расположении конусов патронника казенный срез ствола должен находиться между рисками. При недоходе первой риски до казенного среза есть опасность распатронирования патрона.
Правка ствольных труб
Прямолинейность канала ствола оружия является одним из основных точностных требований при их изготовлении. Проверка полученной прямолинейности канала осуществляется практически всегда длинным калибром-валиком (производственники называют его «калибр-летун»), см. рис. 1.39, б. При прохождении этого калибра через канал под действием собственного веса труба считается годной. В случае, если калибр-летун не проходит через канал, труба подлежит правке. При изготовлении ствольных труб правка производится несколько раз: после изготовления канала, после обточек, перед хромированием и, иногда, даже в процессе сборки изделия.
На отечественных заводах правка производится по теневому треугольнику (рис. 1.45).
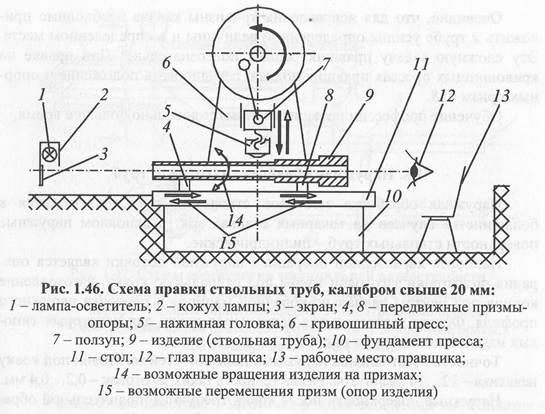
В зависимости от калибра трубы правка может производиться: ударом медного тяжелого молотка (рис. 1.45, в) для стрелковых стволов, ударом ползуна винтового пресса (рис. 1.45, г) для калибров до 20 мм и ударом ползуна кривошипного пресса (рис. 1.46). Правщик подводит верхнюю точку переднего торца канала к границе разделения цвета «белый-черный» экрана 1 и кожуха 3. При этом на нижней части поверхности канала образуется теневой треугольник или трапеция. В зависимости от кривизны канала в первой половине трубы (той, что обращена к экрану) этот теневой треугольник имеет форму, показанную на рис. 1.45, г. Винтовой пресс отдает ползуну энергию, которую правщик сообщил грузам маховика. Правка более крупных калибров (23...30 мм) требует значительных усилий, поэтому на этой операции работают кривошипные прессы с рабочим усилием до 100... 120 тонн. Амплитуда перемещения ползуна пресса постоянна, поэтому правщик для получения той или иной стрелы прогиба ствольной трубы должен ввертывать или вывертывать нажимную головку 5 (см. рис. 1.46) на ползуне пресса. Очевидно, что для исправления кривизны канала необходимо приложить к трубе усилия определенной величины и в определенном месте. Эту сложную задачу правщик решает подсознательно. При правке на кривошипных прессах правщик должен регулировать положение и опорных призм 4, 8. Обучение профессии правщика занимает довольно большое время.
|
||||
|
|
Последнее изменение этой страницы: 2017-01-20; просмотров: 490; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.217.228.195 (0.009 с.) |