Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Порівняльна характеристика типів виробництвСодержание книги
Поиск на нашем сайте
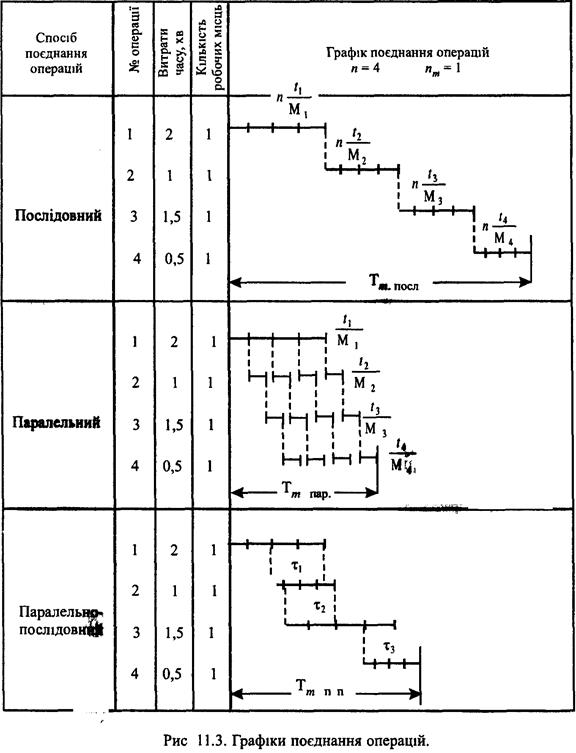
Технологічний цикл обробки партії предметів на одній операції дорівнює
де Tm — технологічний цикл в одиницях часу, як правило, хви-Яинах; n — кількість предметів у партії; t — тривалість обробки одного предмета; М — кількість робочих місць, на яких виконується операція.
Технологічний цикл за послідовного поєднання операцій обчислюється за формулою
де m — кількість операцій технологічного процесу (i = 1,2...t). Технологічний цикл за паралельного поєднання операцій дорівнює тривалості обробки партії предметів на максимально трудомісткій операції і транспортної партії — на решті операцій:
де nm - транспортні (передаточні) партії. За поштучного передавання nm= 1.
За паралельного поєднання операцій істотно скорочується технологічний цикл проти послідовного. Проте, якщо при цьому тривалість операцій не однакова і не кратна, тобто, коли вони не синхронізовані, то на всіх операціях, крім операції з максимальною тривалістю (опер. 2, 3, 4), виникають перерви в роботі. Перерви ліквідуються за умови синхронізації операції, коли
Паралельне поєднання операцій застосовується у масовому та великосерійному виробництвах.
Паралельно-послідовне поєднання операцій, яке ще називають змішаним, відрізняється тим, що обробка предметів праці на наступній операції починається до закінчення обробки всієї партії на попередній, але за умови, щоб партія оброблялась на кожній операції безперервно.
Методи організації виробництва: Непотоковому виробництву властиві такі ознаки: на робочих місцях обробляються різні за конструкцією і технологією виготовлення предмети праці, бо кількість кожного з таких є невеликою й недостатньою для нормального завантаження устаткування; робочі місця розміщуються за однотипними технологічними групами без певного зв'язку з послідовністю виконання операцій, наприклад, групи токарних, фрезерних, свердлильних та інших верстатів; предмети праці переміщуються в процесі обробки за складними маршрутами, унаслідок чого є великі перерви між операціями. Після окремих операцій предмети праці часто поступають на проміжні склади і чекають звільнення робочого місця для виконання наступної операції. Непотоковий метод застосовується переважно в одиничному і серійному виробництвах.
Потокове виробництво — високоефективний метод організації виробничого процесу. За умов потоку виробничий процес здійснюється в максимальній відповідності до принципів його раціональної організації. Потокове виробництво має такі ознаки: — за групою робочих місць закріплюється обробка або складання предмета одного найменування або обмеженої кількості найменувань конструктивно та технологічно подібних предметів; — робочі місця розміщуються послідовно за ходом технологічного процесу; — технологічний процес має високу поопераційну диференціацію, на кожному робочому місці виконується одна або кілька схожих операцій; — предмети праці передаються з операції на операцію поштучно або невеликими транспортними партіями згідно з ритмом роботи, що забезпечує високий ступінь паралельності та безперервності процесу.
Потокові методи застосовуються для виготовлення продукції в значних обсягах і протягом тривалого часу, тобто в масовому й великосерійному виробництві.
ОСНОВНІ ПАРАМЕТРИ ПОТОКОВОЇ ЛІНІЇ:
Такт потокової лінії — це інтервал часу, за який сходять з лінії вироби, що пересуваються один за одним:
Якщо предмети праці передаються не поштучно, а транспортними партіями (пm), то вони сходять з лінії за інтервал часу, що називається ритмом лінії:
Кількість робочих місць обчислюється для кожної операції за формулою
де Мpi— розрахункова кількість робочих місць на i-й операції. Вона заокруглюється до більшого цілого числа М, після чого обчислюється коефіцієнт завантаження робочих місць (kз) для кожної операції:
Швидкість руху конвеєра залежить від його такту й відстані між виробами:
ТЕМА 11
|
|||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-09-20; просмотров: 269; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.219.81.129 (0.009 с.) |