Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обточка бандажей и ободьев цельнокатаных колес по профилюСодержание книги
Поиск на нашем сайте
6.9.1. Для получения требуемого профиля следует обточить внутреннюю торцовую грань, гребень и поверхность катания бандажа и обода цельнокатаного колеса. Применяемые профили ободьев колес ТПС приведены на рис. 15 — 23. Локомотивостроительные и локомотиворемонтные заводы производят обточку бандажа по рисунку 15. Локомотивные депо имеют право обтачивать бандажи по любому приведенному в инструкции профилю. Обточка с выкаткой или без выкатки колесных пар из-под ТПС производится па специальных станках. В целях уменьшения шероховатости поверхности бандажей разрешается применять накатку роликом обработанной поверхности бандажей по кругу катания. (В редакции указания МПС России от 23.08.2000 № К-2273у)
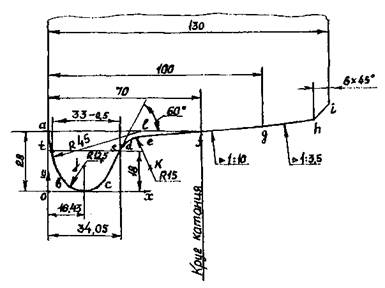
Рис. 15. Профиль бандажа локомотива по рис. 3 ГОСТ 11018-87 с гребнем толщиной 33 мм.
Размеры профиля бандажа контролируют шаблоном типа И718
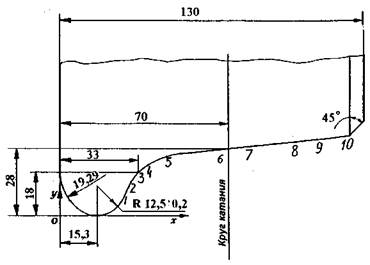
Рис. 16. Профиль бандажа локомотива с гребнем толщиной 29 мм
Размеры профиля бандажа контролируют шаблоном типа И720
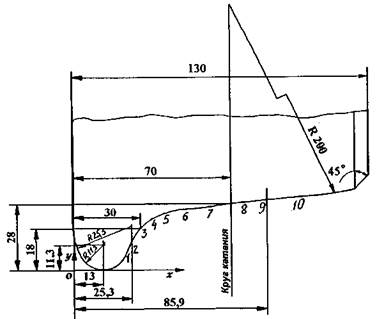
Рис. 17. Профиль бандажа моторвагонного подвижного состава с гребнем толщиной 33 мм
Размеры профиля бандажа контролируют шаблоном типа И719
Рис. 18 Профиль бандажа моторвагонного подвижного состава с гребнем толщиной 29 мм
Рис. 19 Профиль бандажа по предложению Зинюка-Никитского с гребнем толщиной 33 мм
Рис. 20 Профиль бандажа по предложению Зинюка-Никитского с гребнем толщиной 29 мм.
Рис. 21 Профиль бандажа ДМеТИ ЛБ с гребнем толщиной 33 мм.
Рис. 22 Профиль бандажа ДМеТИ ЛР с гребнем толщиной 30 мм.
Рис. 22а Профиль бандажа ДМеТИ ВБ для электро- и дизельпоездов с гребнем толщиной 33 мм
Рис. 22б Профиль бандажа ДМеТИ ВБ для электро- и дизельпоездов с гребнем толщиной 30 мм
Размеры профиля бандажа контролируют шаблоном типа И478
Рис. 23. Профиль бандажа средней колесной пары электровозов ЧС2, ЧС2Т, ЧС4, ЧС4Т до № 263 с подрезанным гребнем толщиной 23 мм
6.9.2. Обточку бандажей по профилю после насадки необходимо производить только после полного их естественного остывания. 6.9.3. Проверка обточенных бандажей и ободьев цельнокатаных колес производится профильным шаблоном. Отклонения (просветы) от нормальных профилей, обточенных по чертежным размерам с толщинами гребней, указанных в Инструкции (рисунки 15 — 23) допускаются не более 0,5 мм по поверхности катания и толщине гребня, 1 мм — по высоте гребня. При этом шаблон должен быть плотно прижат к внутренней грани бандажа или обода. Разрешается зазор 0,5 мм между концом шаблона и внутренней гранью бандажа в случае отсутствия просвета между шаблоном и поверхностью катания. Для промежуточных профилей, у которых толщина гребней отличается от значений, приведенных на рисунках 15 — 23, отклонения (просветы) от нормального профиля контролируются только по поверхности катания и высоте гребня. (В редакции указания МПС России от 23.08.2000 № К-2273у) 6.9.4. Бандажи движущих колесных пар тепловозов с гидравлической и механической передачей обтачиваются у всего комплекта под один диаметр независимо от того, что колесные пары не имеют одинакового проката. На этих тепловозах комплектом считаются колесные пары, приводимые в движение от одного дизеля. 6.9.5. Шероховатость поверхностей катания и рабочих граней гребней бандажей и ободьев цельнокатаных колес проверяют прибором или методом сравнения с эталоном. На внутренней боковой грани обработанного бандажа не допускаются черновины глубиной более 1,0 мм с суммарной площадью, превышающей 50 см2. Наружная боковая грань бандажа и обода цельнокатаного колеса не обтачивается. 6.9.6. Для устранения поверхностных дефектов и неровностей прокатки разрешается обточка наружной грани бандажа или обода цельнокатаного колеса с условием, что при обточке не будут срезаны клейма, поставленные в горячем состоянии на заводе-изготовителе, и ширина бандажа (обода) будет не менее допустимой. 6.9.7. Перед и после обточки бандажей выкаченной колесной пары должны быть измерены расстояния от внутренних граней бандажей до середины оси при подшипниках скольжения и до галтелей буксовых шеек осей при подшипниках качения. Разница этих расстояний допускается не более 2,0 мм при новых бандажах и не более 3,0 мм при старых. 6.9.8. В целях экономии старогодних бандажей и цельнокатаных колес за счет сохранения уплотненной их части разрешается оставлять на обточенном гребне черновику глубиной не более 2,0 мм, расположенную от вершины гребня в пределах от 10 до 18 мм, а на поверхности катания равномерно расположенную черновику глубиной до 2,0 мм. Толщина новых бандажей ТПС допускается более, чем на чертеже, где это возможно по конструкции экипажа. 6.9.9. Запрещается выпускать из ремонта и нового формирования колесные пары с бандажом или ободом цельнокатаного колеса с отклонениями от допустимых размеров, указанных в приложении 5. 6.9.10. При формировании новых колесных пар у наружных граней бандажей должны быть фаски 6x45 ° с отклонением в большую или меньшую сторону 1,0 мм. Отступление в размерах фаски при обточке бандажей колесных пар как в целом на бандаже, так и на отдельных его местах допускаются в сторону увеличения на 4,0 мм и в сторону уменьшения на 1,0 мм. 6.9.11. Острые глубокие следы насечек в упорных буртах бандажей и цельнокатаных колес (полученных от закрепления на станке зубчатыми секторами) подлежат зачистке с плавным переходом. 6.9.12. При обточке бандажей колесных пар ТПС без выкатки допускаются: — просвет между профильным шаблоном, прижатым к внутренней грани, и бандажом до 1,0 мм по всему профилю бандажа, кроме зазора по толщине гребня, которую разрешается оставлять после обточки до 27,0 мм для пассажирских и 26,0 мм для грузовых локомотивов (при измерении серийными «абсолютными» шаблонами) и 26,0 мм — для пассажирских и 25,0 мм для грузовых (при измерении шаблонами УТ-1). При этом разница толщин гребней левой и правой сторон на одной колесной паре после обточки должна быть не более 2 мм; — разница диаметра бандажей по кругу катания одной колесной пары не более 1,0 мм; — шероховатость поверхности катания Ra не более 20 мкм. (В редакции указания МПС России от 23.08.2000 № К-2273у) Формирование колесных пар 6.10.1. Формированием колесных пар считается изготовление колесных пар из новых элементов. Замена отдельных частей колесной пары (осей, центров, венцов, зубчатых колес) новыми или годными, но бывшими в эксплуатации, считается ремонтом колесных пар со сменой элементов. 6.10.2. Вновь сформированная колесная пара должна соответствовать утврежденным чертежам, техническим условиям и действующим стандартам, а также фирменной технической документации для импортных локомотивов. 6.10.3. Для колесных пар с двусторонней прямозубой зубчатой передачей для обеспечения параллельности зубьев венца одного зубчатого колеса к зубьям венца другого зубчатого колеса устанавливается следующий порядок формирования: а) перед напрессовкой центров зубчатых колес произвести разметку и строжку пазов в венцах и центрах зубчатых колес. Обработку пазов в венцах и центрах зубчатых колес можно производить без разметки при условии, что обработка пазов будет вестись при помощи приспособления, обеспечивающего совпадение всех пазов центра с пазами венца в пределах установленных допусков при совмещении какого-либо паза венца с любым пазом центра; б) выполнить напрессовку центров зубчатых колес на удлиненные ступицы колесных центров и произвести чистовую обработку отверстий ступиц колес под запрессовку; в) надеть венцы на центры зубчатые колес в произвольном положении и прижать шайбами на временных болтах и напрессовать колесные центры на ось; г) поворачивая венцы на центрах и совмещая различные пазы венцов с различными пазами центров, находится такое положение, при котором параллельность зубьев обоих венцов полностью совпадает или будет иметь отклонение не более 0,5 мм; д) заложить в пазы пружинные пакеты, вторично проверить параллельность зубьев, затем приклепать шайбы. 6.10.4. При поставке зубчатых колес в собранном виде (как запасные части) разрешается насадку одного зубчатого колеса производить на гидравлическом прессе, а насадку другого колеса — тепловым методом. Нагрев ступицы зубчатого колеса следует производить равномерно до 200 — 250°С, не допуская перегрева остальных деталей колесной пары (венец, ось, ступица колесного центра). 6.10.5. Колесные пары локомотивов с конструкционной скоростью свыше 120 км/ч и моторных вагонов моторвагонного подвижного состава с конструкционной скоростью свыше 130 км/ч должны подвергаться динамической балансировке, кроме колесных пар с несъемными без распрессовки колес деталями, имеющими свободу перемещения относительно осей колесных пар. Для таких колесных пар должна производиться статическая балансировка колесных центров. Колесные пары немоторных вагонов моторвагонного подвижного состава (электро- и дизель-поездов) с конструкционными скоростями свыше 130 км/ч, также должны подвергаться динамической балансировке. Допустимый небаланс указывается в чертежах, утвержденных в установленном порядке. (В редакции указания МГТС России от 23.08.2000 № К-2273у) 6.10.6. С целью продления ресурса работы бандажа, после формирования, ремонта и обточки колесных пар по требованию заказчика на локомотиворемонтных заводах и в локомотивных депо следует выполнять плазменное упрочнение гребней бандажей колесных пар, а на дорогах, где отмечается систематическое появление выщербин на поверхности катания, следует выполнять плазменное упрочнение поверхности катания бандажей.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-09-19; просмотров: 1772; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.137 (0.01 с.) |