Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Сборка газораспределительного механизмаСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
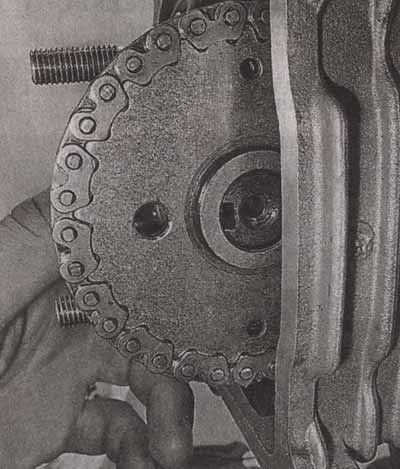
1. Устанавливаем новую прокладку головки цилиндра. ВНИМАНИЕ! Прокладка головки цилиндра выполняется из мягкого металла (медь, алюминий) и после затяжки гаек головки цилиндра деформируется, тем самым обеспечивая герметичность соединения. Повторная установка прокладки головки цилиндра не допускается. 2. Устанавливаем успокоитель цепи ГРМ. 3. Устанавливаем головку цилиндра. 4. Устанавливаем поршень в ВМТ по меткам на маховике. Обычно это метка «Т» на маховике. Совмещаем метку с приливом на картере двигателя. ВНИМАНИЕ! Следующая операция является одной из наиболее важных при сборке двигателя. Важно очень точно совместить все метки. Ошибка в установке цепи даже на 1—2 зуба приведет к тому, что двигатель не будет работать правильно, и вероятно это даже приведет к серьезным поломкам деталей ГРМ и ЦПГ при попытке запуска двигателя! 5. Убедившись, что цепь привода ГРМ не соскочила с ведущей звездочки на коленчатом валу, устанавливаем распределительный вал в головку цилиндра, одновременно надев на его звездочку цепь так, чтобы метки на звездочке распределительного вала расположились параллельно плоскости кромки головки цилиндра, а кулачки были направлены вниз (внутрь головки).
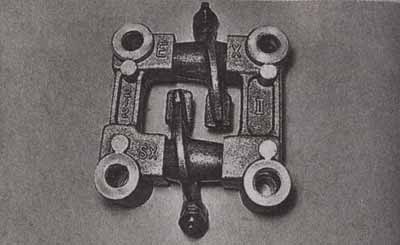
6. Устанавливаем опору коромысел, сориентировав ее согласно установочным меткам. Смазываем кулачки и подшипники распределительного вала.
На опоре коромысел нанесены буквы «ЕХ» - что означает «EXHAUST» - выпуск. Метка «ЕХ» должна располагаться над выпускным клапаном. ВНИМАНИЕ! • Проверьте правильность осевой установки распределительного вала (убедитесь, что подшипники распределительного вала правильно расположились на постелях). Вероятно, на каких-то моделях скутеров на держателе будет нанесена метка «IN» - «INTAKE» — впуск. Соответственно, метку «IN» необходимо располагать над впускным клапаном. ВНИМАНИЕ! При сильной деформации (сплющенности) медных шайб они подлежат замене, так как если шайбы будут прилегать неплотно из-за подтекания масла, в системе смазки упадет давление и мотор быстро выйдет из строя. Уплотнение этого соединения каким-либо герметикой недопустимо. 7. Устанавливаем на шпильки уплот-нительные медные шайбы.
8. Наворачиваем все четыре гайки крепления головки цилиндра, не затягивая их. 9. Утапливаем рабочий стержень на-тяжителя цепи ГРМ внутрь корпуса. 10. Устанавливаем натяжитель цепи ГРМ наместо, затягиваем болты его крепления. 11. Вставляем рабочий болт и пружину натяжителя цепи ГРМ, затягиваем его. При этом можно будет услышать характерные щелчки — сработает храповой механизм рабочего стержня натяжителя который, под воздействием пружины, выйдет из корпуса и натянет цепь ГРМ. 12. Последовательно, крест-накрест затягиваем гайки крепления головки цилиндра в 3—4 приема. Окончательный момент затяжки - 10-15 Нм (Более точные значения можно найти в инструкции по ремонту к конкретной модели скутера). 13. Вворачиваем и затягиваем дополнительные болты крепления головки цилиндра. 14. Торцовым ключом за центральный болт маховика, или руками, держась за маховик, медленно проворачиваем коленчатый вал двигателя по часовой стрелке на 3—4 оборота, чтобы убедиться, что фазы ГРМ установлены верно, и поршень не сталкивается с клапанами. 15. Устанавливаем коленчатый вал в ВМТ такта сжатия и еще раз контролируем правильность установки распределительного вала по меткам. 16. Регулируем клапанные зазоры, (см. Регулировка клапанных зазоров). 17. Проворачиваем коленчатый вал на несколько оборотов и еще раз контролируем правильность установки клапанных зазоров. 18. Устанавливаем крышку головки цилиндра и затягиваем ее болты. 19. Надеваем шланг вентиляции картера на штуцер в крышке головки цилиндра. 20. Устанавливаем кожух охлаждения цилиндра. ВНИМАНИЕ! Не забудьте извлечь из впускного коллектора бумагу, если при разборке вы закрывали его от грязи. 21. Устанавливаем впускной патрубок в сборе с карбюратором. ВНИМАНИЕ! В большинстве случаев, при установке выпускной системы, прокладка выпускной трубы нуждается в замене. Лучше при сборке заменить ее новой. 22. Устанавливаем выпускную систему. 23. Заправляем двигатель маслом.
16.43. Ремонт скутера. Сальники – замена.
Манжетные уплотнения, или сальники, применяются для уплотнения подвижных соединений механизмов, для предотвращения вытекания масла из механизма и попадания воды, грязи и пыли в него. Отличие сальника от простой прокладки заключается в том, что он позволяет сопрягаемым деталям двигаться друг относительно друга в продольном или радиальном направлениях, сохраняя при этом герметичность соединения. Сальник представляет собой фасонное кольцо из маслостойкой резины с залитым внутрь стальным каркасом. Рабочая кромка сальника поджимается к валу или штоку браслетной пружиной.
Залог качественной работы и долгого срока службы сальника — это качество изготовления и правильность установки. Если на первый фактор мы повлиять не можем, то второе вполне в наших силах. Неправильно установленный сальник потечет уже через несколько десятков или сотен километров, а его замена — это, как правило, сложная и трудоемкая процедура, требующая разборки всего узла, будь то передняя вилка, двигатель или редуктор, поэтому правильная установка сальника — это способ сэкономить много времени и сил. В этой главе мы рассмотрим общие приемы работы по замене сальников. 1. Сальник — деталь одноразовой установки. Если сальник извлечен из своего гнезда, то обратной установке на агрегат он уже не подлежит, так как извлечь сальник, не повредив его, практически невозможно. 2. При замене сальника желательно, чтобы шток или вал (любая подвижная деталь, работающая в сальнике) была предварительно извлечена из него. Если это передняя вилка, нужно ее разобрать, если вал редуктора - необходимо разобрать редуктор и извлечь из картера вал, на котором будет меняться сальник. ВНИМАНИЕ! Если извлечь деталь не представляется возможным, или ремонт проводится в «полевых» условиях, необходимо крайне аккуратно работать вблизи зеркала подвижной детали. Любая, даже самая незначительная царапина — это, по сути, канавка, по которой масло будет вытекать наружу. Сальник обеспечивает качественное уплотнение только при условии абсолютно гладкого «зеркала» рабочей поверхности подвижной детали. Будьте предельно аккуратны, особенно при демонтаже старого сальника.
3. Извлекать сальники из гнезд можно разными способами. Поскольку старый сальник всегда отправляется в мусорное ведро, нет смысла пытаться его сберечь. Сальник можно поддеть отверткой или проволочным крючком, выбить при помощи выколотки и молотка, если есть возможность подобраться к нему с обратной стороны. Главное, не повредить плоскости посадочного гнезда сальника, иначе масло (или другая жидкость, которую сальник призван останавливать), будет просачиваться в образовавшиеся полости и вытекать наружу. Такие повреждения устранить очень сложно. 4. Перед установкой нового сальника очищаем посадочное гнездо от грязи и масла. 5. Перед установкой также проверяем правильность установки браслетной пружины сальника (она должна «сидеть» точно в своей канавке) и надежность соединения ее концов. Обычно один конец пружины выполнен в виде конуса и ввернут в противоположный конец, образуя пружинное кольцо. Снимаем пружинное кольцо с сальника и немного растягиваем его. При растяжении на 5—10% кольцо не должно разомкнуться. В противном случае, вворачиваем один конец пружины в другой до обеспечения надежного соединения. Надеваем пружину на сальник. 6. Внешнюю посадочную кромку сальника смазываем небольшим количеством смазки, чтобы облегчить запрессовку.
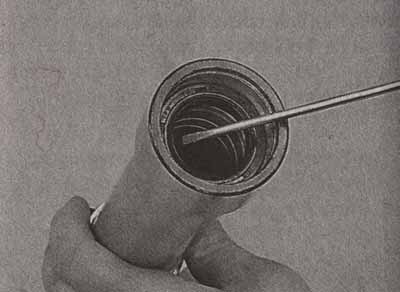
Перед установкой необходимо тщательно очистить рабочую поверхность подвижной детали и смазать ее маслом. ВНИМАНИЕ! Новый сальник должен быть установлен той же стороной, что и прежний, иначе он не будет выполнять своих функций. 7. Устанавливаем сальник в гнездо руками, выравниваем его по горизонтали, относительно посадочной плоскости картера (или пера вилки) и немного утапливаем в гнездо, чтобы центровка сальника не сбилась. 8. Обычно для запрессовки сальников применяются оправки соответствующего диаметра. В гаражных условиях трудно обзавестись оправками под все возможные размеры сальников, поэтому мы воспользуемся торцовой головкой подходящего диаметра из набора инструментов. ВНИМАНИЕ! Внешний диаметр торцовой головки должен быть максимально близок к внешнему диаметру сальника. Если головка будет слишком маленькой, появляется вероятность того, что она провалится в рабочее отверстие сальника при запрессовке и повредит рабочую кромку, или деформирует металлический каркас сальника. Если диаметр головки окажется большим, чем диаметр сальника, при запрессовке она упрется в края посадочного гнезда и не запрессует сальник до упора. Оптимальный диаметр головки — на 0,5 — 1 мм меньше внешнего диаметра сальника.
9. Устанавливаем торцовую головку на сальник точно по центру, без смещений и легкими ударами молотка осаживаем сальник в гнезде. ВНИМАНИЕ! Запрессовка сальника — самая ответственная часть работы! Не допускается бить молотком сильно, так как каркас сальника может деформироваться, что приведет к полной негодности сальника. Важно после каждого удара контролировать, не перекосило ли сальник в гнезде. При необходимости корректировать его положение можно легкими ударами по той или иной стороне торцовой головки. 10. Запрессовываем сальник до упора, еще раз контролируем параллельность установки сальника плоскости посадочного гнезда. 11. Приступаем к обратной сборке узла. Перед тем, как вставить подвижную деталь в рабочее отверстие сальника, необходимо смазать его рабочую кромку небольшим количеством масла. Подвижную деталь также желательно смазать. 11. Подвижную деталь вставляем в рабочее отверстие сальника медленно и аккуратно, чтобы не повредить рабочую кромку сальника, а также чтобы предотвратить ее подворачивание. 12. Проверяем правильность установки деталей. Особую сложность представляет установка сальников в переднюю вилку, так как чаще всего сальник приходится запрессовывать с уже вставленной в него подвижной трубой вилки. В таких случаях профессионалы используют кольцеобразные оправки, изготовленные точно под диаметр сальника и подвижной трубы. Лучшим вариантом было бы, конечно, приобрести или изготовить на заказ подобную оправку под свой скутер, тем более, что у многих скутеров диаметр подвижных труб вилки одинаков, но если такой возможности нет, можно воспользоваться обычной стальной выколоткой. Лучше взять выколотку максимально возможного диаметра — так каркас сальника будет испытывать меньшие нагрузки от ударов и вероятность его деформации сократится. Легкими ударами с противоположных сторон сальника осаживаем его в посадочное гнездо неподвижной трубы пера вилки. ВНИМАНИЕ! Помните, что лучше сделать тридцать-сорок легких ударов и запрессовать сальник качественно, чем сделать 10 сильных ударов, и через неделю снова разбирать вилку, чтобы поменять текущие, деформированные при установке сальники.
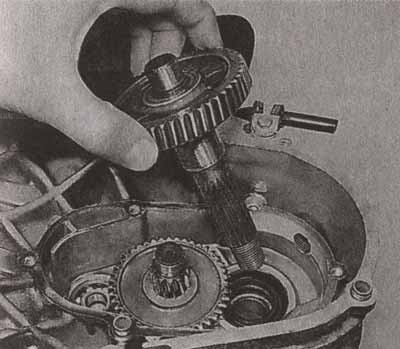
16.44. Ремонт скутера. Подшипники - дефектовка и замена Все подшипники делятся на две большие группы: подшипники скольжения и подшипники качения, которые, в свою очередь бывают шариковые, роликовые, игольчатые, радиальные, радиаль-но-упорные, конические и так далее.
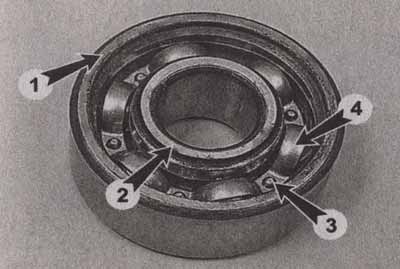
Устройство подшипника качения: 1 - внешнее кольцо; 2 - внутреннее кольцо; 3 - сепаратор; 4 - тело качения (шарик) Подшипники, несмотря на свой малый размер и простоту конструкции, обеспечивают именно то, благодаря чему мы имеем возможность быстро, практически бесшумно и вполне экономично передвигаться в пространстве на колесах: они обеспечивают вращение, а ведь именно вращение - основное движение практически всех наиболее важных агрегатов скутера, мотоцикла, автомобиля и даже велосипеда. Все - от коленчатого вала до колес и руля - вращается на подшипниках, поэтому не стоит недооценивать значение этих деталей в конструкции скутера. Один, даже самый незначительный на первый взгляд, заклинивший подшипник превращает скутер из транспортного средства в произведение дизайнерского искусства, не больше. Регулярная проверка и обслуживание подшипников скутера - залог того, что вы не останетесь стоять посреди города ночью, или на лесной дорожке километрах в десяти от дачи. В отличие от подшипников в моторе и заднем редукторе, которые постоянно работают в «масляной ванне», не требуют частой замены и ухода вообще, в конструкции скутера присутствует несколько подшипниковых узлов, регулярная проверка которых необходима. Подшипники скольжения представляют собой пару трения, в которой точно подобранный по диаметру и отполированный стальной вал вращается в неподвижно запрессованной в картер, чаще всего бронзовой, втулке. Между деталями постоянно присутствует тонкий слой масла, подаваемого обычно под давлением, по этому слою и проходит скольжение. Таким образом, контакта между валом и втулкой практически нет. Именно благодаря этому подшипники скольжения очень долговечны, и при условии своевременной замены масла, имеют срок службы, сопоставимый со сроком службы всего скутера, и, как правило «переживают» двигатель в целом. Подшипники скольжения требуют ремонта только в случаях нарушения смазки, такой ремонт достаточно сложен и требует применения токарного и шлифовального оборудования. В гаражных условиях отремонтировать подшипник скольжения практически невозможно, так что мы не будем рассматривать эту работу. Подшипник качения, достаточно точный и сложный в изготовлении механизм. От точности изготовления его колец и шариков зависит, насколько долговечным и бесшумным будет подшипник, разумеется, сопротивление качению также, зависит от точности изготовления. В России принята следующая классификация точности изготовления подшипников качения: 8 и 0 классы — самые низкокачественные подшипники, такие можно использовать только в малонагруженных узлах и агрегатах, не требующих высокой надежности и поломка которых не приведет к аварийной ситуации. Такие подшипники, например, можно использовать в ступицах колес гужевых повозок или детских самокатов, как основу для блока ворота деревенского колодца или ручной лебедки. В более серьезные механизмы, какими являются скутеры, такие подшипники ставить нельзя. Качество подшипника тем выше, чем ниже значение индекса качества, присвоенного ему на заводе (кроме класса 0). Лучшим подшипникам присваивается второй класс. Подшипники такого класса точности в продаже найти практически невозможно, они применяются, в частности, в авиакосмической промышленности и прочих высокоточных производствах. Стоимость подшипника второго класса может быть в десять раз выше такого же подшипника пятого или шестого класса. Для двигателей внутреннего сгорания, колес и прочих агрегатов авто- и мототехники вполне удовлетворительным будет использование подшипников качения 5 класса и выше. В частности, подшипники этого класса используют отечественные автопроизводители. Класс точности изготовления подшипника указывается чаще всего на торце внешнего или внутреннего кольца или на скате внешнего кольца методом лазерной гравировки или травлением. Класс указывается перед маркировкой типа подшипника или отдельно стоящей цифрой. Если на подшипнике не указан класс точности, лучше поискать другой. СОВЕТ: Совсем не обязательно заказывать (и долго ждать) подшипники по оригинальным каталогам запчастей. Большинство подшипников, применяемых в автомобильной и мотоциклетной промышленности, стандартные, так что всегда можно попытаться найти аналог отечественного или зарубежного производства.
|
||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 1031; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.58.110.182 (0.009 с.) |